
Maintaining good corrosion resistance of such materials can be achieved by strictly controlling the laser cutting process parameters during the machining process.
The most important process parameters that affect the cutting quality of stainless steel are cutting speed, laser power and air pressure.
1. Generation of small regular droplet-shaped burrs

Possible Causes:
(1) Focus is too low
(2) The feed rate is too high
Solutions:
(1) Increase focus
(2) Reduce the feed rate
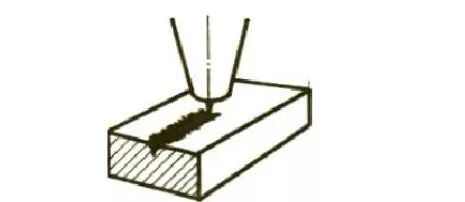
2. Long and irregular filament-like burrs are produced on both sides, and the surface of the large plate changes color

Possible Causes:
(1) Feed rate is too low
(2) Focus is too high
(3) Air pressure is too low
(4) The material is too hot
Solutions:
(1) Increase the feed rate
(2) Lower the focus
(3) Increase air pressure
(4) Cool the material
3. Long, irregular burrs are only produced on one side of the cutting edge

Possible Causes:
(1) Nozzle is not centered
(2) Focus is too high
(3) Air pressure is too low
(4) The speed is too low
Solutions:
(1) Center the nozzle
(2) Lower the focus
(3) Increase air pressure
(4) Increase speed
4. Material is discharged from above
Possible Causes:
(1) Power is too low
(2) The feed rate is too high
(3) Air pressure is too high
Solutions:
Press the pause button immediately when this situation occurs to avoid slag splashing onto the focusing lens. Increase power, reduce feed rate and reduce air pressure.
5. The cutting edge turns yellow
Possible cause:
Nitrogen contains oxygen impurities
Solution:
Use high quality and purity nitrogen.







