
Radio de curvatura ideal
Para doblar chapas debe existir un radio de curvatura que no debe ser demasiado grande ni demasiado pequeño y debe elegirse adecuadamente.
Si el radio de curvatura es demasiado pequeño, provocará grietas en la posición de curvatura;
Si el radio de curvatura es demasiado grande, es fácil de recuperar.
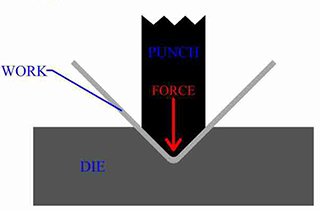
Sin embargo, puede utilizar la máquina de canal en V para ranurar primero y luego doblar. De esta forma conseguirás un radio de curvatura menor.
El radio de curvatura ideal de diferentes espesores de diversos materiales (radio de curvatura interno) se refiere a la siguiente tabla:
| Metal | condición de recocido | Estado de endurecimiento en frío | ||
| La posición correspondiente de la dirección de flexión y la dirección de la fibra. | ||||
| Vertical | Paralelo | Vertical | Paralelo | |
| 08, 10 | 0,1t | 0,4 toneladas | 0,4 toneladas | 0,8t |
| 15, 20 | 0,1t | 0,5 toneladas | 0,5 toneladas | 1,0t |
| 25, 30 | 0,2 toneladas | 0,6t | 0,6t | 1,2 toneladas |
| 45, 50 | 0,5 toneladas | 1,0t | 1,0t | 1,7 toneladas |
| 65 minutos | 1,0t | 2.0t | 2.0t | 3.0t |
| Aluminio | 0,1t | 0,35 toneladas | 0,5 toneladas | 1,0t |
| Latón | 0,1t | 0,35t | 1,0t | 2.0t |
| Latón blando | 0,1t | 0,35t | 0,35 toneladas | 0,8 toneladas |
| Latón semirrígido | 0,1t | 0,35 toneladas | 0,5 toneladas | 1,2t |
| Bronce fosforado | / | / | 1,0t | 3.0t |
Los datos de la tabla anterior son los datos preferidos solo como referencia. De hecho, las esquinas redondeadas de la plegadora son generalmente 0,3, y una pequeña cantidad de esquinas redondeadas del punzón de la plegadora son 0,5.
Para placas de acero comunes con bajo contenido de carbono, placas de aluminio antioxidantes, cobre amarillo, cobre púrpura, etc., el radio interior de 0,2 no es un problema, pero para algunos aceros con alto contenido de carbono, aluminio duro, aluminio superduro, el uso de Un radio de 0,2 provocará una fractura por flexión o agrietamiento del radio exterior.
Factores que pueden afectar el radio de curvatura.
¿Cuáles son los factores que pueden afectar el radio de curvatura de la chapa?
Hay varios factores que pueden afectar el radio de curvatura de la chapa, incluido el grosor del metal, el material del que está hecha, el radio del punzón superior, la matriz inferior, la fuerza de flexión aplicada y la temperatura de trabajo.
Espero que este artículo, basado en mi experiencia personal, sea útil para los lectores.
Ángulo de flexión
El ángulo de flexión de la chapa es el factor clave que afecta la tolerancia de flexión.
Por ejemplo, si dobla la chapa con un radio grande, se deducirá más margen de flexión; si se dobla en un ángulo agudo, se deducirá menos margen de flexión.
Grosor de la chapa
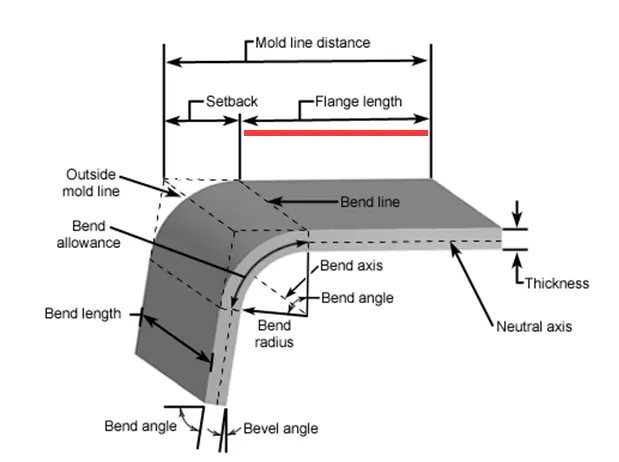
En aplicaciones prácticas, se ha observado que el radio de curvatura aumenta a medida que aumenta el espesor del material.
Somos conscientes de que una placa más gruesa requiere más fuerza de flexión y una abertura en V más grande en la matriz inferior.
¿Qué afecta entonces al ángulo de curvatura r?
Material de chapa

La tolerancia a la flexión para láminas del mismo espesor puede variar ligeramente, lo que demuestra que las propiedades del material desempeñan un papel en la determinación del radio de curvatura.
La resistencia a la flexión del material puede influir directamente en el radio de curvatura.
Aunque el material tiene un impacto en el radio de curvatura, tiene un efecto limitado en nuestro uso real.
Podemos crear una tabla de tolerancia de flexión personalizada para diferentes materiales.
Radio de la punta del punzón
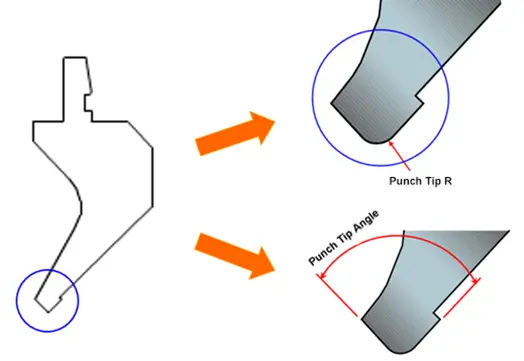
El radio estándar del troquel de doblado no debe exceder r1 y el radio mínimo del punzón no debe ser inferior a 1.
Si no existen requisitos específicos para el radio de curvatura, esto tendrá un impacto limitado en el proceso de curvatura.
Sin embargo, para el doblado de chapa metálica que requiere un radio de curvatura específico menor que 1 o significativamente mayor que 1, no está determinado únicamente por el radio del punzón superior.
Por tanto, el radio superior del punzón afecta directamente al radio de curvatura final.
Es importante tener en cuenta que cuando el radio de la punta del punzón es mayor que el radio generado por el troquel en V utilizado para doblar, esto afectará el radio interno del perfil.
Por ejemplo:
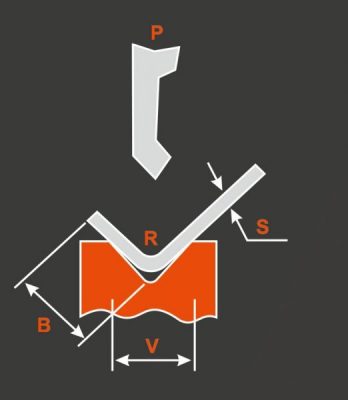
- Acero dulce de 1 mm para doblar.
- Matriz elegida V = 8 mm, que, como se muestra a continuación, produce un radio de curvatura interno de 1 mm.
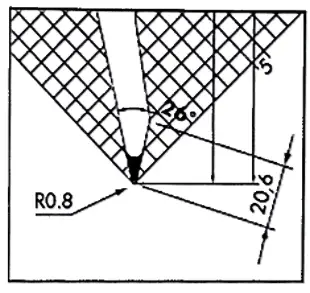
El radio interno de curvatura será:
- r= 1 mm, donde el radio de la punta del punzón es menor que Imm
- o r = radio de la punta del punzón donde el radio de la punta del punzón es mayor que 1 mm.
Un ejemplo típico de este principio son los portaherramientas de radio que se pueden utilizar para obtener curvaturas de radio grande en troqueles pequeños. En este caso, el radio interior necesario se obtiene mediante la forma de la punta del punzón.
Donde, en cambio, desea mantener el radio de curvatura interno producido por el
troquel, el radio ideal de la punta del punzón se puede calcular con la siguiente ecuación:
Radio ideal de la punta del punzón = (R producido por el troquel) x (2/3)
Usando esta relación, la superficie del punzón es proporcional a la fuerza requerida para doblar la chapa, evitando que la punta del punzón penetre en la chapa. Esto evita problemas estéticos o grietas en el material del interior del pliegue.
Además, con un radio de punta demasiado pequeño y con ángulos agudos, es posible que la chapa quede casi cortada y que el perfil se cierre sobre el punzón, produciéndose así un ángulo diferente al deseado.
No siempre es fácil cumplir la ecuación antes mencionada debido a la falta de diferentes radios de curvatura en los extremos en muchos talleres.
Sin embargo, los operadores de plegadoras deben utilizar el radio de punta más cercano al ideal. Especialmente para láminas gruesas, que requieren una gran fuerza para doblarse, los operadores deben usar radios de punta de punzón adecuados para evitar deformaciones de la lámina, problemas dimensionales o problemas relacionados con la apariencia o el agrietamiento.
Duplicar la fuerza
Cuanto más gruesa sea la lámina, mayor será la resistencia a la deformación por flexión.
Por lo tanto, la fuerza de flexión debe ajustarse en consecuencia.
La fuerza de flexión no se puede aumentar constantemente y debe ajustarse a un nivel apropiado.
La fuerza de flexión es directamente proporcional al espesor de la lámina de metal e inversamente proporcional al ancho de la ranura inferior del troquel.
Al doblar, se fija el grosor de la chapa y el ancho de la ranura del troquel inferior se selecciona en función del grosor del metal.
Como resultado, la fuerza de flexión se vuelve constante, determinada por otros factores.
El radio de flexión no se puede determinar con precisión sin considerar la fuerza de flexión.
Abajo D eso es
El ancho de la ranura inferior de la matriz tiene una correlación directa con el espesor de la chapa.
En aplicaciones del mundo real, el radio de curvatura aumenta a medida que aumenta el espesor del metal.
Para el mismo espesor de chapa, el radio de curvatura también puede variar dependiendo del ancho de la abertura en V.
Por lo tanto, está claro que el ancho de la ranura inferior de la matriz juega un papel crucial en la determinación del radio de curvatura.
Temperatura de funcionamiento
Generalmente, la temperatura del entorno de trabajo es la temperatura ambiente, que puede ignorarse.
Conclusión
La fuerza de flexión contribuye a los cambios en el radio de flexión, pero está determinada por el espesor de la chapa y el ancho de la ranura inferior de la matriz.
Todos los factores influyen en la determinación del radio de curvatura y solo pueden limitarse en función de requisitos específicos.
Por ejemplo, si no existen requisitos específicos para el radio de curvatura, es apropiado limitar todos los factores y utilizar una tabla de factores de curvatura estandarizada.
Si se desea un radio de curvatura mucho mayor que 1, se puede modificar el radio del troquel superior y se puede utilizar un factor de curvatura personalizado.
Sin embargo, no es aconsejable cambiar el ancho de la ranura del troquel inferior ya que esto afectará tanto el radio de curvatura como la tolerancia de curvatura.
La modificación del ancho de la ranura inferior del troquel se puede utilizar para cambiar la tolerancia de flexión y el radio de flexión.







