La regla de cuadrícula es un elemento de detección de posicionamiento para el eje lineal de máquinas herramienta CNC.
Actúa como los "ojos" de un operador humano, monitoreando si el eje lineal se mueve con precisión a la posición requerida por el sistema de control numérico después de ejecutar el programa NC.
Sin una regla de cuadrícula, la precisión del movimiento del eje lineal depende completamente de la precisión del sistema NC y de la precisión de la transmisión mecánica.

Después del uso prolongado de máquinas herramienta CNC, debido a cambios en los parámetros de calibración eléctrica y mayores errores mecánicos, el eje lineal puede desviarse significativamente de la posición requerida por el programa del sistema de control numérico.
En este caso, ni el sistema de control ni los operadores de la máquina se darían cuenta de esta desviación. Para detectar con precisión estos problemas, el personal de mantenimiento debe realizar pruebas de precisión en la máquina herramienta.
Por lo tanto, para las máquinas herramienta CNC sin regla de cuadrícula, las pruebas periódicas de precisión son esenciales; de lo contrario, pueden producirse variaciones excesivas en la precisión del mecanizado o incluso desechos de los productos que se procesan.
Si se instalara una regla de cuadrícula en el eje lineal de una máquina herramienta CNC, el problema mencionado se solucionaría sin necesidad de intervención humana.
La regla de la cuadrícula actúa como un elemento sensor de posición, y si el eje lineal no puede alcanzar la posición precisa requerida por el sistema de control numérico debido a razones mecánicas, la regla de la cuadrícula envía retroalimentación al sistema NC, permitiendo que el eje lineal alcance con precisión su posición.
En este caso, la regla de la cuadrícula actúa como una función de monitoreo independiente, similar a los ojos de un operador humano, “observando” continuamente la posición del eje lineal, asegurándose de que alcance la posición requerida por el sistema de control numérico.
Al producir nuevas máquinas herramienta o reconstruir las antiguas, el propósito de utilizar una regla de cuadrícula es aumentar la precisión del eje lineal.
Sin embargo, la precisión de este eje no depende sólo de la regla de la cuadrícula, sino principalmente de la precisión de la geometría mecánica del propio eje lineal.
La regla de cuadrícula no puede reemplazar la precisión del componente mecánico; simplemente mejora tu rendimiento.
Mucha gente tiene malentendidos sobre este tema, especialmente si la precisión geométrica del eje lineal de la máquina herramienta es baja. Por ejemplo, algunos tornos utilizan una cremallera para la transmisión, lo que da como resultado un gran juego.
Incluso cuando se utiliza una regla de cuadrícula con dicho eje, puede causar oscilaciones al acercarse a la posición precisa debido a una mala precisión de transmisión.

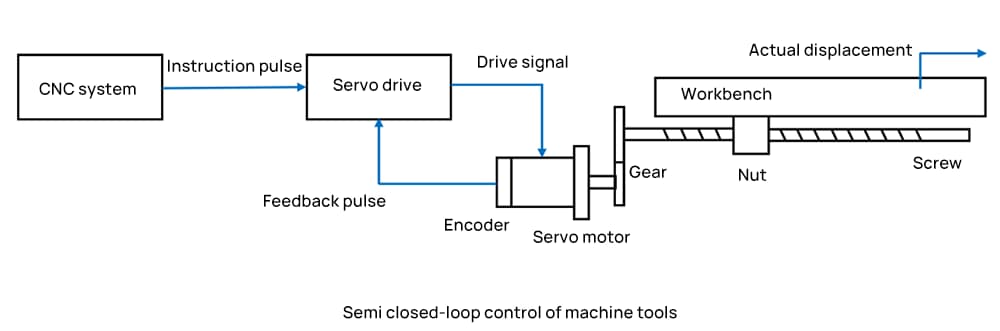
Los sistemas de control de circuito semicerrado no pueden controlar los errores de transmisión causados por el mecanismo de transmisión de la máquina herramienta, los errores de deformación térmica producidos por los mecanismos de transmisión durante la operación a alta velocidad y los errores causados por el desgaste de los sistemas de transmisión durante la operación a alta velocidad.
Durante el proceso de mecanizado, estos errores afectaron gravemente la precisión y la estabilidad del mecanizado de las máquinas herramienta CNC.
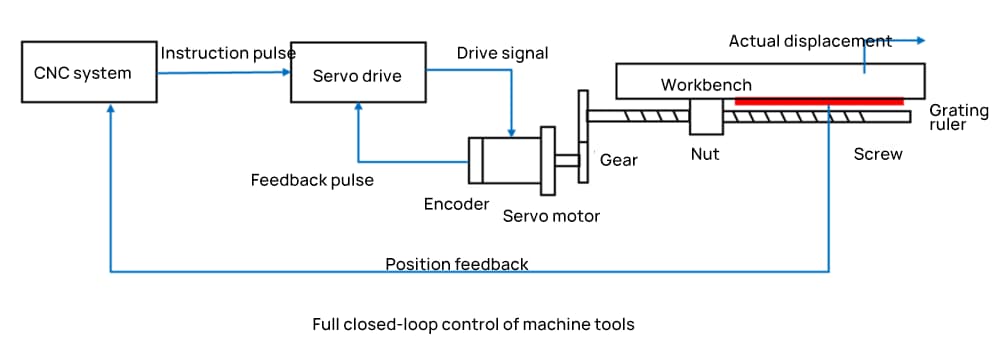
Las reglas de cuadrícula para ejes lineales logran un control de bucle completamente cerrado de las coordenadas lineales de la máquina herramienta CNC, lo que reduce los errores mencionados anteriormente, mejora la precisión del posicionamiento, la precisión de la repetibilidad y la confiabilidad de la precisión de la máquina herramienta.
Como componente clave para mejorar la precisión de posicionamiento de las máquinas herramienta CNC, la popularidad de la regla de cuadrícula está aumentando entre los usuarios.
Precisión de la máquina CNC
La precisión de las máquinas herramienta CNC se puede clasificar en tres aspectos principales, que incluyen precisión geométrica, precisión de posicionamiento y precisión de mecanizado.
La precisión geométrica, también llamada precisión mecánica, es el error integral de forma geométrica de los componentes críticos de la máquina herramienta después del ensamblaje.
Las herramientas de medición y los métodos utilizados para detectarlo son básicamente los mismos que los utilizados en las máquinas herramienta comunes, pero con requisitos mayores.
Tomando como ejemplo un centro de mecanizado vertical típico, su precisión geométrica incluye los siguientes parámetros:
- 1. Planitud de la mesa de trabajo
- 2. Ortogonalidad del movimiento en diferentes direcciones de coordenadas.
- 3. Paralelismo de la mesa de trabajo con relación a las direcciones de las coordenadas X e Y
- 4. Precisión de rotación del husillo
- 5. Paralelismo del eje del husillo con respecto a la dirección de la coordenada Z en el movimiento de la caja del husillo principal
- 6. Linealidad del movimiento del husillo en la dirección de la coordenada Z.

Precisión de posicionamiento
La precisión de posicionamiento se refiere a la precisión de posicionamiento real que los componentes principales de la máquina herramienta pueden lograr al final del movimiento. La diferencia entre la posición real y la deseada se conoce como error de posicionamiento.
En las máquinas herramienta CNC, la precisión del posicionamiento también se denomina precisión del movimiento de la máquina y está determinada por la precisión del sistema CNC y el error de transmisión mecánica.
El movimiento de cada componente de la máquina herramienta se completa bajo el control del dispositivo CNC, y la precisión que puede lograr cada componente del movimiento afecta directamente la precisión de la pieza mecanizada.
Por lo tanto, la precisión del posicionamiento es un elemento de inspección fundamental.
Precisión de repetibilidad
La precisión de la repetibilidad se refiere al grado de consistencia en la precisión de la posición obtenida al ejecutar repetidamente el mismo código de programa en una máquina herramienta CNC.
La precisión de la repetibilidad se ve afectada por factores como las características del servosistema, el juego y la rigidez de los enlaces de transmisión de potencia, así como las características de fricción.
En general, la precisión de la repetibilidad está sujeta a errores ocasionales en la distribución normal y afecta la consistencia de un lote de piezas procesadas, lo que la convierte en un indicador de precisión esencial.
Lectura relacionada: Precisión de posicionamiento frente a repetibilidad en máquinas CNC
Precisión de mecanizado
La precisión del mecanizado se ve afectada por varios factores que no se reflejan completamente en la precisión geométrica y de posicionamiento, que generalmente se detectan sin carga de corte o con la máquina herramienta en estado estacionario o en movimiento lento.
Por ejemplo, bajo la influencia de fuerzas de corte y sujeción, los componentes de la máquina herramienta sufrirán deformación elástica. Los componentes de las máquinas herramienta también sufrirán deformaciones térmicas debido a fuentes de calor internas (como cojinetes y engranajes sobrecalentados, etc.) y cambios en la temperatura ambiente.
Además, la máquina herramienta genera vibraciones bajo la influencia de las fuerzas de corte y la velocidad de movimiento. Además, cuando los componentes móviles de la máquina herramienta se mueven a velocidades de trabajo, la precisión de su movimiento difiere de la medida a bajas velocidades debido a la película de aceite sobre las superficies deslizantes y otros factores.
Todos estos factores pueden provocar cambios en la precisión estática de la máquina herramienta, afectando la precisión del mecanizado de la pieza.
La precisión de una máquina herramienta bajo la influencia de cargas externas, calentamiento y vibraciones durante el trabajo se conoce como precisión dinámica de la máquina herramienta.
La precisión dinámica está estrechamente relacionada con la precisión estática y depende en gran medida de la rigidez, la resistencia a las vibraciones y la estabilidad térmica de la máquina herramienta.
En la actualidad, la precisión dinámica integral de la máquina herramienta generalmente se evalúa mediante la precisión del mecanizado de las piezas producidas mediante operaciones de corte, lo que se conoce como precisión de trabajo de la máquina herramienta. La precisión del trabajo refleja la influencia integral de varios factores en la precisión del mecanizado.
Métodos para mejorar la precisión del mecanizado CNC
En la actualidad, existen principalmente dos métodos para mejorar la precisión del mecanizado de las máquinas herramienta CNC en la industria del mecanizado de piezas: prevención de errores y compensación de errores.
Métodos de prevención de errores
La prevención de errores se refiere a las medidas tomadas para mejorar el nivel de calidad del diseño, procesamiento y ensamblaje de componentes, controlar eficazmente los factores ambientales y lograr el objetivo de eliminar o reducir las fuentes de errores.
Por ejemplo, el uso de rieles guía térmicamente simétricos y husillos de bolas de alta rigidez para el control de la temperatura puede reducir eficazmente la deformación térmica de la máquina herramienta y el aumento de temperatura de la fuente de calor, reduciendo así la aparición de errores.
Los métodos de prevención de errores se dividen principalmente en tres categorías: error de tamaño, prevención de errores geométricos, prevención de errores de deformación térmica y otras formas de prevención de errores.
Estos métodos pueden reducir la probabilidad de que se produzcan errores hasta cierto punto, pero es casi imposible eliminar por completo la deformación térmica y los errores geométricos.
Además, la precisión del mecanizado de la máquina herramienta tiene un impacto significativo y mejorar la calidad de las piezas es costoso, lo que lo hace poco común en aplicaciones prácticas.
Métodos de compensación de errores
La compensación de errores implica la instalación de sondas de precisión, sensores de posición, reglas de cuadrícula y otros equipos en máquinas herramienta CNC para proporcionar información sobre los errores de mecanizado de la máquina herramienta en tiempo real al sistema CNC.
La máquina herramienta compensa automáticamente la precisión del mecanizado, mejorando la precisión del mecanizado de las piezas y reduciendo significativamente los costes de materia prima.
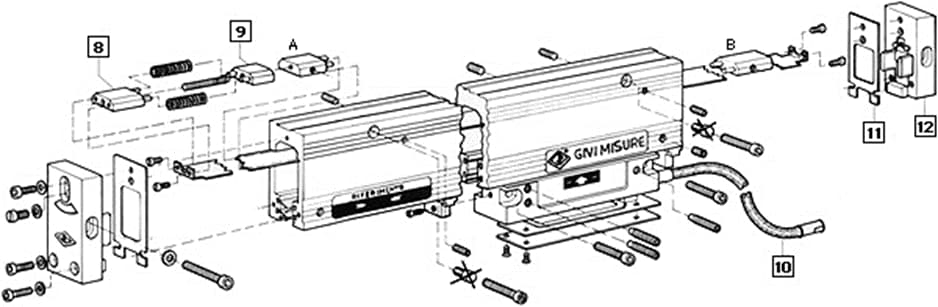
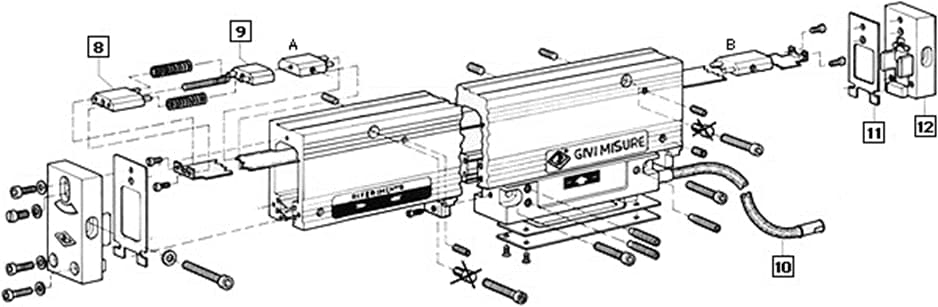
Fallos comunes de las reglas de cuadrícula como elementos de detección de posición en ejes lineales
1. No se puede encontrar el pulso cero cuando el eje lineal regresa al punto de referencia.
En términos de rendimiento, el eje continúa girando hasta chocar con el límite del eje durante el retorno al punto de referencia.
Esta falla generalmente es causada por suciedad en el cabezal de lectura o en la regla de la cuadrícula. Para solucionar este problema, retire el cabezal de lectura, límpielo con alcohol anhidro y limpie la parte escamosa con un paño de seda humedecido en alcohol anhidro.

2. Se activó una alarma en el eje lineal de la máquina herramienta CNC durante la operación.
Si el eje lineal de una máquina CNC produce una alarma durante el funcionamiento, pueden aparecer las siguientes alarmas dependiendo del sistema de control utilizado: “Error de codificador de hardware” para sistemas Siemens 840D o LNC, y “Error de retroalimentación” para sistemas Fanuc.
Razones:
(1) Debido a la vibración u otras razones, la distancia entre el cabezal de lectura y la escala de la rejilla en la máquina herramienta aumenta durante el uso, lo que hace que el sistema CNC asuma incorrectamente que la escala de la rejilla está defectuosa.
Para resolver este problema, ajuste la distancia entre el cabezal de lectura y la escala de cuadrícula de acuerdo con el manual de la escala de cuadrícula. La distancia entre el cabezal de lectura y el cuerpo de la báscula debe ser de aproximadamente 1-1,5 mm y no exceder los 2 mm.
(2) La instalación inadecuada de la báscula de rejilla, como la instalación cerca de pozos petroleros, puede provocar que la báscula se contamine con petróleo y gas.
En este caso, la "escala fija" y la "escala móvil" de la escala de rejilla deben limpiarse por separado, y luego la escala de rejilla debe ajustarse y probarse antes de su uso.
(3) La instalación incorrecta del cabezal de lectura puede dañar la unidad misma.
En el peor de los casos, los restos de aleación de aluminio pueden entrar en el diapasón fijo de la báscula, provocando daños en las líneas de la báscula y dejando la báscula inutilizable permanentemente.
3. El eje lineal de la máquina herramienta CNC se salió de control abruptamente.
En la mayoría de los casos, cuando el eje lineal de la máquina herramienta CNC se sale de control, se debe a la contaminación del elemento sensor de posición, como la regla de la cuadrícula.
Para resolver el problema, es necesario limpiar a fondo la rejilla o el cabezal de lectura de la regla de rejilla.
4. Otros defectos:
Después de años de experiencia en el mantenimiento de máquinas herramienta CNC, hemos observado que la regla de cuadrícula, como elemento de detección de posición del sistema CNC, puede mejorar la precisión de posicionamiento del eje lineal de la máquina herramienta cuando la parte mecánica de la máquina herramienta está funcionando sin problemas.
Además, la regla de cuadrícula puede detectar posibles peligros o problemas en la parte mecánica de la máquina herramienta.
Un torno C61200 producido por Wuzhong Corporation fue modernizado con un sistema CNC FAGOR 8055TC.
Durante el procesamiento de un rollo, que tenía un cuerpo elíptico, el eje X se alejó del rollo cuando la herramienta de corte encontró un área relativamente grande del cuerpo del rollo, en ausencia de una instrucción de movimiento del eje X.
Cuando la herramienta de corte tocó un área relativamente pequeña del cuerpo del rollo, el eje X se movió hacia el rollo, lo que provocó que el eje X se moviera hacia adelante y hacia atrás. Después de inspeccionar el sistema CNC de la máquina herramienta, se encontró que el servomotor de CA del eje X estaba bloqueado en ausencia de una señal de "habilitación".
Cuando el elemento sensor de posición del eje X fue protegido y reemplazado por un sistema de circuito semicerrado, el fenómeno del movimiento del eje X hacia adelante y hacia atrás desapareció durante el corte.
Algunas personas pensaron que este fenómeno se debía a problemas con la regla de la rejilla, pero tras la inspección, se descubrió que la cubierta trasera del tornillo de bolas del eje X estaba suelta.
Por lo tanto, cuando el rodillo estaba girando, debido a que el rodillo tenía forma elíptica, cuando la herramienta de corte encontró un área relativamente grande del cuerpo del rodillo, el rodillo ejerció una fuerza de "empuje hacia arriba" en el eje X, empujando el eje. lejos de la dirección del diámetro del rollo.
En este momento, el movimiento del eje X no fue causado por las instrucciones de control numérico de la máquina herramienta. La regla de cuadrícula utilizada para detectar la posición del eje X detectó que el eje X se movía en la dirección "+X" (lejos del cuerpo del rodillo) sin recibir ninguna instrucción del sistema CNC.
La función de la regla de cuadrícula es detectar si el eje lineal se mueve con precisión bajo la acción de instrucciones de control numérico. Si el eje lineal no se mueve con precisión, el sistema de control numérico interviene para posicionar el eje lineal con precisión.
Por lo tanto, cuando la herramienta de corte tocó un área relativamente pequeña del cuerpo del rollo, la herramienta tenía una cierta holgura con el cuerpo del rollo, y la regla de la rejilla provocó que el eje X se moviera en la dirección del diámetro del rollo para encontrar la posición en la posición de las coordenadas del eje X indicada por el sistema de control numérico.
De esta manera, cuando el rodillo gira un círculo, durante el procesamiento del rodillo, el eje X se mueve hacia adelante y hacia atrás debido a la cubierta posterior del husillo de bolas suelta.
Cuando un eje lineal de una máquina herramienta CNC que utiliza un sistema de circuito cerrado experimenta temblores u oscilaciones del motor, es necesario proteger el elemento sensor de posición para eliminar el fenómeno anormal.
Generalmente, primero verifique la limpieza del elemento sensor de posición, como la regla de cuadrícula y el cabezal de lectura, y si la posición de instalación del cabezal de lectura es razonable, y excluya los factores que causan el mal funcionamiento del elemento sensor de posición.
Si el elemento sensor de posición funciona correctamente, es probable que haya un problema con la cadena de transmisión mecánica del eje lineal.
En este caso es necesario comprobar si existe juego en los componentes de la cadena de transmisión mecánica, si hay desgaste en las piezas mecánicas y si la correspondiente lubricación de la cadena de transmisión mecánica es la adecuada.







