
Entendiendo el eje
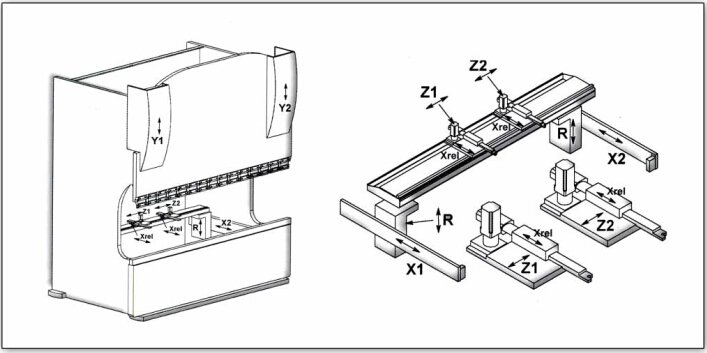
En el mundo de las plegadoras, comprender los diversos ejes involucrados en el funcionamiento de la máquina es crucial para la eficiencia y la precisión. Cada eje tiene un propósito específico y se denomina mediante una letra o un número, como X, R, V, Y1, Y2, Z1 y Z2.
Para utilizar eficazmente una plegadora, los operadores deben tener una comprensión clara de las funciones y funciones de estos ejes.
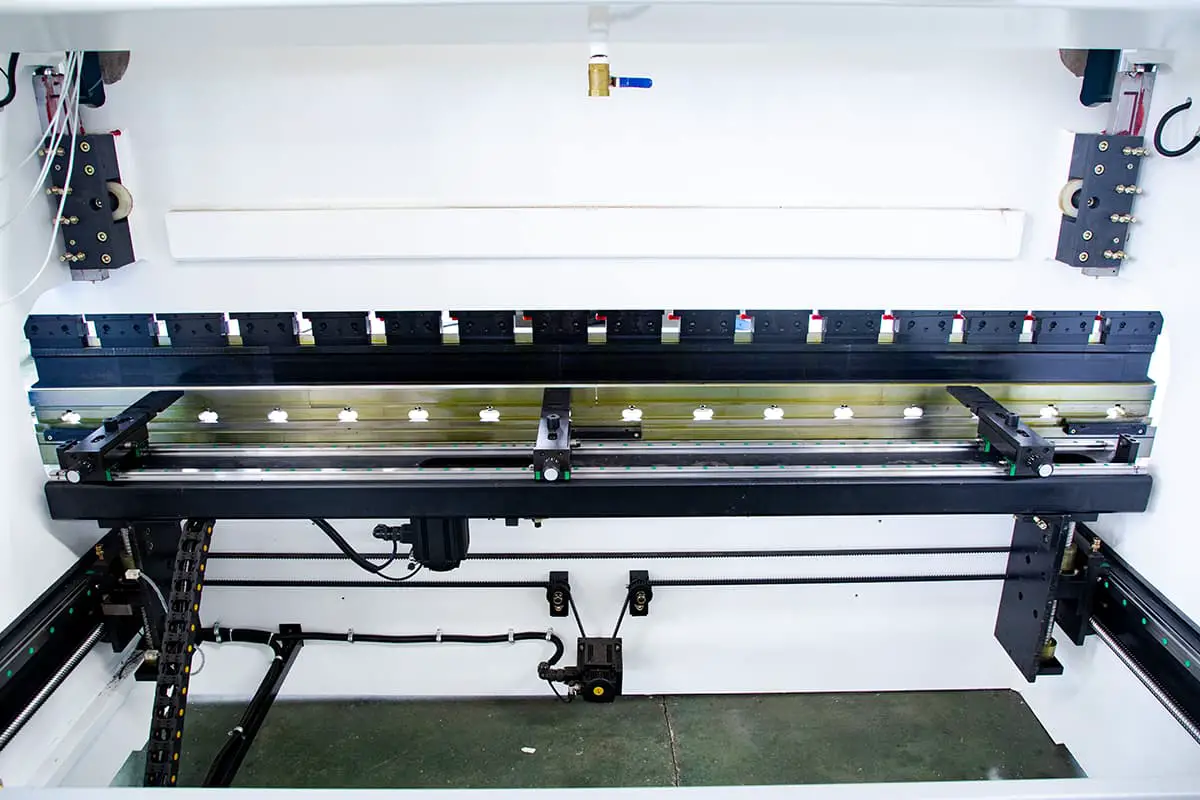
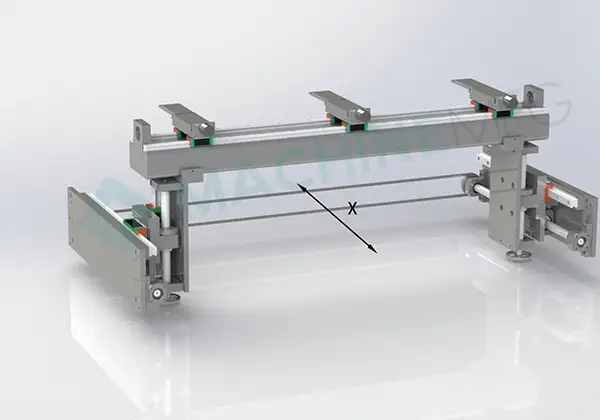
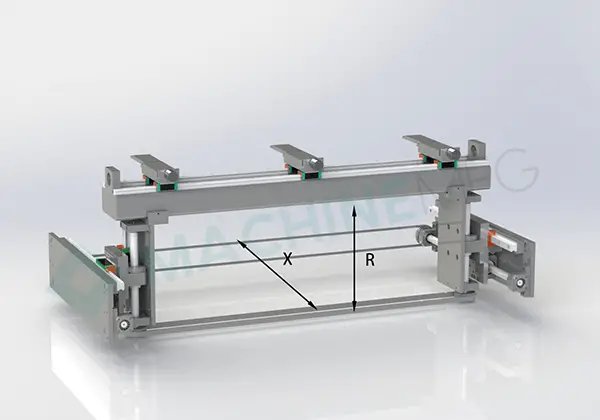
El Eje X es el responsable del movimiento del medidor trasero, principalmente de su posicionamiento horizontal. Este eje garantiza que la pieza esté alineada correctamente y contribuye a la precisión general del proceso de plegado. El ajuste del eje X permite al operador controlar la longitud de la curvatura y posicionar la pieza de trabajo para lograr curvaturas consistentes y precisas.
Mientras tanto, R Axis se refiere al movimiento vertical del tope trasero. Al ajustar el eje R, los operadores pueden controlar la altura de plegado, lo que permite variar el espesor de la pieza o el ángulo de plegado deseado. Este eje es esencial para gestionar la profundidad de flexión y crear resultados consistentes, precisos y repetibles.
El eje V está asociado con la apertura de la matriz, lo cual es crucial para determinar la fuerza de flexión adecuada. Al ajustar el eje V y seleccionar el ancho correcto del troquel, la plegadora puede ejercer la fuerza adecuada sobre la pieza de trabajo, asegurando dobleces limpios y precisos y minimizando el riesgo de daños o imperfecciones.
Los ejes Y1 e Y2 controlan el descenso de la viga superior de la plegadora durante el proceso de plegado. Los ejes Y1 e Y2 trabajan de forma independiente entre sí, permitiendo un funcionamiento más refinado y sincronizado que garantiza precisión y repetibilidad en el plegado. Al ajustar los ejes Y1 e Y2, los operadores pueden lograr los ángulos de flexión deseados y mantener la coherencia en múltiples pliegues.
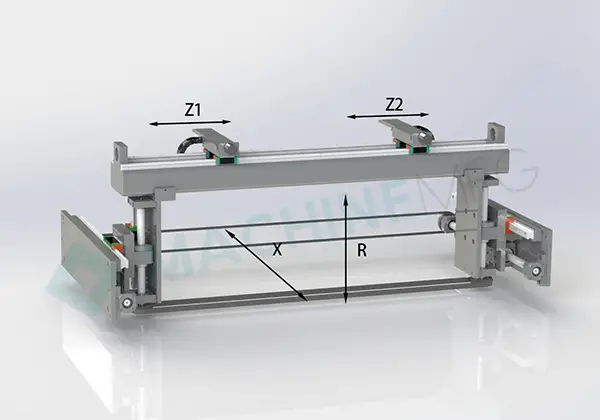
Por último, los ejes Z1 y Z2 gestionan el movimiento horizontal de los dedos del tope trasero a ambos lados de la máquina. Esto permite un mejor control y flexibilidad al colocar la pieza de trabajo, lo que permite a los operadores tener en cuenta diferentes longitudes de curvatura y tamaños de pieza de trabajo. El ajuste de los ejes Z1 y Z2 garantiza que la pieza esté colocada con precisión para cada curvatura, lo que contribuye a la precisión y eficiencia generales.
Al comprender las funciones y funciones de estos ejes, los operadores no solo pueden mejorar su eficiencia, sino también aumentar significativamente la calidad y consistencia de los dobleces que producen usando una plegadora. Con el conocimiento y ajuste adecuado de estos ejes, el funcionamiento de la plegadora se convierte en un proceso más preciso y controlado.
¿Qué es el eje del freno de presión?
El eje de la plegadora se puede definir simplemente como el movimiento y los componentes funcionales controlados por el controlador en la máquina plegadora. A menudo se le conoce como eje de plegadora para abreviar.
En general, el eje de la plegadora se denomina según la posición donde la posición espacial de cada eje de la máquina se ajusta al sistema de coordenadas.
Sin embargo, algunos otros movimientos y componentes funcionales reciben nombres según el uso convencional o las normas internacionales habituales.
Una máquina plegadora CNC generalmente está equipada con múltiples ejes, que se configuran de acuerdo con los requisitos del proceso de piezas del usuario.
Tipos de eje de plegadora
Las funciones definidas por cada eje de la plegadora son las siguientes:
- Eje X: Eje de movimiento mecánico de circuito semicerrado del antirretroceso. Si está equipado con el eje X1, este es el eje de control del dedo de tope izquierdo.
- Eje X1 y X2: Controla el movimiento hacia adelante y hacia atrás del dedo de tope.
- Eje Y: controla el movimiento vertical del vástago del cilindro en los extremos izquierdo y derecho del ariete.
- Eje Y1: controla el movimiento vertical del vástago del cilindro en el extremo izquierdo del ariete.
- Eje Y2: controla el movimiento vertical del vástago del cilindro en el extremo derecho del ariete.
- Eje R, R1, R2: controla el movimiento hacia arriba y hacia abajo del dedo índice.
- Eje Z, Z1 y Z2: Controla el movimiento izquierdo y derecho del dedo índice.
- Eje V: Controla el movimiento vertical de la varilla del cilindro de compensación convexo del travesaño inferior.
Hay varios tipos de ejes en una plegadora CNC:
- Eje Y1 e Y2: controlan el movimiento hacia arriba y hacia abajo del ariete.
- Eje V: controla el valor de compensación de deflexión de la máquina.
- X, R, Z1, Z2,
- Eje T1 y T2: soporte de material servo-seguidor, que sostiene la lámina procesada junto con la placa de doblado durante el doblado para asegurar que la lámina procesada no se mueva ni se deforme.
Entre los ejes mencionados anteriormente, Y1, Y2 y V son necesarios para cada plegadora CNC, mientras que los usuarios pueden seleccionar opcionalmente los ejes de soporte de material del tope trasero y del servo seguidor de acuerdo con las necesidades de las piezas procesadas.
Al seleccionar el tope trasero, se debe tener en cuenta que el eje X' no se puede seleccionar solo y debe usarse junto con los ejes Z1 y Z2 para que tenga importancia práctica.
El eje V es el eje de compensación de deflexión y actualmente existen dos métodos de implementación:
Uno es el control de posición, que proporciona una cantidad igual de antideformación en el punto correspondiente en función de la curva de deformación de la mesa de trabajo durante la flexión para compensar la deformación por deflexión elástica de la máquina herramienta durante la carga de flexión;
El otro es el control de presión, que ajusta la presión de varios cilindros de compensación de deflexión de acuerdo con la fuerza de flexión, de modo que se genera resistencia a la fuerza de flexión en varios puntos de la placa de soporte de la mesa de trabajo para evitar la deformación por deflexión.
En lo que respecta a la curva de deformación por deflexión real, el primer método es superior y puede lograr una mayor precisión de flexión.
La precisión de los ejes Y1, Y2 y V juega un papel importante en el ángulo y la rectitud de las piezas procesadas. Es importante señalar que para láminas delgadas (menos de 3 mm), la calidad de la lámina en sí, como el tamaño de los errores de espesor, la uniformidad del material y la dirección de la textura del laminado, determina directamente la precisión de las partes dobladas!
¿Qué significa eje 3+1, 4+1, 6+1, 8+1?
En primer lugar, es fundamental tener en cuenta que el eje “+1” se refiere al eje de la corona de la plegadora, que es el eje V. Los ejes Y1 e Y2 controlan el movimiento hacia arriba y hacia abajo de los cilindros de aceite izquierdo y derecho. . derecho por separado.
Por tanto, es fácil entender los ejes 3+1, 4+1, 6+1 y 8+1, y sus detalles son los siguientes:
Eje 3+1: Y1, Y2, X, +V
Y1: el eje Y1 se refiere al movimiento vertical del lado izquierdo del troquel superior con respecto a la superficie de trabajo. Este eje es responsable de controlar la altura del lado izquierdo del troquel superior a medida que se mueve hacia arriba y hacia abajo.
Y2: el eje Y2 se refiere al movimiento vertical del lado derecho del troquel superior con respecto a la superficie de trabajo. Este eje es responsable de controlar la altura del lado derecho del troquel superior a medida que se mueve hacia arriba y hacia abajo.
XEl eje X se refiere al movimiento horizontal del tope trasero con respecto al centro del troquel inferior. El eje X controla la posición del tope trasero a medida que se acerca y se aleja del troquel inferior.
El eje V controla el movimiento vertical del troquel inferior con respecto a la superficie de trabajo. Este eje controla la altura del troquel inferior a medida que se mueve hacia arriba y hacia abajo.
Eje 4+1: Y1, Y2, X, R, +V
Y1: el eje Y1 se refiere al movimiento vertical del lado izquierdo del troquel superior con respecto a la superficie de trabajo. Este eje es responsable de controlar la altura del lado izquierdo del troquel superior a medida que se mueve hacia arriba y hacia abajo.
Y2: el eje Y2 se refiere al movimiento vertical del lado derecho del troquel superior con respecto a la superficie de trabajo. Este eje es responsable de controlar la altura del lado derecho del troquel superior a medida que se mueve hacia arriba y hacia abajo.
XEl eje X se refiere al movimiento horizontal del tope trasero con respecto al centro del troquel inferior. El eje X controla la posición del tope trasero a medida que se acerca y se aleja del troquel inferior.
El eje R se refiere al movimiento vertical del tope trasero con respecto a la superficie inferior del troquel. El eje R controla la altura del tope trasero a medida que se mueve hacia arriba y hacia abajo.
El eje V controla el movimiento vertical del troquel inferior con respecto a la superficie de trabajo. Este eje controla la altura del troquel inferior a medida que se mueve hacia arriba y hacia abajo.
Eje 6+1: Y1, Y2, X, R, Z1, Z2, +V
Y1: el eje Y1 se refiere al movimiento vertical del lado izquierdo del troquel superior con respecto a la superficie de trabajo. Este eje es responsable de controlar la altura del lado izquierdo del troquel superior a medida que se mueve hacia arriba y hacia abajo.
Y2: el eje Y2 se refiere al movimiento vertical del lado derecho del troquel superior con respecto a la superficie de trabajo. Este eje es responsable de controlar la altura del lado derecho del troquel superior a medida que se mueve hacia arriba y hacia abajo.
XEl eje X se refiere al movimiento horizontal del tope trasero con respecto al centro del troquel inferior. El eje X controla la posición del tope trasero a medida que se acerca y se aleja del troquel inferior.
El eje R se refiere al movimiento vertical del tope trasero con respecto a la superficie inferior del troquel. El eje R controla la altura del tope trasero a medida que se mueve hacia arriba y hacia abajo.
Z1: el eje Z1 controla el movimiento del lado izquierdo del tope trasero de izquierda a derecha.
Z2-El eje Z2 controla el movimiento del lado derecho del medidor trasero de derecha a izquierda.
El eje V controla el movimiento vertical del troquel inferior con respecto a la superficie de trabajo. Este eje controla la altura del troquel inferior a medida que se mueve hacia arriba y hacia abajo.
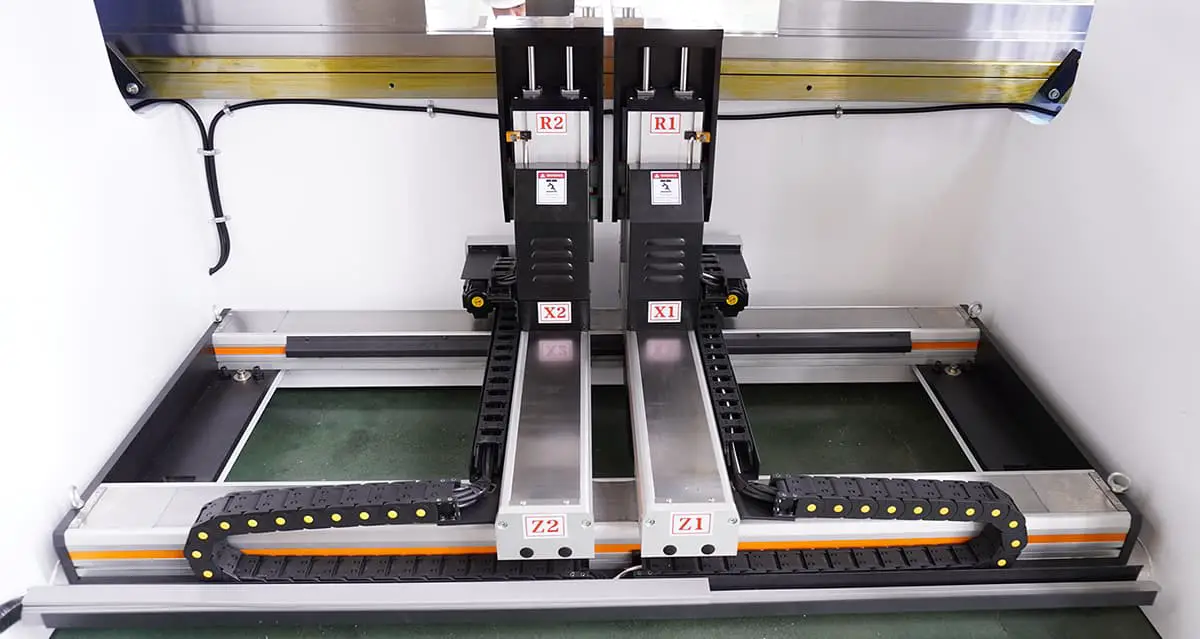
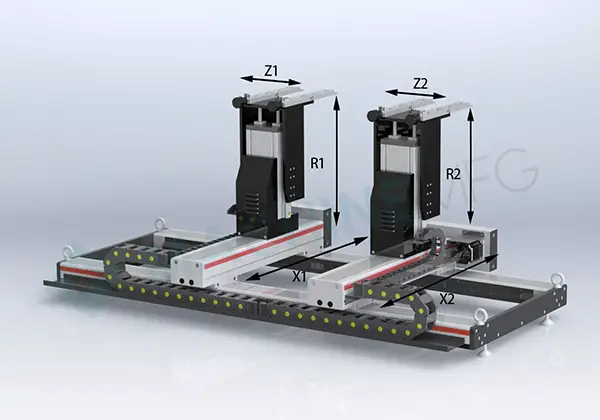
Eje 8+1: Y1, Y2, X1, X2, R1, R2, Z1, Z2, +V
Y1: el eje Y1 se refiere al movimiento vertical del lado izquierdo del troquel superior con respecto a la superficie de trabajo. Este eje es responsable de controlar la altura del lado izquierdo del troquel superior a medida que se mueve hacia arriba y hacia abajo.
Y2: el eje Y2 se refiere al movimiento vertical del lado derecho del troquel superior con respecto a la superficie de trabajo. Este eje es responsable de controlar la altura del lado derecho del troquel superior a medida que se mueve hacia arriba y hacia abajo.
X1: el eje X1 se refiere al movimiento horizontal del lado izquierdo del tope trasero lejos del troquel inferior. Este eje controla la distancia entre el tope trasero y el troquel inferior.
X2: el eje X1 se refiere al movimiento horizontal del lado derecho del medidor trasero lejos del troquel inferior. Este eje controla la distancia entre el tope trasero y el troquel inferior.
R1: el eje R1 se refiere al movimiento vertical del calibre trasero izquierdo con respecto a la superficie inferior del troquel. Este eje controla la altura del tope trasero a medida que sube.
R2: el eje R2 se refiere al movimiento vertical del calibre trasero derecho con respecto a la superficie inferior del troquel. Este eje controla la altura del tope trasero a medida que desciende.
Z1: el eje Z1 controla el movimiento del lado izquierdo del tope trasero de izquierda a derecha.
Z2-El eje Z2 controla el movimiento del lado derecho del medidor trasero de derecha a izquierda.
El eje V controla el movimiento vertical del troquel inferior con respecto a la superficie de trabajo. Este eje controla la altura del troquel inferior a medida que se mueve hacia arriba y hacia abajo.







