
El término inglés “screw” es una palabra que ha sufrido importantes cambios de significado a lo largo de los últimos siglos.
Además del nombre, el humilde tornillo, desde su invención hasta la estandarización de apretarlo en el sentido de las agujas del reloj y aflojarlo en el sentido contrario, ha durado miles de años.
¿Alguna vez te has preguntado por qué los tornillos se aprietan específicamente en el sentido de las agujas del reloj?
Fue un amigo de Platón quien inventó el tornillo.
Las seis herramientas mecánicas más sencillas son: tornillo, plano inclinado, palanca, polea, cuña, rueda y eje.
Entre estas seis máquinas simples, el tornillo es esencialmente un eje con una superficie helicoidal envuelta alrededor de él. Hasta la fecha, los tornillos han desarrollado tamaños estandarizados. El método típico de utilizar un tornillo consiste en apretarlo girándolo en el sentido de las agujas del reloj (en lugar de aflojarlo).
El predominio del agarre en el sentido de las agujas del reloj está determinado principalmente por el diestro.
Inicialmente, los tornillos se hacían a mano, lo que daba lugar a detalles inconsistentes, que a menudo dependían de las preferencias del artesano.
A mediados del siglo XVI, el ingeniero de la corte francesa Jaques Besson inventó el torno capaz de cortar roscas de tornillos, una tecnología que tardó 100 años en difundirse. En 1797, el inglés Henry Maudsley inventó el torno moderno, mejorando significativamente la precisión del hilo.
Sin embargo, los tamaños y la finura de los tornillos carecieron de estandarización hasta 1841. El aprendiz de Maudsley, Joseph Whitworth, presentó un documento a la Sociedad Municipal de Ingenieros, defendiendo la estandarización de los diseños de tornillos.
Propuso dos puntos:
- El ángulo de inclinación del hilo debe estandarizarse en 55°.
- Independientemente del diámetro del tornillo, se debe adoptar un número estándar de roscas por pulgada.
Fabricar los primeros tornillos fue un desafío, ya que “requirió tres herramientas de corte y dos máquinas”.
Para resolver los problemas de fabricación del estándar británico, el estadounidense William Sellers inventó un tornillo de cabeza plana en 1864. Esta pequeña innovación simplificó la fabricación de tornillos hasta requerir sólo una herramienta de corte y una máquina, haciendo que el proceso fuera más rápido, más fácil y económico. .
Los hilos de vendedor se hicieron populares en los Estados Unidos y rápidamente se convirtieron en el estándar para las compañías ferroviarias estadounidenses.
Características de las uniones atornilladas
Principales variables en el proceso de endurecimiento
- Par (T): El par de apriete aplicado, medido en Newton metros (N·m);
- Fuerza de sujeción (F): La fuerza de sujeción axial real (compresión) entre los cuerpos unidos, medida en Newtons (N);
- Coeficiente de Fricción (U): Coeficiente de torque consumido por la cabeza del tornillo y par de roscas, entre otros;
- Ángulo de Rotación (A): El ángulo de la rosca que el tornillo necesita para girar en función de un determinado par aplicado, para lograr una determinada elongación o compresión axial de las piezas unidas.
Métodos de control de apriete de tornillos.
- Método de control de par
Definición: Método de control que deja de apretar inmediatamente cuando se alcanza un par establecido.
Ventajas: El sistema de control es sencillo, directo y la calidad del apriete se puede comprobar fácilmente con un sensor de torsión o una llave dinamométrica de alta precisión.
Desventajas: La precisión del control no es alta (error de fuerza de pretensión de ±25% o más) y no utiliza completamente el potencial del material.
- Método de control del ángulo de torsión
Definición: Método que primero aprieta el tornillo con un pequeño torque y luego, a partir de este punto, lo aprieta en un ángulo específico.
Ventajas: Alta precisión de la fuerza de pretensión axial (±15%), consiguiendo fuerzas de pretensión axial superiores, con valores bien distribuidos alrededor de la media.
Desventajas: El sistema de control es más complejo y requiere medición tanto del par como del ángulo; y al departamento de inspección de calidad puede resultarle difícil identificar un método apropiado para verificar los resultados del apriete.
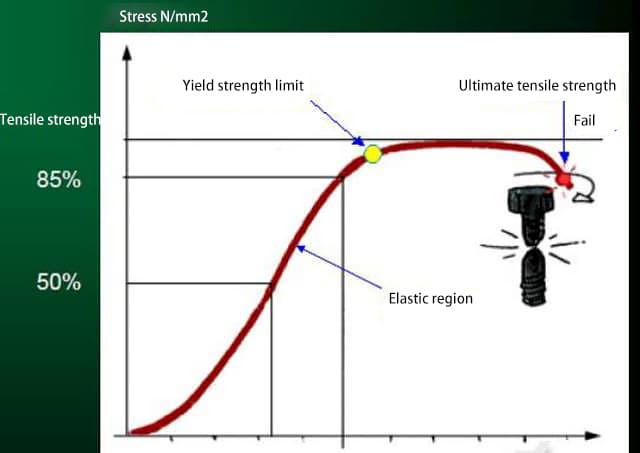
- Método de control del punto de fluencia
Definición: Método que deja de apretar cuando el perno se aprieta hasta su límite elástico.
Ventajas: Precisión de sujeción muy alta, con error de fuerza de pretensión controlable dentro de ±8%; sin embargo, su precisión depende principalmente del límite elástico del propio tornillo.
Desventajas: el proceso de apriete requiere un cálculo y un juicio dinámicos y continuos de la pendiente de la curva de par y el ángulo de rotación, lo que requiere un alto rendimiento en tiempo real y una velocidad de cálculo del sistema de control.







