Breve introducción:
El plegado es el proceso de doblar una hoja utilizando una prensa plegadora y un troquel de doblado.
Los troqueles de doblado, también conocidos como punzones o láminas de plegadora, se dividen en punzones superiores y troqueles inferiores.
El punzón superior también se llama hoja plegable.
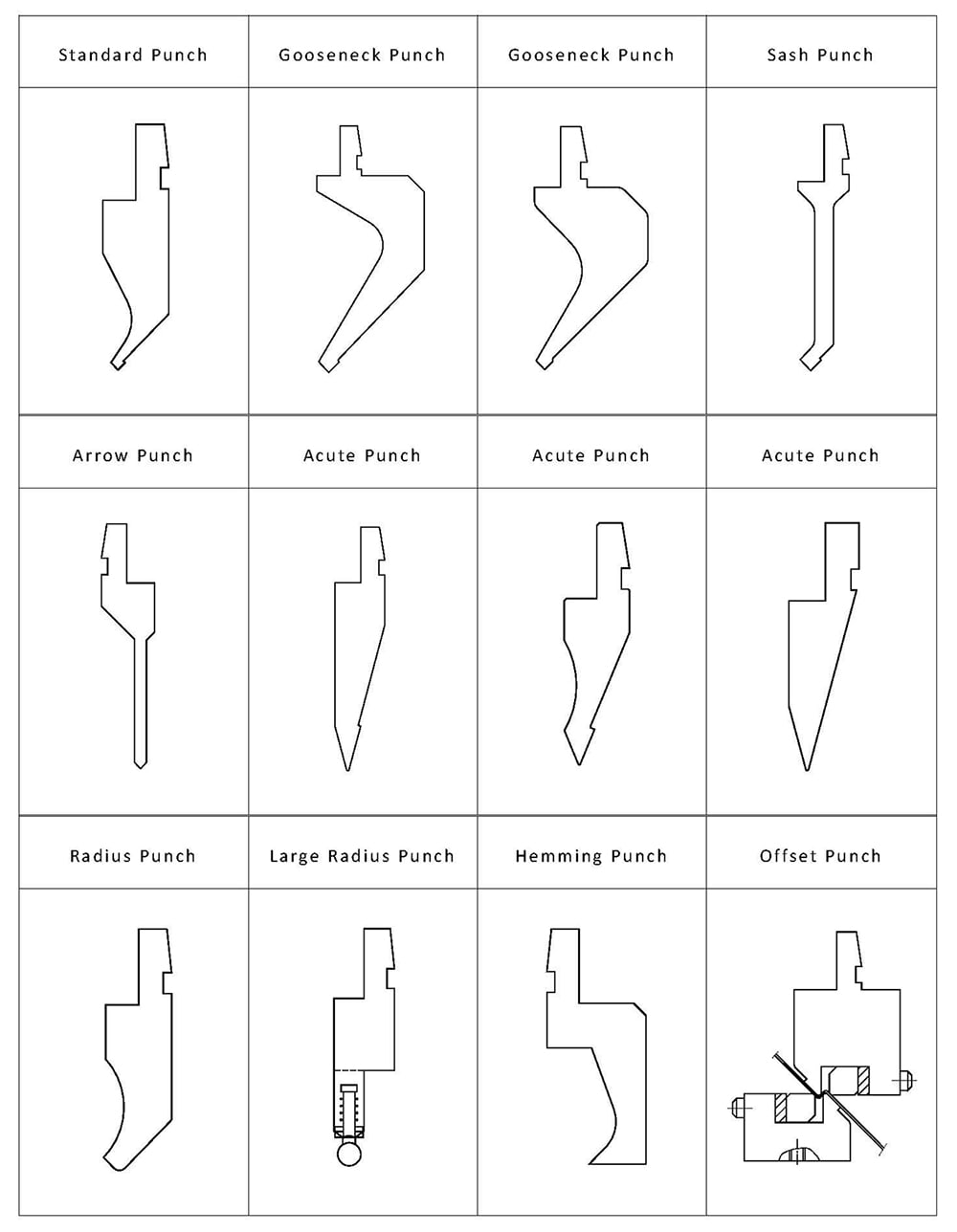
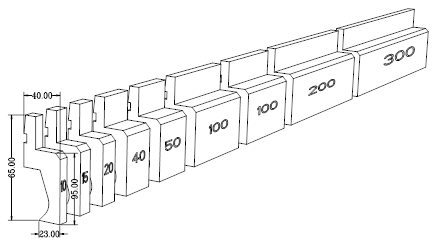
La clasificación específica de las matrices superior e inferior se muestra en la Figura 1.
1.Clasificación y tipos de punzón superior de la plegadora : (Fig . 1)
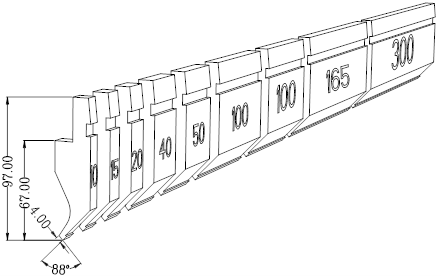
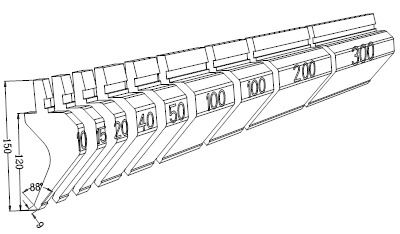
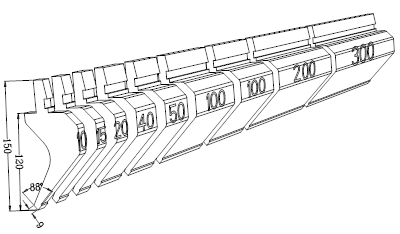
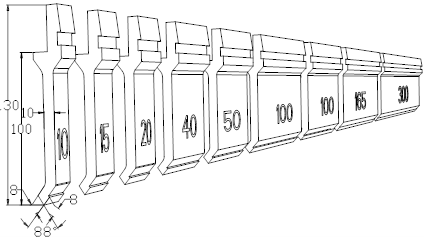
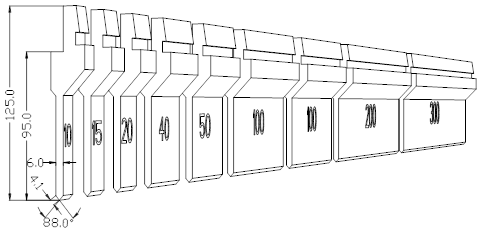
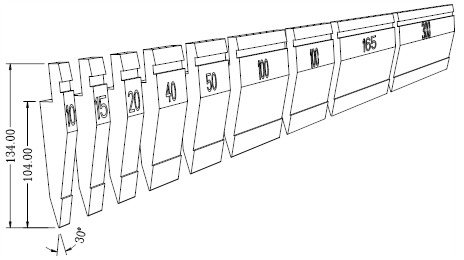
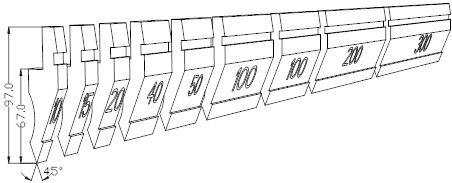
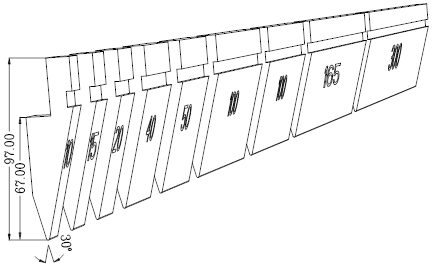
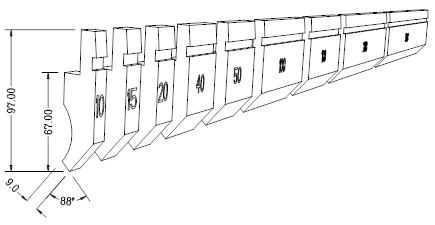
2. El punzón superior de la plegadora se divide en dos tipos: tipo integral y tipo segmentado.
- Punzón superior integrado : 835 mm y 415 mm
- Punzón superior segmentado: segmentación a y segmentación b
Una longitud dividida: 10,15,20,40,50,100 (cuerno derecho),100 (cuerno izquierdo),200,300;
Longitud de la división B: 10,15,20,40,50,100 (cuerno derecho), 100 (cuerno izquierdo), 165,300;
3. Clasificación y aplicación de varios punzones superiores.
3.1. Golpe de cuello de cisne
01) Punzón de cuello de cisne estándar
| Valor tolerante a la presión (longitud total) | 20TON/M | Material | 42CrMo | Tratamiento térmico | HRC47±2 |
| Valor tolerante a la presión (separado) | 11TON/M | Radio de punta | 0.2R | ||
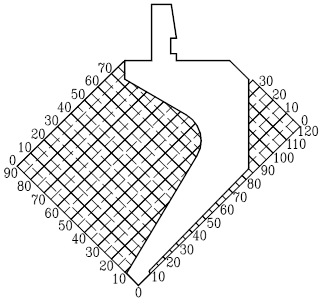
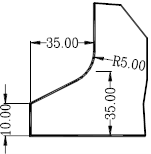
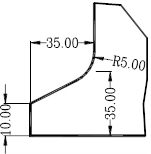
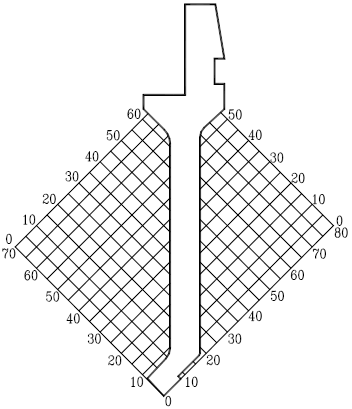
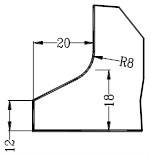
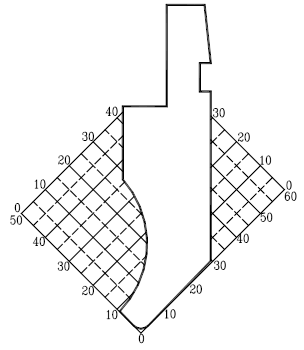
Gráfico de clasificación C (1:1) :
Características de procesamiento:
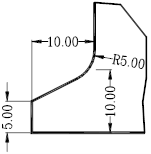
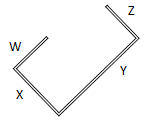
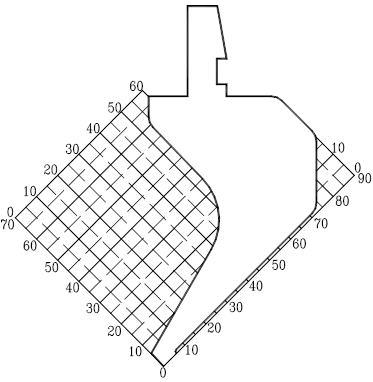
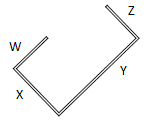
1. La aplicación del punzón estándar en el doblado es principalmente para evitar la dirección W, y el diagrama de doblado es el siguiente:
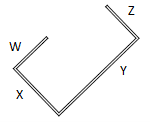
2. Dirección X: cuando Xmin>4 mm, se puede doblar (cuando se requiere el tamaño en la dirección W)
3. Dirección Y: cuando 0
Gráfico dividido : División B
 Bocina
Bocina
02) Golpe de cuello de cisne
| Valor tolerante a la presión (longitud total) | 50TON/M | Material | 42CrMo | Tratamiento térmico | HRC47±2 |
| Valor tolerante a la presión (separado) | 45TON/M | Radio de punta | 0.2R | ||
Gráfico de clasificación C (1: 2 )
Características de procesamiento:
1. La aplicación del punzón de cuello de cisne al doblar es principalmente para evitar la dirección W, y el diagrama de doblado es el siguiente:
2. Dirección X: cuando Xmin>9 mm, se puede doblar (cuando se requiere el tamaño en la dirección W)
3. Dirección Y: cuando 0
Dividir gráfico: dividir
 Bocina
Bocina
03) Golpe de cuello de cisne
| Valor tolerante a la presión (longitud total) | 50TON/M | Material | 42CrMo | Tratamiento térmico | HRC47±2 |
| Valor tolerante a la presión (separado) | 30TON/M | Radio de punta | 0.2R | ||
Gráfico de clasificación C (0,8:1)
Características de procesamiento:
1. La aplicación del punzón de cuello de cisne al doblar es principalmente para evitar la dirección W, y el diagrama de doblado es el siguiente:
2. Dirección X: cuando Xmin>6 mm, se puede doblar (cuando se requiere el tamaño en la dirección W)
3. Dirección Y: cuando 0
Dividir gráfico: dividir
 Bocina
Bocina
3.2. Puñetazo directo
01) pegador de banda
| Valor tolerante a la presión (longitud total) | 30TON/M | Material | 42CrMo | Tratamiento térmico | HRC47±2 |
| Valor tolerante a la presión (separado) | 15TON/M | Radio de punta | 0.2R | ||
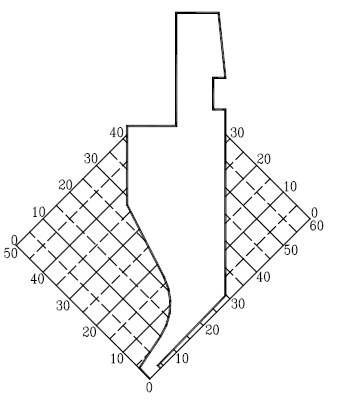
Trazado de coordenadas (0,8:1)
Características de procesamiento:
Adecuado para doblar productos simétricos. Se pueden evitar tanto la dirección delantera como la trasera.
Cuando Xmin>10 mm, las direcciones W y X pueden aumentar proporcionalmente.
cuando 0
Cuando Y>20 mm, las direcciones Y y Z pueden aumentar proporcionalmente.
La longitud de plegado en la dirección W es mayor que la longitud de plegado en la dirección Z.
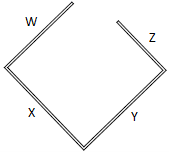
Gráfico dividido : División B
 Bocina
Bocina
02) Golpe De Flecha
| Valor tolerante a la presión (longitud total) | 50TON/M | Material | 42CrMo | Tratamiento térmico | HRC47±2 |
| Valor tolerante a la presión (separado) | 12TON/M | Radio de punta | 0.2R | ||
Trazado de coordenadas (0,8:1)
Características de procesamiento:
1. Adecuado para doblar productos simétricos, se pueden evitar las direcciones frontal y posterior y la abertura de flexión puede ser tan pequeña como 6 mm.
2. Cuando X<50 mm, Y <50 mm, las direcciones W y X pueden aumentar en proporción.
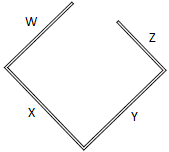
Gráfico dividido : una división
 Bocina
Bocina
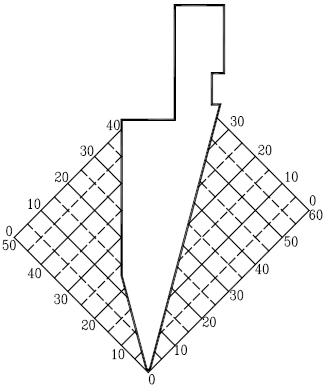
03) Golpe fuerte
| Valor tolerante a la presión (longitud total) | 100 TONELADAS/M | Material | AM87 | Tratamiento térmico | HRC47±2 |
| Valor tolerante a la presión (separado) | 20TON/M | Radio de punta | 0.65R | ||
Trazado de coordenadas (0,8:1)
Características de procesamiento:
1. El rango aplicable está entre 30° y 180°
2. Utilice un ángulo pequeño de la punta de la herramienta para evitar el orificio roscado y otras piezas de trabajo que deben evitarse.
3. Se utiliza para doblar profundamente y la profundidad de inserción es adecuada para doblar el ángulo como se muestra en la siguiente figura:
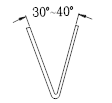
Gráfico dividido : División B
 Bocina
Bocina
04) Golpe fuerte
| Valor tolerante a la presión (longitud total) | 60TON/M | Material | AM87 | Tratamiento térmico | HRC47±2 | |
| Valor tolerante a la presión (separado) | 30TON/M | Radio de punta | 0.37R | |||
Trazado de coordenadas (1:1)
Características de procesamiento:
1. Adecuado para ángulos entre 45° y 180°
2. Utilice un ángulo pequeño de la punta de la herramienta para evitar el orificio roscado y otras piezas de trabajo que deben evitarse.
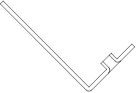
Gráfico dividido : una división
 Bocina
Bocina
05) Golpe Fuerte
| Valor tolerante a la presión (longitud total) | 100 TONELADAS/M | Material | AM87 | Tratamiento térmico | HRC47±2 |
| Valor tolerante a la presión (separado) | 30TON/M | Radio de punta | 0.52R | ||
Trazado de coordenadas (1:1)
Características de procesamiento:
1. El rango aplicable está entre 30° y 180°
2. Utilice un ligero ángulo de la punta de la herramienta para evitar agujeros roscados.
3. Para doblado profundo, la profundidad de inserción es aplicable al ángulo de doblado como se muestra a continuación.
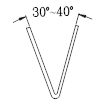
Gráfico dividido : División B
 Bocina
Bocina
3.3. Puñetazo relámpago
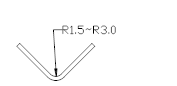
01) Punción radial
| Valor tolerante a la presión (longitud total) | 45TON/M | Material | 42CrMo | Tratamiento térmico | HRC47±2 |
| Valor tolerante a la presión (separado) | 45TON/M | Radio de punta | 1.5R, 3.0R | ||
Trazado de coordenadas (1:1)
Características de procesamiento:
1. El radio R es 1,5,3,0
2. El punzón radial se utiliza a menudo como pliegues para la cubierta superior.
3. A veces se utiliza para dar forma a la pieza de trabajo con un ángulo pequeño.
Gráfico dividido: una división
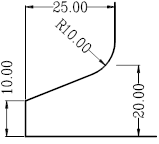
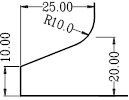
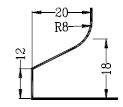
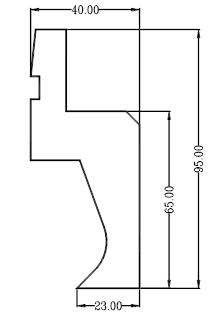
02) Punzón de gran radio
| Valor tolerante a la presión (longitud total) | 45TON/M | Material | 42CrMo | Tratamiento térmico | HRC47±2 |
| Valor tolerante a la presión (separado) | 45TON/M | Radio de punta | 3.0R,4.0R5,0R,6.0R,8.0R,10.0R | ||
Gráfico (1:1)
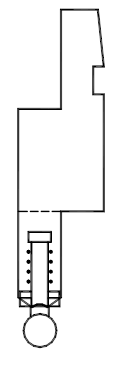
Características de procesamiento:
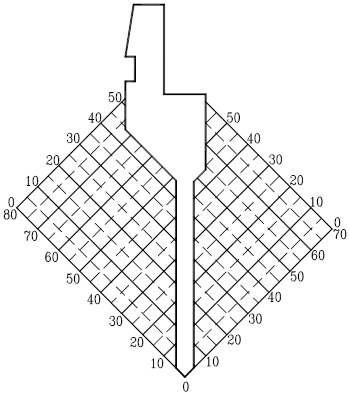
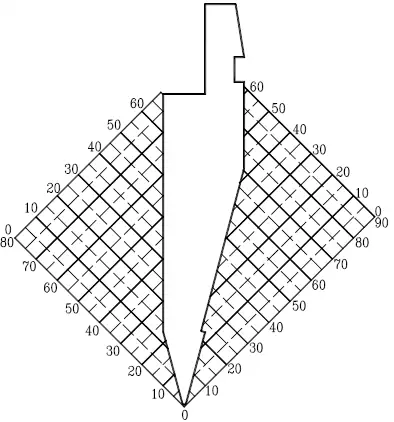
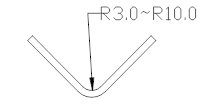
1. Este punzón de radio grande se utiliza principalmente para doblar el ángulo del arco interno de R, y el radio del ángulo del arco es R3 ~ R10.
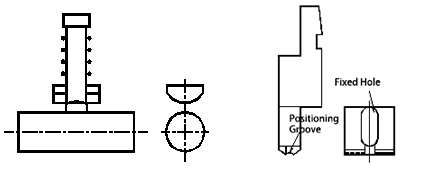
2. El punzón radial es compatible con la ranura en V correspondiente.
Combinación gráfica :
3.4. Golpe especial
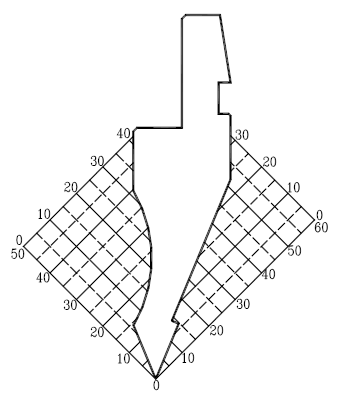
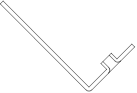
01) Perforación De Dobladillo
| Valor tolerante a la presión (longitud total) | 100 TONELADAS/M | Material | 42CrMo | Tratamiento térmico | HRC47±2 |
| Valor tolerante a la presión (separado) | Radio de punta |
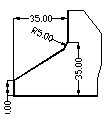
Gráfico (1:1)
Características de procesamiento:
1. El diagrama de la figura muestra la forma del producto después de doblarlo y aplanarlo. Todas las formas similares se pueden doblar. Debe usarse con moldes superiores e inferiores de 30°.
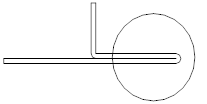
2. También se puede utilizar para prensar, remachar, dar forma, etc.
Gráfico dividido :
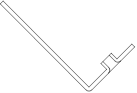
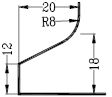
02) Perforación compensada
| Valor tolerante a la presión (longitud total) | / | Material | 42CrMo | Tratamiento térmico | HRC47±2 |
| Valor tolerante a la presión (separado) | / | Radio de punta | / | ||
Gráfico (1:1)
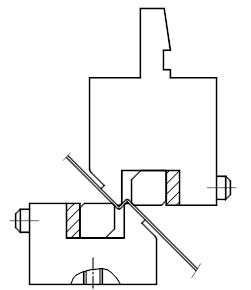
Características de procesamiento:
1. Se utiliza para doblado en Z que no se puede doblar con troqueles de doblado comunes.
Alto = 1 ~ 10 mm
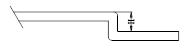
2. La forma del producto plegado se muestra en la figura superior derecha, generalmente llamado plegado en Z o desplazado.







