1. Gas de soldadura láser
Se utilizará gas protector en la soldadura láser para mejorar el efecto de soldadura y evitar la deposición en las herramientas láser.
Según los diferentes usos se puede dividir en:
- Gas auxiliar (gas MDE)
- Gas protector
- gas para chorro
2. ¿Por qué necesitas gas protector?
La soldadura láser continua es un proceso que utiliza rayos láser de alta energía como fuente de calor para fundir la superficie de una pieza y obtener una excelente unión de soldadura.
Durante la soldadura láser de alta potencia, el láser calienta el material y funde la pieza, pero la alta temperatura también hace que el metal se gasifique, formando plasma de vapor metálico.
El plasma debilita la energía que llega a la superficie de la pieza y afecta la estabilidad del baño fundido.
Para suprimir la generación de plasma y garantizar la estabilidad, durante el proceso se debe soplar un gas protector con alta energía de ionización. El gas protector también aísla el aire y reduce las salpicaduras de soldadura, lo que da como resultado una superficie de soldadura suave y uniforme.
3. Las funciones del gas protector
En la soldadura láser, el uso de gas protector tendrá un impacto en la formación de la soldadura, su calidad, penetración y ancho.
En la mayoría de las situaciones, aplicar gas de protección tendrá un efecto positivo en la soldadura, pero también puede tener impactos desfavorables.
3.1 Efectos positivos
(1) El gas protector adecuado puede proteger eficazmente el baño de soldadura y reducir o incluso eliminar la oxidación.
(2) También puede reducir las salpicaduras durante la soldadura.
(3) El baño de soldadura se solidificará uniformemente y tendrá una forma uniforme y atractiva.
(4) El gas de protección adecuado también puede reducir el efecto de protección de la columna de vapor metálico o plasma en el láser, lo que lleva a una mayor utilización del láser.
(5) Además, el uso correcto del gas protector puede reducir la porosidad de la soldadura.
Siempre que se seleccionen el tipo de gas, el caudal y el modo de soplado correctos, se pueden lograr los resultados deseados.
Sin embargo, un uso incorrecto del gas protector puede tener efectos negativos en la soldadura.
3.2 Efectos negativos
(1) El uso incorrecto del gas protector puede provocar la degradación de la soldadura;
(2) Elegir un tipo de gas inadecuado puede provocar grietas en la soldadura y también reducir las propiedades mecánicas de la soldadura;
(3) La selección incorrecta del caudal de gas puede provocar una mayor oxidación de la soldadura (ya sea que el caudal sea demasiado alto o demasiado bajo), o el metal del baño de soldadura puede verse gravemente alterado por fuerzas externas, lo que lleva al colapso o a la formación irregular del soldar;
(4) Seleccionar un método de flujo de gas incorrecto puede resultar en una falta de protección de la soldadura, o incluso no tener ningún efecto protector, o tener un impacto negativo en la formación de la soldadura;
(5) La penetración de la costura de soldadura se verá afectada por el flujo de gas protector, especialmente cuando se sueldan placas delgadas.
4. Tipos de gas protector
Los gases protectores comúnmente utilizados para la soldadura láser son nitrógeno (N2), argón (Ar) y helio (He). Sus propiedades físicas y químicas difieren, por lo que su efecto sobre la soldadura también varía.
4.1N2
La energía de ionización del N 2 es moderada, con un valor superior al del Ar e inferior al del He.
Bajo la acción de un láser, la ionización de N2 es generalmente moderada, lo que puede reducir la formación de nubes de plasma y aumentar la utilización efectiva del láser.
Sin embargo, cuando el nitrógeno reacciona con una aleación de aluminio o acero al carbono a una determinada temperatura, produce nitruro, lo que puede provocar una disminución de la tenacidad y fragilidad de la soldadura y tener un impacto negativo en las propiedades mecánicas de la unión soldada.
Por lo tanto, no se recomienda utilizar nitrógeno como gas protector al soldar aleaciones de aluminio o acero al carbono.
Por otro lado, cuando el nitrógeno reacciona con el acero inoxidable, puede mejorar la resistencia de la unión soldada y afectar positivamente las propiedades mecánicas de la soldadura.
Como resultado, el nitrógeno se puede utilizar como gas protector al soldar acero inoxidable.
4.2 Aire
La energía de ionización del aire es relativamente baja y, bajo la acción de un láser, su grado de ionización es relativamente alto, lo que puede impactar negativamente en el control de la formación de nubes de plasma y en el uso eficaz del láser.
Sin embargo, la baja reactividad del Ar con los metales comunes y su costo relativamente bajo lo convierten en una opción atractiva. Además, su alta densidad le permite hundirse eficazmente sobre el baño de soldadura, proporcionando un mejor entorno protector.
Por estas razones, el Ar se utiliza habitualmente como gas protector convencional.
4.3 él
La energía de ionización del He es la más alta y, bajo la acción de un láser, su grado de ionización es muy bajo, lo que lo hace eficaz para controlar la formación de nubes de plasma.
El láser puede actuar eficazmente sobre metales y su baja reactividad y baja actividad lo convierten en un buen gas protector para la soldadura.
Sin embargo, su alto coste lo hace inadecuado para su uso generalizado en productos producidos en masa. Normalmente se utiliza en investigaciones científicas o productos de alto valor.
5. Modo de soplado de gas protector
En la actualidad, existen dos métodos principales de soplado de gas de protección: uno es el soplado de gas de protección en el lado del eje, como se muestra en la Figura 1; el otro es gas de protección coaxial, como se ilustra en la Figura 2.
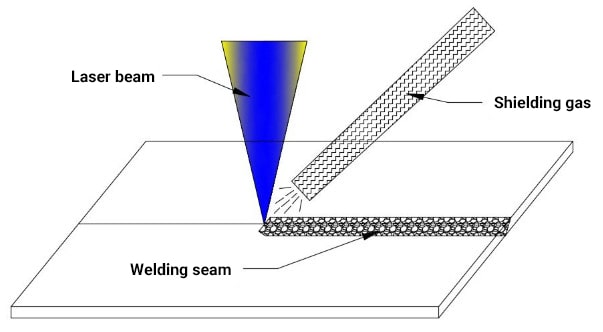
Fig. 1 Lado del eje lateral que sopla gas de protección
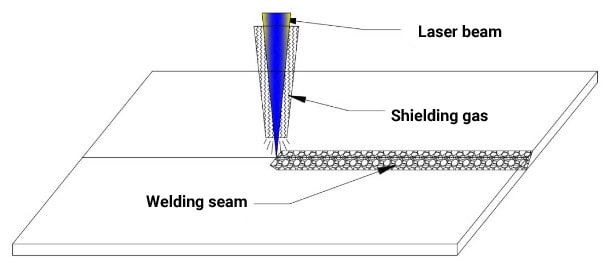
Fig. 2 Gas de protección coaxial
La elección entre los dos métodos de soplado de gas de protección implica una consideración exhaustiva de muchos factores.
En general, se recomienda utilizar el método de soplado lateral con gas protector.
6. Principio de selección del modo de soplado de gas de protección
Primero, es importante señalar que el término "oxidación" de soldadura es simplemente un nombre coloquial.
Teóricamente, se refiere a la reacción química entre los componentes nocivos del aire y la soldadura, lo que conduce a una disminución de la calidad de la soldadura.
La causa común de esto es la reacción entre el metal de soldadura y elementos como oxígeno, nitrógeno e hidrógeno en el aire a altas temperaturas.
Para evitar que la soldadura se “oxide”, es necesario reducir o eliminar el contacto entre el metal de soldadura y estos componentes dañinos a altas temperaturas.
Este estado de alta temperatura abarca no sólo el metal fundido del baño, sino también todo el proceso, desde el momento en que se funde el metal de soldadura hasta el momento en que se solidifica y se enfría por debajo de una determinada temperatura.
Por ejemplo, las aleaciones de titanio pueden absorber fácilmente hidrógeno a temperaturas superiores a 300°C, oxígeno a temperaturas superiores a 450°C y nitrógeno a temperaturas superiores a 600°C.
Por lo tanto, es esencial proteger la soldadura de aleación de titanio después de la solidificación y la etapa por debajo de 300°C, o se “oxidará”.
De esto se desprende que el uso de gas de protección debe proteger no sólo el baño de soldadura en tiempo real, sino también la zona de soldadura recién solidificada.
Como resultado, generalmente se utiliza gas protector contra golpes laterales del eje, como se muestra en la Figura 1.
En comparación con la protección coaxial (Figura 2), este método ofrece un alcance de protección más amplio, especialmente para el área donde la soldadura acaba de solidificarse.
En aplicaciones prácticas, no todos los productos pueden utilizar el método de protección contra soplado lateral del eje.
Para algunos productos específicos, solo se puede utilizar gas de protección coaxial y la elección específica dependerá de la estructura del producto y la forma de la junta.
7. Selección del modo de soplado de gas de protección específico
7.1 Soldadura recta
Como se muestra en la Figura 3, el producto tiene una forma de soldadura lineal, siendo la forma de la junta una junta a tope, una junta traslapada, una junta de esquina interior o una junta soldada traslapada.
Para este producto, es más favorable utilizar el método de gas protector de golpe lateral del eje lateral que se muestra en la Figura 1.
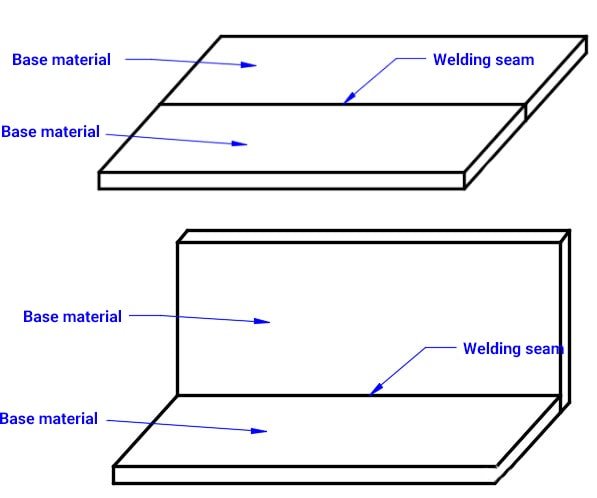
Fig.3 Soldadura recta
7.2 Soldadura gráfica plana cerrada
Como se representa en la Figura 4, el producto tiene una forma de soldadura que es una forma circular plana, una forma plana de múltiples lados, una forma lineal plana de múltiples segmentos u otras formas cerradas, y las formas de unión pueden ser juntas a tope, juntas traslapadas, superposición. articulaciones, etc
Por lo tanto, el producto es más adecuado para utilizar el método de gas protector coaxial que se muestra en la Figura 2.
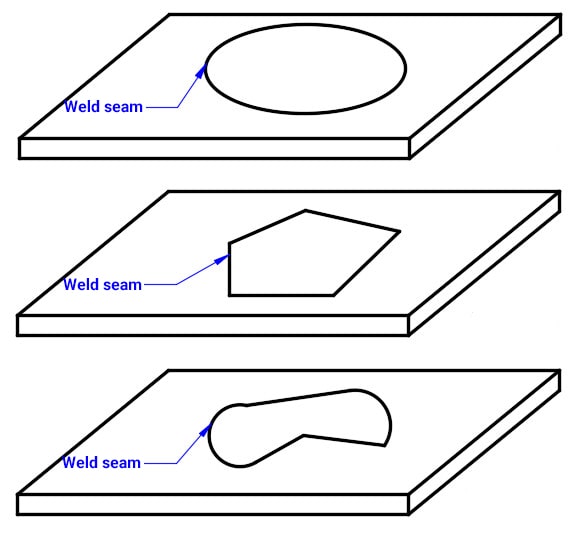
Fig.4 Soldadura gráfica plana cerrada
La selección del gas de protección tiene un impacto directo en la calidad, la eficiencia y el costo de la producción de soldadura.
Sin embargo, debido a la diversidad de materiales de soldadura, la selección del gas de soldadura es más compleja en la práctica de soldadura real.
Para elegir el gas de protección más adecuado, es importante tener en cuenta el material de soldadura, el método de soldadura, la posición de soldadura y el resultado de soldadura deseado.
La única forma de determinar la mejor opción es realizar una soldadura de prueba.
8. Efecto del gas protector sobre la morfología de la soldadura.
Además de elegir el gas de protección adecuado según el material de soldadura, también es necesario examinar el impacto del ángulo de soplado, la dirección y el caudal del gas de protección en la morfología de la soldadura.
Se han llevado a cabo estudios para comprender la influencia de diferentes ángulos de soplado de gas de protección en la soldadura, bajo las mismas condiciones de soldadura.
Los resultados experimentales muestran que, bajo el mismo control de otras variables, la tendencia de influencia de la morfología de la soldadura sigue siendo la misma bajo diferentes caudales.
Sin embargo, a medida que aumenta el caudal, el efecto sobre la penetración de la soldadura se vuelve más notable, mientras que el impacto sobre la superficie y el ancho de la soldadura disminuye.
Para estudiar específicamente el efecto del ángulo de soplado, el caudal se mantuvo en 5 L/min, mientras se controlaban otras variables y solo se cambiaba el ángulo de soplado.
Los resultados de la prueba se muestran en la Figura 5, con un diagrama metalográfico de la morfología de la sección transversal de la soldadura que se muestra en la Figura 6.
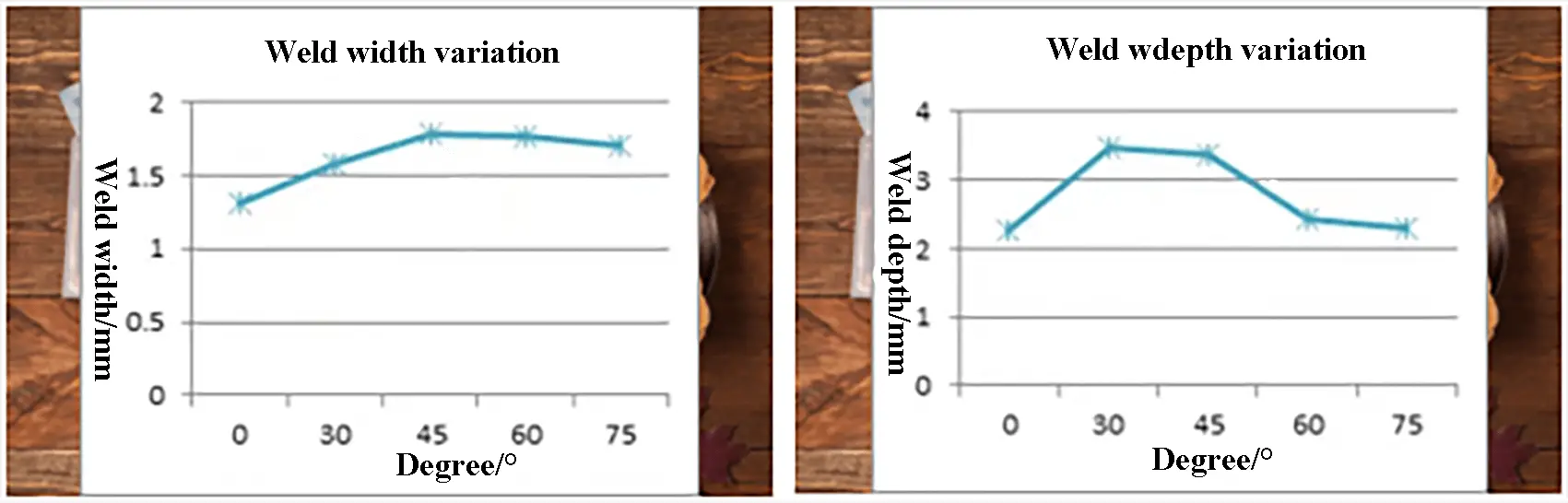
Fig. 5 Efecto de diferentes métodos de soplado sobre la penetración y el ancho de la soldadura.
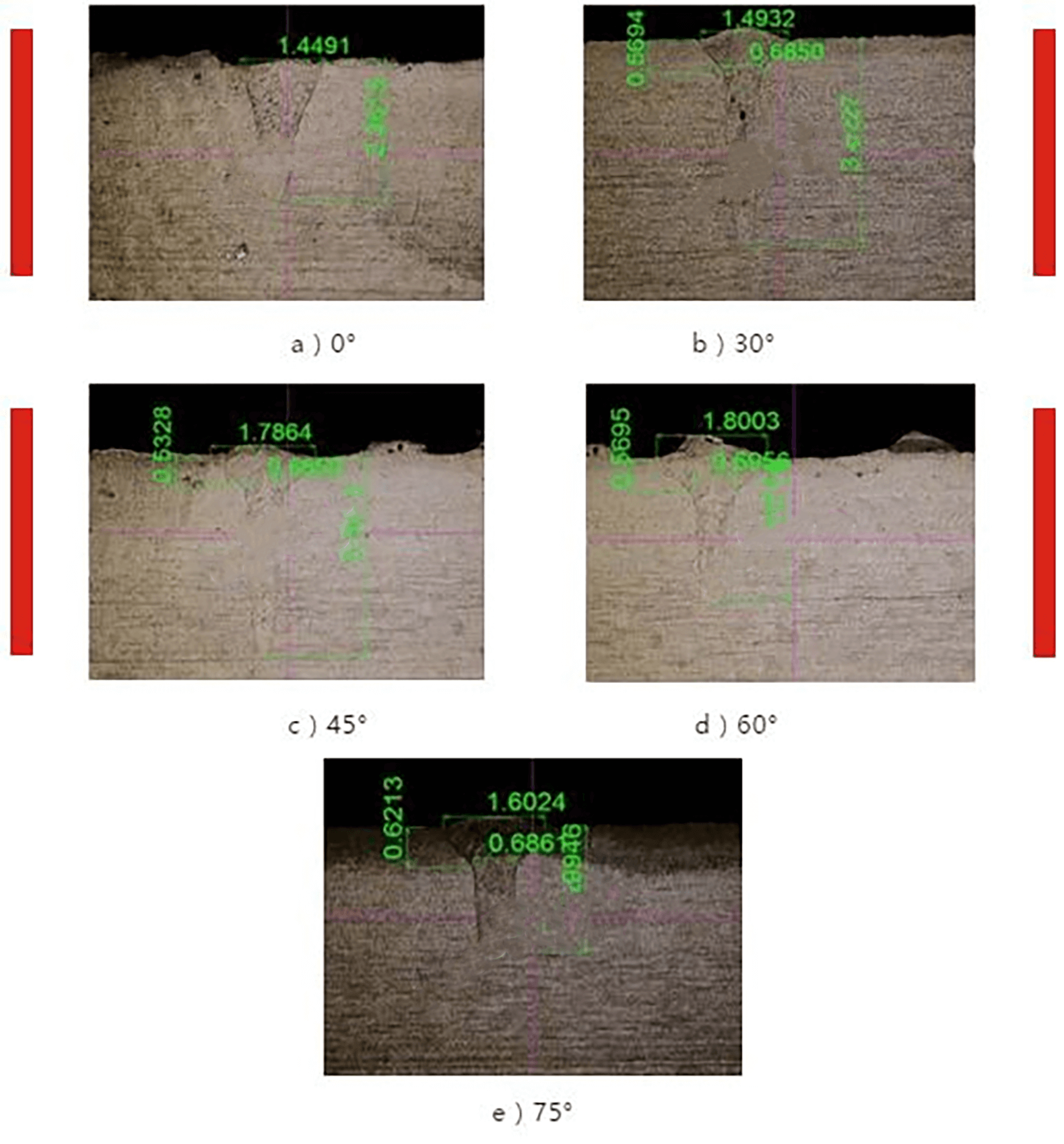
Fig. 6 Morfología de la soldadura en diferentes ángulos de soplado.
Según los datos experimentales, la penetración de la soldadura inicialmente aumenta y luego disminuye a medida que aumenta el ángulo de soplado.
A 0° o por encima de 45°, la penetración disminuye significativamente. La máxima penetración se consigue con un ángulo de soplado de 30°.
El ancho de la soldadura está determinado por la reducción de la intensidad del láser causada por el plasma y el efecto del flujo de gas en el baño de soldadura.
Con un ángulo de soplado de 0°, el ancho de fundición es el más pequeño. A medida que aumenta el ángulo de soplado, aumenta el ancho de la fundición, pero hay pocos cambios en el ancho de la soldadura cuando el ángulo es superior a 45°.
Análisis de resultados
El impacto del gas protector en la morfología de la soldadura se controla principalmente ajustando el tamaño del plasma, que determina la densidad de potencia del láser que alcanza la superficie de la pieza.
Con base en el diagrama metalográfico de la sección transversal de la soldadura, se puede observar que la morfología de la soldadura tiende a la soldadura por conducción térmica a 0° o 75°, mientras que la soldadura de penetración profunda es evidente a 30° y 45°.
En conclusión, bajo los mismos parámetros del proceso de soldadura, se recomienda utilizar un ángulo de soplado de 30° para mayor penetración, 45° para mayor ancho de superficie y 0° o 75° para menor y mayor ancho de fusión.







