
En el mecanizado CNC, la dirección de rotación del cortador es generalmente constante, pero la dirección de avance cambia.
Por tanto, existen dos fenómenos comunes en el fresado: el fresado ascendente y el fresado convencional.
El filo del cortador está sujeto a una carga de impacto con cada corte.
Para completar con éxito el fresado, es importante considerar el contacto correcto entre el filo y el material en un solo corte, así como el filo en el corte.
Durante el proceso de fresado, la pieza se alimenta en la misma dirección o en la dirección opuesta a la rotación de la fresa, lo que afecta la forma en que se realiza el fresado y si se utiliza fresado ascendente o fresado convencional.
01 La regla de oro del fresado: de grueso a fino
Al fresar siempre es necesario tener en cuenta la formación de viruta.
El factor determinante para la formación de virutas es la posición del cortador, por lo que es necesario intentar formar virutas gruesas cuando la hoja corta y virutas delgadas cuando la hoja corta para asegurar un proceso de fresado estable.
Es necesario recordar la regla de oro del fresado, “de grueso a fino”, para asegurar el menor espesor de viruta posible cuando el filo sale de la fresa.
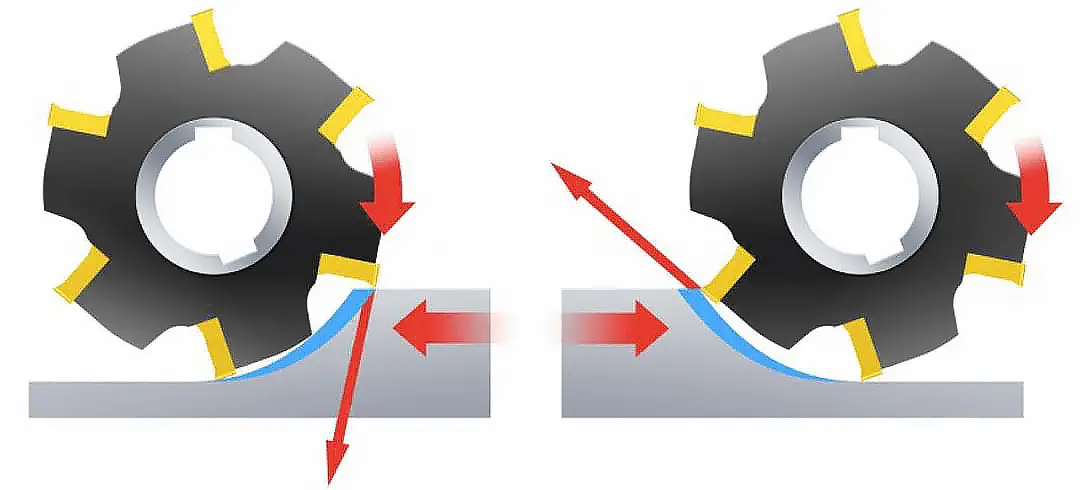
02 Fresado arriba
En el fresado ascendente, la herramienta de corte se desplaza en el sentido de rotación.
Siempre que la máquina, el dispositivo y la pieza lo permitan, el fresado ascendente es siempre el método preferido.
En el fresado de canto hacia arriba, el espesor de la viruta disminuye desde el comienzo del corte y finalmente llega a cero al final del corte.
Esto evita que el filo raye y frote la superficie de la pieza de trabajo antes de participar en el corte.
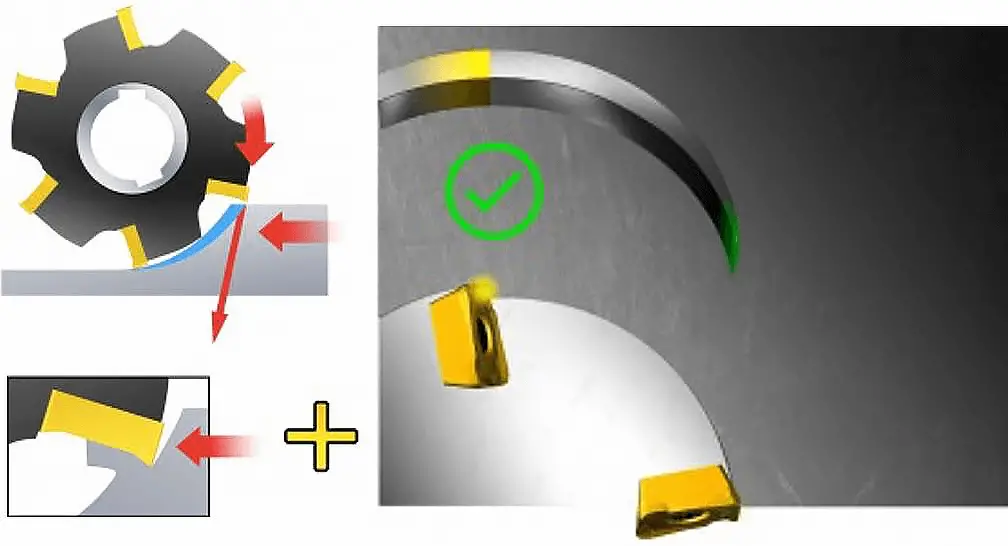
El alto espesor de la viruta es ventajoso porque la fuerza de corte tiende a empujar la pieza de trabajo hacia el cortador, manteniendo el filo en el corte.
Sin embargo, debido a que el cortador se introduce fácilmente en la pieza de trabajo, la máquina herramienta tiene que lidiar con el juego de avance de la mesa, eliminando el juego.
Si se introduce la fresa en la pieza de trabajo, el avance aumentará inesperadamente, lo que puede provocar un espesor excesivo de la viruta y fisuraciones en los bordes de corte.
En estos casos se considera utilizada la molienda convencional.
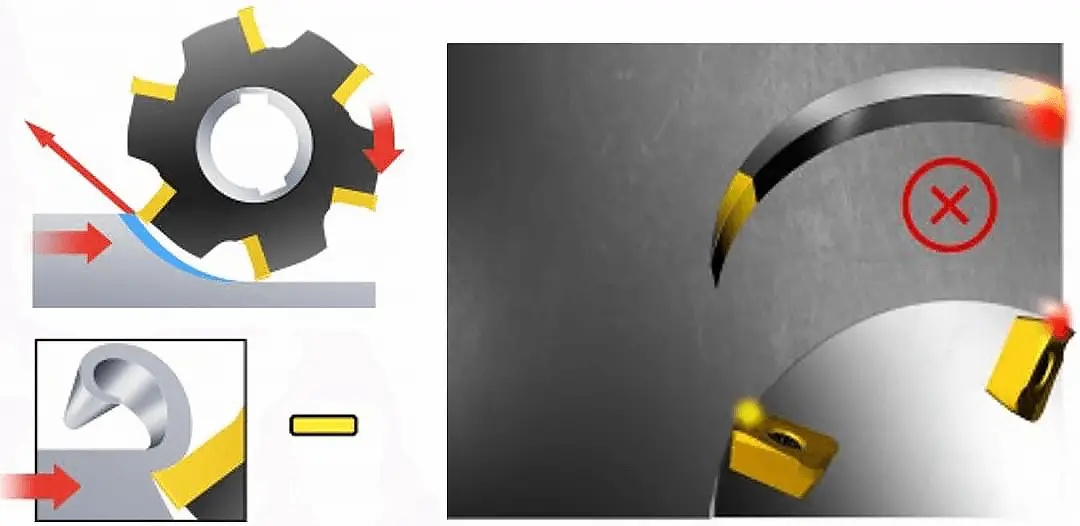
03 Fresado Convencional
En el fresado convencional, la herramienta de corte avanza en el sentido contrario a su rotación.
El espesor de la viruta aumenta gradualmente desde cero hasta el final del corte.
El filo debe ser forzado, lo que produce un efecto de roce o pulido debido a la fricción, las altas temperaturas y el contacto constante con la superficie endurecida provocado por el filo frontal.
Todo esto reducirá la vida útil de la herramienta.
Las virutas más gruesas y las temperaturas más altas causadas por el corte del filo dan como resultado altas tensiones de tracción, que acortan la vida útil de la herramienta y, a menudo, provocan daños rápidos en el filo.
También puede hacer que las virutas se peguen o se suelden al filo, lo que puede llevarlas al inicio del siguiente corte o hacer que el filo colapse instantáneamente.
La fuerza de corte tiende a separar la cortadora y la pieza de trabajo, mientras que la fuerza radial tiende a levantar la pieza de trabajo de la mesa.
Cuando el margen de mecanizado cambia significativamente, el fresado convencional puede resultar más ventajoso.
También se recomienda el fresado convencional al mecanizar aleaciones de alta temperatura con insertos cerámicos, ya que las cerámicas son sensibles al impacto del corte en la pieza de trabajo.
04 Configuración de la pieza de trabajo F
La dirección de avance de la herramienta presenta diferentes requisitos para sujetar la pieza.
Durante el fresado convencional, debe poder resistir las fuerzas de elevación.
En el fresado convencional, debe poder resistir una fuerza descendente.
05 Tabla comparativa de fresado en ascenso vs. Fresado convencional
| Artículo | Fresado de miembros C | C molienda convencional |
| Espesor de corte | de grande a pequeño | de pequeño a grande |
| Corrimiento | No | Sí |
| Desgaste de la herramienta | despacio | rápido |
| El fenómeno frío y duro en la superficie de la pieza. | No | Sí |
| Efectos sobre las piezas de trabajo | comprimir | elevación |
| Eliminar el espacio entre el tornillo y la tuerca. | No | Sí |
| Vibración | grande | pequeño |
| Pérdida de energía | pequeño | grande 5% a 15% |
| Rigidez superficial | bien | malo |
| Ocasiones aplicables | mecanizado de acabado | mecanizado en bruto |







