1 pregunta
¿Qué métodos están disponibles para calcular las condiciones de corte para el fresado final?
Al prepararme para el fresado final, consulté la tabla de condiciones de corte, pero no pude encontrar las condiciones correspondientes para el mecanizado deseado.
¿Cuál es el método de cálculo para las condiciones de fresado?
2. Respuesta
La velocidad del husillo se calcula en función de la velocidad de fresado; el avance se calcula en función del avance por diente; la profundidad de corte se deriva del diámetro de la fresa.
La velocidad del husillo se calcula a partir de la velocidad de corte y el diámetro de la fresa, estando referenciada la velocidad de corte en la tabla de condiciones de corte o índice de maquinabilidad.
La velocidad de avance se calcula en función del avance por diente, la velocidad del husillo y el número de dientes de la cortadora. La profundidad de corte se deriva del diámetro de la fresa. Realice pruebas de mecanizado basadas en los resultados calculados para ajustar las condiciones de fresado.
Método para calcular la velocidad del husillo.
Fórmula para calcular la velocidad de rotación:
N=(1000*Vc)/π*Dc
Fórmula para calcular la velocidad de fresado:
Vc=(π*Dc*N)/1000
- N: Revoluciones por minuto (min -1 )
- Vc: Velocidad de fresado (m/min)
- Dc: Diámetro de corte (mm)
I. Cuando el diámetro de la herramienta utilizada no esté registrado en la tabla de condiciones de corte
Debe calcular la velocidad de fresado en función de las condiciones de fresado del diámetro más cercano utilizando la fórmula proporcionada. Luego calcule la velocidad de rotación. Un enfoque más directo es utilizar el diámetro deseado como referencia y calcular la velocidad de rotación multiplicándola por la relación de los diámetros.
Figura 2 Tabla de condiciones de corte
| Material a mecanizar
Condiciones de fresado Diámetro del cortador (D) |
Acero al carbono estructural mecánico (S45C-S55C) |
Acero para herramientas de aleación (SKD, SCM, SUS) |
Acero templado y revenido (35-40HRC) (HPM, NAK) |
aleación de cobre aleación de aluminio |
||||||||
| Velocidad de avance (mm/min) | Velocidad de rotación (mínimo -1 ) |
Velocidad de avance (mm/min) | Velocidad de rotación (mínimo -1 ) |
Velocidad de avance (mm/min) | Velocidad de rotación (mínimo -1 ) |
Velocidad de avance (mm/min) | Velocidad de rotación (mínimo -1 ) |
|||||
| Tallado | Oblicuo | Tallado | Oblicuo | Tallado | Oblicuo | Tallado | Oblicuo | |||||
| dos | 140 | 270 | 10,190 | 90 | 190 | 7.350 | 70 | 150 | 6.620 | 330 | 650 | 25.200 |
| 2.5 | 170 | 340 | 8.610 | 90 | 190 | 6.410 | 70 | 150 | 5.570 | 370 | 740 | 21.000 |
| 3 | 180 | 360 | 7.250 | 110 | 210 | 5.570 | 80 | 160 | 4.620 | 420 | 840 | 16.800 |
| 3.5 | 200 | 400 | 6.300 | 130 | 250 | 4.830 | 80 | 170 | 3.990 | 440 | 880 | 14.700 |
Por ejemplo, al calcular la velocidad de rotación de una fresa con un diámetro de hoja de 2,8 para mecanizar acero al carbono estructural,
La velocidad de rotación de una fresa con un diámetro de hoja de 3 es 7250 (min -1 ),
Por lo tanto, la velocidad de rotación de una fresa con un diámetro de hoja de 2,8 es: 7250 (min -1 ) × 3/2,8 = aproximadamente 7768 (min -1 ).
*A una velocidad de fresado constante, cuanto menor sea el diámetro de la hoja, mayor será la velocidad de rotación.
2. Cuando el material a mecanizar no figura en la tabla de condiciones de corte,
Se calcula multiplicando la velocidad de rotación de otros materiales mecanizados enumerados por la relación del índice de maquinabilidad entre los materiales a cortar.
Por ejemplo, al calcular la velocidad de rotación de una fresa con un diámetro de hoja de 3 para mecanizar hierro fundido gris,
La velocidad de rotación cuando el diámetro de la hoja es 3 y se mecaniza acero al carbono estructural es 7.250 (mín. -1 ).
Cuando el índice de maquinabilidad del acero al carbono estructural es 70 y el de la fundición gris es 85,
La velocidad de rotación al fresar hierro fundido gris es: 7250 (min -1 ) × 85/70 = aproximadamente 8804 (min -1 ).
※El índice de maquinabilidad es un valor que expresa la facilidad de mecanizar materiales, con la maquinabilidad del acero de fácil mecanización establecida en 100. Cuanto menor sea el valor, más difícil será mecanizar y puede servir como referencia al configurar la velocidad de corte. .
Puntos clave para configurar la velocidad de rotación
【Cuando se utiliza una fresa de extremo de bola】
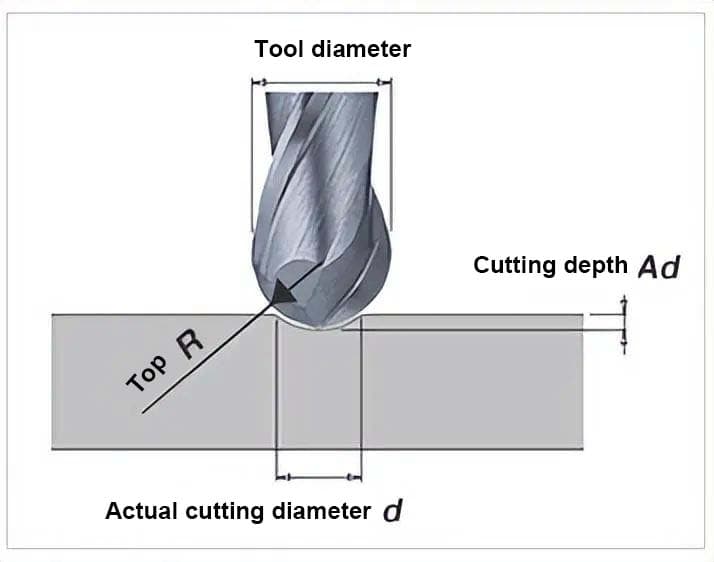
Cuando se utiliza una fresa de bolas, el cálculo basado en el diámetro de corte real se acercará más a las condiciones reales de mecanizado.
Figura 3 Método para calcular el diámetro de corte real y la velocidad de rotación correcta
1. Cuando la velocidad del husillo es limitada
Si la velocidad del husillo está limitada por la máquina herramienta, lo que da como resultado una velocidad de procesamiento más lenta que la especificada en la tabla de condiciones de corte, la velocidad de avance debe reducirse en consecuencia.
Por ejemplo, si las condiciones de corte recomendadas son una velocidad del husillo de 30.000 (min. -1 ) y una velocidad de avance de 600 (mm/min), y el límite de velocidad de la máquina herramienta es 20.000 (min. -1 ), entonces el avance La velocidad bajará a 600 x 20 000/30 000 = 400 (mm/min). Además, la velocidad de corte se puede mantener a pesar de la reducción de la velocidad del husillo aumentando el diámetro de la fresa.
2. Cuando se toman medidas de vibración
Incluso cuando se reduce la velocidad del husillo para evitar vibraciones y prolongar la vida útil de la herramienta, el cambio en la resistencia de corte dentro del rango de velocidad de corte común (por ejemplo, 50 ~ 150 (m/min) para acero al carbono utilizado en estructuras de máquinas) es mínimo y no aumentar la eficiencia.
Ajustar la profundidad de corte y la velocidad de avance es más efectivo. Sin embargo, si se produce vibración a la velocidad inherente debido al envejecimiento de la máquina herramienta o si la pieza se mecaniza sin conocer la velocidad de corte correcta, se debe ajustar la velocidad del husillo.
Cálculo de la tasa de alimentación
La fórmula para calcular la velocidad de alimentación es:
F=fz*N*Zn
La fórmula de cálculo para cada profundidad de corte es la siguiente:
Fz=F/(Zn*N)
- F: Velocidad de avance (mm/min)
- fz: Avance por diente (mm/diente)
- N: Velocidad del husillo (mín. -1 )
- Zn: Número de dientes
1. Cuando la Tabla de Condiciones de Corte no enumera las condiciones correspondientes para el diámetro del filo de la herramienta:
Al calcular con la carga de viruta por diente como constante, la carga de viruta por diente debe calcularse en función de la velocidad y el avance del diámetro del filo más cercano, y luego la velocidad de avance debe calcularse utilizando este valor junto con la velocidad de mecanizado.
En aplicaciones reales, los cambios en el diámetro y la longitud del filo afectarán la rigidez de la herramienta. Esto debe tenerse en cuenta al calcular la carga de viruta por diente. Para uso básico, también se pueden realizar cálculos basados en los valores medios de los parámetros enumerados en la Tabla de condiciones de corte.
Figura 5: Tabla de condiciones de corte
| Material a mecanizar
Condiciones de fresado Diámetro del cortador (D) |
Acero al carbono estructural mecánico (S45C | Acero aleado para herramientas (SKD, SCM, SUS) | 40HRC) (HPM, NAK) | Aleación de cobre·Aleación de aluminio | ||||||||
| Velocidad de avance (mm/min) | Velocidad de rotación (mínimo -1 ) |
Velocidad de avance (mm/min) | Velocidad de rotación (mínimo -1 ) |
Velocidad de avance (mm/min) | Velocidad de rotación (mínimo -1 ) |
Velocidad de avance (mm/min) | Velocidad de rotación (mínimo -1 ) |
|||||
| Tallado | Oblicuo | Tallado | Oblicuo | Tallado | Oblicuo | Tallado | Oblicuo | |||||
| dos | 140 | 270 | 10,190 | 90 | 190 | 7.350 | 70 | 150 | 6.620 | 330 | 650 | 25.200 |
| 2.5 | 170 | 340 | 8.610 | 90 | 190 | 6.410 | 70 | 150 | 5.570 | 370 | 740 | 21.000 |
| 3 | 180 | 360 | 7.250 | 110 | 210 | 5.570 | 80 | 160 | 4.620 | 420 | 840 | 16.800 |
| 3.5 | 200 | 400 | 6.300 | 130 | 250 | 4.830 | 80 | 170 | 3.990 | 440 | 880 | 14.700 |
Por ejemplo, cuando utilizamos una cortadora vertical con un diámetro de hoja de 2,8 para procesar acero al carbono estructural, calcularemos la velocidad de avance de la cortadora vertical de la siguiente manera:
Dado que la velocidad de avance es 360 mm/min cuando el diámetro de la hoja es 3 y 340 mm/min cuando el diámetro de la hoja es 2,5, la velocidad de avance cuando el diámetro de la hoja es 2,8 sería: (360-340) / (3-2,5 ) * (2,8-2,5) + 340, que es aproximadamente 352 mm/min. La velocidad del husillo se calcula utilizando el "Método de cálculo de la velocidad del husillo".
2. Cuando el material de la pieza no figura en la tabla de condiciones de corte:
La velocidad de avance para el material de la pieza no listado se calcula multiplicando la velocidad de avance de otro material de la pieza listado por la relación del índice de maquinabilidad entre los dos materiales.
Por ejemplo, al calcular la velocidad de avance de una fresa vertical con diámetro de hoja 3 al mecanizar hierro fundido gris, la velocidad de avance al mecanizar acero al carbono estructural es de 360 mm/min. El índice de maquinabilidad del acero al carbono estructural es 70 y el de la fundición gris es 85.
Por lo tanto, la velocidad de avance al fresar hierro fundido gris es: 360 (mm/min) * 85/70 = 437 (mm/min). La velocidad del husillo se calcula utilizando el "Método de cálculo de la velocidad del husillo".
Puntos clave para configurar la velocidad de alimentación:
1. Al tomar medidas de prevención de vibraciones:
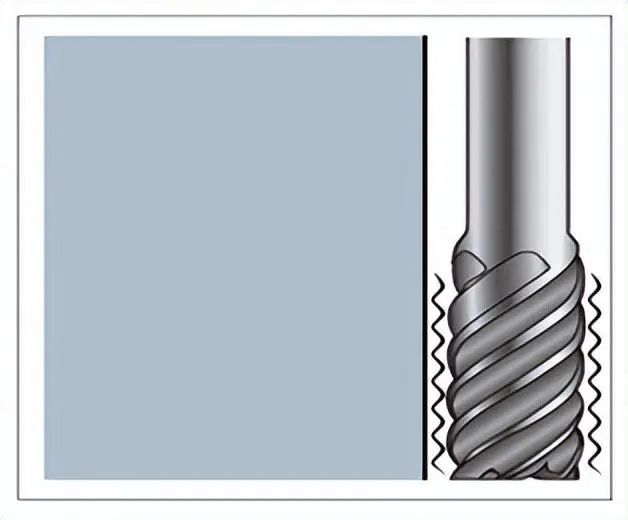
Para cortadores verticales con hojas de gran longitud que son propensos a vibrar, o aquellos con cuellos largos y proyecciones grandes, o tipos de hojas de diámetro delgado, reducir la profundidad de corte o el avance por diente puede disminuir proporcionalmente la resistencia al corte. Por tanto, esto es más eficaz que reducir la velocidad del husillo.
La figura 6 muestra un diagrama esquemático del corte con cortador vertical de cuello largo.
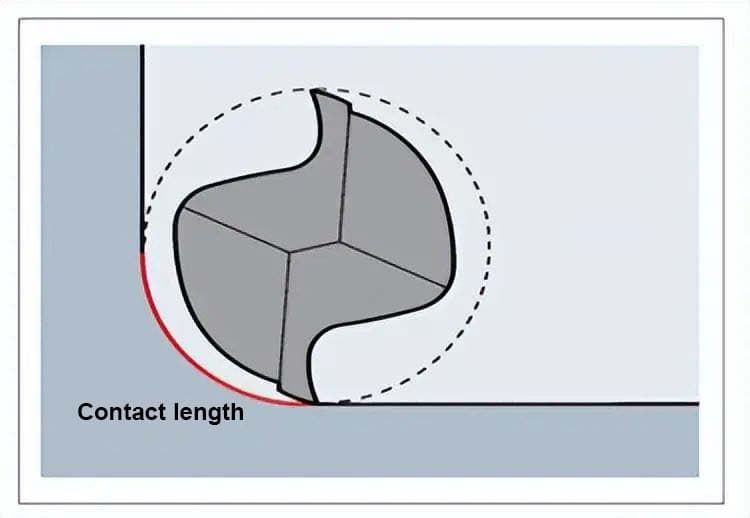
Además, al mecanizar áreas de esquina en el mecanizado lateral, la longitud de contacto del filo aumenta y es necesario tomar medidas para reducir el avance.
Un avance muy pequeño por diente puede acelerar el desgaste. Excepto en el caso de fresas de diámetro fino (menos de 2), el avance por diente no debe ser inferior a 0,01 mm.
Figura 7: Diagrama esquemático del mecanizado del área de las esquinas
Calcular la tasa de alimentación
1. Cuando se utiliza una fresa
Figura 8: Condiciones de corte para una fresa de ranurar
| Diámetro del cortador D | Anuncios | Anuncios | Camino | |
| Ranura | Cara lateral | |||
| D<1 | ≤0,02D | ≤1.5D | ≤0,05D | |
| 1≤D<3 | ≤0,05D | ≤0,07D | ||
| 3≤D<6 | ≤0,15D | ≤0,10 | ||
| 6≤D | ≤0,2D | ≤0,15D | ||
Figura 9: Profundidad de corte en mecanizado lateral
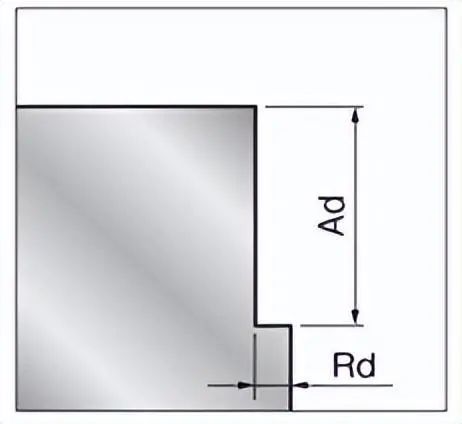
Figura 10: Profundidad de corte en ranurado
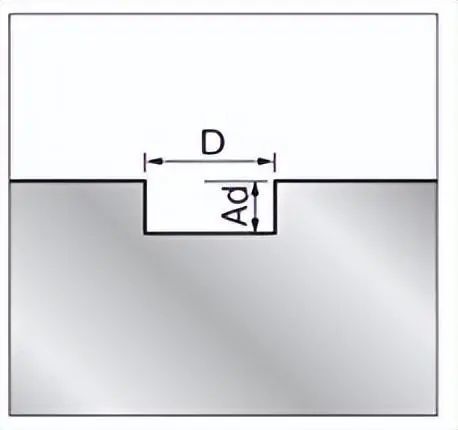
La cantidad de avance Ad y Rd se calculan multiplicando el diámetro de la fresa por el coeficiente de la tabla de condiciones de corte. Por ejemplo, cuando el diámetro de la fresa es 5 y se realiza fresado lateral, según la tabla de condiciones de corte, Ad es 1,5D y Rd es 0,1D. Por lo tanto, Ad es 1,5 × 5, que es menor o igual a 7,5 (mm), y Rd es 0,1 × 5, que es menor o igual a 0,5 (mm).
2. Cuando se utiliza una fresa esférica
Tabla 11 (a) Condiciones de corte para fresa de extremo de bola
| Procesamiento de contenido | Anuncios | Policia Federal |
| Mecanizado en desbaste | ≤0,1D | ≤0.3D |
| Mecanizado de precisión | ≤0,05D | ≤0,05D |
Tabla 12 (b) – Condiciones de corte para fresas de extremo de bola
| Extremo superior R | Material que se mecaniza | Acero templado y revenido (35~40HRC) (HPM, NAK) | |||
| Condiciones de fresado | |||||
| Longitud efectiva | Anuncio(mm) | Pf(mm) | Velocidad de corte (mm/min) | Velocidad de rotación (min-1) | |
| 0.1 | 0,5 | 0,01 | 0,01 | 340 | 50.400 |
| 1 | 0,01 | 0,01 | 300 | 50.400 | |
| 1.2 | 0,01 | 0,01 | 230 | 49.350 | |
| 0,15 | 1 | 0,01 | 0,01 | 500 | 50.400 |
| dos | 0,01 | 0,01 | 390 | 45.150 | |
| 0,2 | 1 | 0,02 | 0,04 | 690 | 50.400 |
| dos | 0,02 | 0,03 | 620 | 50.400 | |
| 3 | 0,01 | 0,01 | 440 | 43.050 | |
| 4 | 0,01 | 0,01 | 420 | 39.900 | |
La Figura 13 muestra la profundidad de corte Ad cuando se utiliza una fresa esférica.
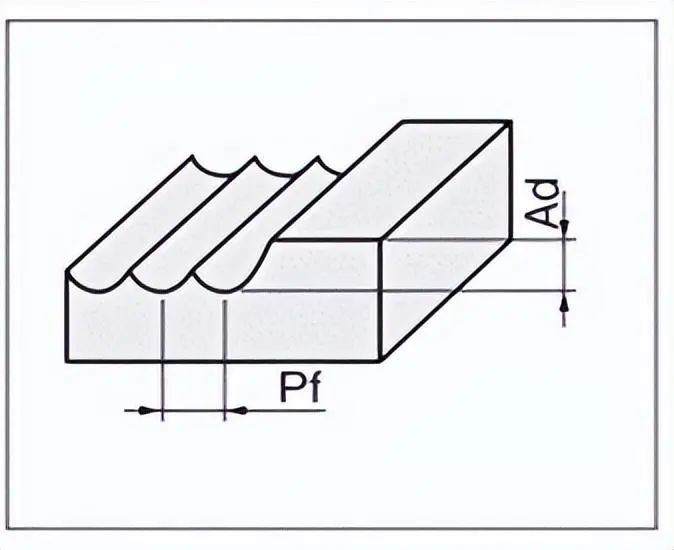
(a) Cuando se utiliza una fresa esférica, la profundidad de corte Ad se calcula multiplicando el diámetro de la herramienta por un coeficiente dado. Por ejemplo, cuando el diámetro de la herramienta es 2 y Ad es 0,1D, el cálculo es 0,1 x 2 = 0,2(mm).
(b) Cuando se utiliza la tabla de condiciones de corte para fresas esféricas, la profundidad de corte Ad se lee directamente de la tabla. Si las condiciones de corte para la herramienta que desea utilizar no aparecen en la tabla, utilice el valor promedio del diámetro más cercano y la longitud efectiva de la herramienta.
3. Cuando el material a mecanizar no figura en la tabla de condiciones de corte
Utilice el acero al carbono estructural mecánico o el acero endurecido que figuran en la tabla de condiciones de corte como base.
Para materiales más blandos que la línea base, establezca temporalmente la profundidad de corte en el mismo valor y auméntela hasta un nivel en el que no se produzcan problemas durante el mecanizado de prueba.
Para materiales más duros, establezca el valor de la profundidad de corte multiplicado por la relación del índice de maquinabilidad de los dos y realice el mecanizado de prueba.







