
I. Puntos clave de flexión de la placa de acero inoxidable.

Debido a su alto límite elástico, dureza y destacado efecto de trabajo en frío, el doblado de láminas de acero inoxidable tiene las siguientes características:
- Debido a su menor conductividad térmica en comparación con el acero normal con bajo contenido de carbono, tiene una menor tasa de alargamiento y requiere una mayor fuerza de deformación.
- Las láminas de acero inoxidable tienen una mayor tendencia a rebotar cuando se doblan en comparación con el acero al carbono.
- El porcentaje de elongación de la chapa de acero inoxidable es menor que el del acero al carbono, provocando un mayor ángulo de flexión de la pieza (R) o posibilidad de fisuración.
- Dada la alta dureza de la chapa de acero inoxidable, que se endurece significativamente mediante el trabajo en frío, se debe elegir un punzón de acero para herramientas, con una dureza superior a 60 HRC después del tratamiento térmico. La rugosidad de la superficie de las herramientas para doblar será mayor que la de las herramientas para doblar de acero al carbono.
Según las características anteriores, en general:
Bajo el mismo tamaño de unidad, cuanto más gruesa sea la placa, mayor será la fuerza de flexión requerida. La fuerza de flexión aumenta a medida que aumenta el espesor de la placa.
Con el mismo tamaño de unidad, cuanto mayor es la resistencia a la tracción, menor es la tasa de alargamiento, mayor es la fuerza de flexión requerida y mayor debe ser el ángulo de flexión.
Al diseñar el espesor de la placa en relación al radio de curvatura, según la experiencia, el tamaño desplegado de la pieza con curvatura debe calcularse sumando los dos lados en ángulo recto y restando dos espesores. Esto cumplirá plenamente con los requisitos de precisión del proyecto. El uso de una fórmula empírica para calcular la cantidad puede simplificar el proceso de cálculo y mejorar significativamente la eficiencia de la producción.
Cuanto mayor sea la resistencia al flujo del material, mayor será el retorno elástico. Por lo tanto, el ángulo del punzón para la parte doblada a 90 grados debe ser menor.
En comparación con el acero al carbono, para el mismo espesor de acero inoxidable, el ángulo de flexión es mayor. Es importante prestar especial atención a este punto, ya que pueden aparecer grietas por flexión, afectando a la resistencia de la pieza.
II. El resorte trasero de acero inoxidable.
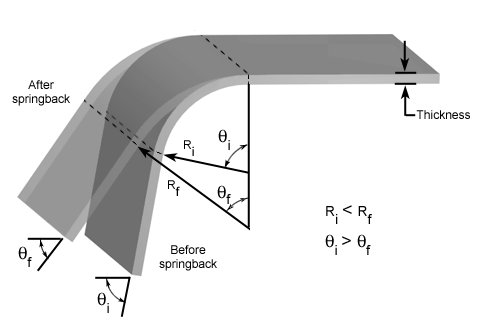
La devolución del acero inoxidable es realmente problemática y se debe a varios motivos:
- Dureza: Cuanto mayor sea la dureza, mayor será el retorno elástico. La última vez que utilicé acero inoxidable 301-EH, el resorte trasero tenía 14 grados.
- Relación entre espesor del radio de curvatura y espesor del acero inoxidable: Cuanto mayor sea la relación, mayor será la recuperación.
- Diferencia en tipos de acero: el resorte trasero del acero inoxidable SUS301 es más grande que el del acero inoxidable SUS304. En la misma situación, el resorte trasero del acero inoxidable 304 es 2 grados más pequeño que el del acero inoxidable 301. Además, la elasticidad del acero inoxidable 301 japonés es mayor que la del acero inoxidable taiwanés.
- Diferencias en los métodos de conformado: la recuperación elástica de un proceso de conformado de un solo paso es mayor que la de los procesos de conformado múltiples.
Para mitigar estos problemas, tengo el hábito de revisar el molde después de cada prueba y realizar los cambios necesarios, teniendo en cuenta tanto el rebote del ángulo como el del radio. Por supuesto, un técnico calificado puede realizar ajustes de manera eficiente e informará al diseñador de cualquier cambio necesario.
Normalmente intento mover 5 piezas a la vez y la eficacia depende en gran medida de la habilidad y experiencia del técnico.







