
Una disparidad significativa entre el diámetro y el ancho/alto de un anillo de engranaje puede causar problemas durante el tratamiento térmico, lo que lleva a desviaciones en la circularidad del orificio interior, la planitud de la cara del extremo y la distorsión cónica.
La distorsión relacionada con el tratamiento térmico es un problema frecuente en el proceso de tratamiento térmico de anillos de engranajes.
El proceso de mecanizado de anillos de engranajes es complejo y da como resultado una baja tasa de calificación de distorsión, grandes tolerancias de mecanizado, altas tasas de productos defectuosos, altos costos y baja precisión, y altos niveles de ruido, todo lo cual impacta significativamente su vida útil.
Para mejorar la tasa de calificación y la precisión del procesamiento de la distorsión del tratamiento térmico en anillos de engranajes, es necesario coordinar el procesamiento en frío y en caliente, optimizar los procesos, mejorar los métodos de sujeción y horno, y adoptar procesos y equipos de tratamiento térmico avanzados. Esto reducirá el costo de procesamiento de productos y minimizará la cantidad de productos defectuosos.
Mejorar y optimizar el proceso de tratamiento térmico para controlar la distorsión de los anillos de engranajes.
1. Adopte un proceso de pretratamiento para reducir la distorsión del anillo de engranaje con carburador grande.
Un anillo de engranaje grande con dimensiones de φ2180 mm (diámetro exterior), φ1750 mm (diámetro interior) y 550 mm (ancho), fabricado de acero 17CrNiMo6, tiene requisitos estrictos para la distorsión del tratamiento térmico. Sin embargo, después de la cementación y el endurecimiento, se observa a menudo que la altura de la parte superior del diente aumenta de 4 a 5 mm y, en algunos casos, de 6 a 7 mm.
Para ello se adoptan las siguientes medidas de control:
(1) Preparación del proceso de pretratamiento
El anillo de engranaje se somete a un proceso de enfriamiento y revenido, que implica calentarlo a 860 °C para el enfriamiento (20 a 30 °C por encima de la temperatura de enfriamiento final) y luego revenirlo a 650 °C. El resultado ideal es controlar el aumento del diámetro interno del agujero entre 8 y 10 mm.
Después de someterse a cementación y enfriamiento, enfriamiento por aire, ecualización de temperatura a (820 ± 10)°C, enfriamiento en baño de nitrato a 170°C para enfriamiento y dos ciclos de revenido a 210°C, el diámetro del círculo superior del diente es solo de aproximadamente 2 mm más grande que antes de cementar y endurecer, cumpliendo con el incremento esperado. Además, la circularidad superior e inferior y el cono del anillo dentado cumplen los requisitos.
(2) Puntos clave del proceso
Es crucial mantener un control estricto sobre la temperatura de enfriamiento durante el proceso de enfriamiento y revenido. Si la temperatura es demasiado baja, no reducirá eficazmente la gran distorsión. Por otro lado, si la temperatura es demasiado alta, el tamaño del círculo de la punta del diente después de la carburación y el enfriamiento puede disminuir, lo que requiere más pruebas.
2. Mejorar el proceso de tratamiento térmico para reducir la distorsión del tratamiento térmico del anillo de engranaje impulsado por triciclo
El anillo dentado impulsado en una transmisión de triciclo (ver Figura 1) está hecho de acero 20CrMnTi y tiene requisitos técnicos estrictos para el tratamiento térmico. La capa profunda de carbonitruración debe ser de 0,6 a 1,0 mm, con una dureza de la superficie del diente de 58 a 64 HRC y una dureza del núcleo de 35 a 48 HRC. La tolerancia posicional del orificio roscado y la ranura de la cadena única debe ser de 0,05 mm.
Antes de cargar, se sellan 10 orificios para tornillos M8 con una capa antifiltración. Después de someterse a carbonitruración entre 850 y 860 °C, el anillo de engranaje se enfría y revende directamente.
Tras la inspección, se descubrió que la posición del orificio roscado y la ranura de la cadena única estaba fuera de tolerancia y que el revestimiento antifiltración no se podía quitar fácilmente.
El proceso y efecto mejorados son los siguientes:
(1) Proceso mejorado
Fabricación y formación de engranajes → enfriamiento lento después de la carbonitruración → girar (cortar) la capa infiltrada, brochar (cortar) el chavetero, taladrar y roscar → calentar y enfriar a 850 ~ 860 ℃ → templado a baja temperatura → tapado (protección del orificio roscado) granalla voladura → rectificado (corte) de la placa de radios → inspección.
(2) Efecto de mejora
A través de la inspección, la tasa de distorsión calificada del tratamiento térmico de la corona del engranaje impulsado es superior al 95%.
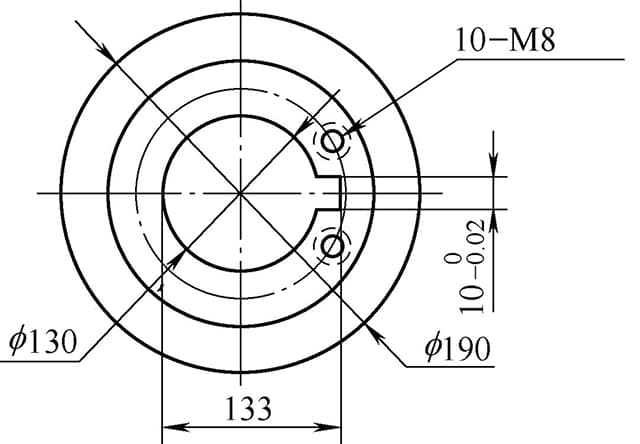
Fig. 1 Diagrama esquemático del anillo dentado conducido.
3. Adoptar un nuevo proceso de tratamiento térmico y nuevas herramientas para controlar la distorsión del tratamiento térmico de anillos de engranajes grandes.
El anillo dentado de un reductor de laminador de mina tiene una dimensión total de φ1631 mm (diámetro exterior), φ1364 mm (diámetro interior) y 300 mm (ancho), con un peso de una sola pieza de 1434 kg y un módulo normal de 20 mm. Tiene 78 dientes y está fabricado en acero 20CrNi2MoA, por lo que requiere cementación y revenido.
(1) Requisitos técnicos para corona dentada modificada
Para controlar y minimizar la distorsión causada por el tratamiento térmico de la corona, se han revisado algunos requisitos técnicos. Los requisitos técnicos revisados para la corona se enumeran en la Tabla 1.
Antes de someterse a la cementación, el anillo de engranaje se somete a un tratamiento de templado y revenido, con una dureza de templado y revenido de 217 a 255 HBW. La capa endurecida efectiva debe ser de 3,90 a 5,10 mm.
(2) Nueva tecnología
El proceso de normalización después de la forja se ha cambiado a una combinación de normalización y templado a alta temperatura. Además, se añadió un proceso de recocido esferoidal después de la cementación para garantizar que el tamaño de las partículas de carburo en la capa de cementación no supere 1 μm.
El proceso de recocido por esferoidización se representa en la Figura 2, y los resultados del Proceso A y el Proceso B en la Figura 2 son similares.
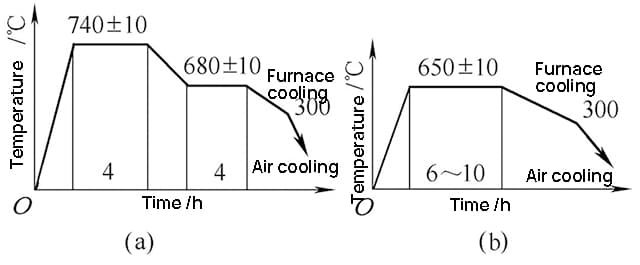
(a) Recocido esferoidal isotérmico de dos etapas
(b) Recocido esferoidal isotérmico de una etapa
Fig. 2 Proceso de recocido por esferoidización de engranajes de acero 20CrNi2MoA
Nueva ruta de proceso: forja → normalización + templado a alta temperatura → torneado en desbaste → detección de fallas → templado y revenido → torneado fino y fresado de engranajes → carburación → esferoidización recocido → templado y revenido → granallado → torneado fino del orificio interior y dos planos → Rectificado de orificio interior y dos planos → rectificado de engranajes → chavetero → detección de fallas → producto.
Diseño de herramientas: diseñe las placas de cubierta superior e inferior para controlar la distorsión del anillo del engranaje. Consulte la Fig. 3 para obtener más detalles.
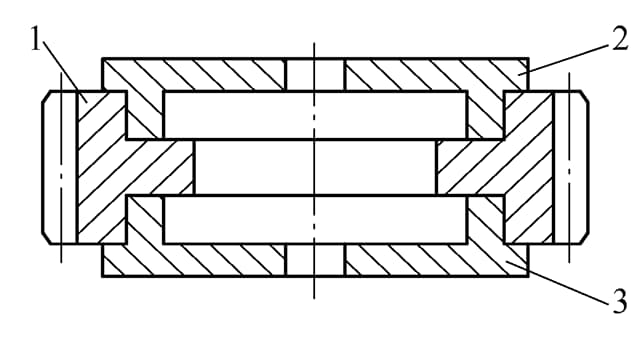
Fig. 3 dispositivo de tratamiento térmico del anillo dentado
1. Anillo de engranaje
2. Placa de cubierta superior
3. Placa de cubierta inferior
(3) Resultados de la inspección
La dureza de la superficie, la dureza del núcleo y la profundidad efectiva de la capa endurecida del anillo dentado cumplen los requisitos técnicos. La superficie del anillo dentado tiene una concentración de carbono del 0,76% (en masa) y el tamaño de partícula de carburo alcanzó 0,5 μm.
La estructura metalográfica está compuesta por martensita y austenita retenidas (grado 2), carburo (grado 1) y núcleo de ferrita (grado 2). Todos los índices de propiedades mecánicas cumplen con los requisitos técnicos descritos en los dibujos.
La inspección de la distorsión del anillo de engranaje mostró que la redondez del orificio interior es de 0,90 mm, la variación del diámetro de la punta del diente está en el rango de +3,1 a +4,0 mm y la variación normal está entre + 0,2 a +0,6 mm, cumpliendo con los requisitos técnicos. requisitos.
Tabla 1 Requisitos técnicos del anillo de engranaje modificado.
| Profundidad efectiva de la capa endurecida / mm | Dureza de la superficie del diente (HRC) | Dureza del corazón (HRC) | Concentración de carbono superficial de la capa carburizada (%) | Propiedades mecánicas del corazón después del tratamiento térmico. | ||||
| σb /MPa | σ es /MPa | δ5 (%) | ψ(%) | α k /J·cm -2 | ||||
| 3,90~5,10 | 58~62 | 30~45 | 0,75~0,95 | ≥1100 | ≥800 | ≥8 | ≥35 | ≥60 |
4. Mejorar el proceso de tratamiento térmico y adoptar un método de corrección de molde para controlar la carburación y la distorsión de enfriamiento de anillos de engranajes grandes ultrafinos
El anillo dentado interno ultrafino de una caja de cambios grande tiene unas dimensiones totales de φ1120 mm (diámetro exterior), φ944 mm (diámetro interior) y 260 mm (ancho). Está fabricado en acero 17CrNiMo6, pesa 550Kg y requiere tratamiento térmico para cumplir los siguientes requisitos técnicos:
- La profundidad efectiva de la capa endurecida de temple por cementación debe ser de 2,40 a 2,90 mm.
- La dureza de la superficie del diente debe ser de 58 a 62 HRC y la dureza del núcleo debe ser de 30 a 38 HRC.
- La estructura metalográfica debe cumplir con el estándar empresarial y el tamaño de grano no debe ser inferior al grado 6.
Requisitos de distorsión posterior al calentamiento: conicidad ≤ 1,35 mm, redondez ≤ 1,35 mm, variación de la línea normal común ≤ 0,7 ‰ y contracción del diente circular superior ≤ 1,5 ‰.
(1) Ruta de procesamiento original, proceso y distorsión del anillo de engranaje
Ruta de procesamiento original: torneado en desbaste de material forjado → perforación → conformación de engranajes → carburación y enfriamiento → granallado → torneado fino → rectificado de engranajes → producto terminado.
La ruta original del proceso de cementación es: precalentamiento 650 ℃ × 1 h → carburación (930 ± 10) ℃ × 50 h → reducción de temperatura, aislamiento térmico 830 ℃ antes de la descarga × 2 h → enfriamiento del aire de salida → alta temperatura de enfriamiento (680 ℃) × 4 h → enfriamiento y calentamiento (820 ± 10) ℃ × 2,5 h → enfriamiento con sal isotérmica (160 ± 10) ℃ → enfriamiento a baja temperatura (210 ± 20) ℃ × 10 h → salida de enfriamiento por aire.
Después de limpiar la corona, aplique una capa antifiltración a 5 piezas por horno.
La atmósfera de cementación es un gas enriquecido con metanol e isopropanol.
Después de la inspección, se encontró que, aunque todos los demás elementos cumplen con los requisitos técnicos, la corona tiene una distorsión significativa.
(2) Proceso mejorado
La normalización de alta temperatura debe realizarse después del mecanizado de desbaste y antes de darle forma al anillo dentado.
Para reducir la tensión residual y la tensión térmica y disminuir la temperatura de cementación, se aumenta el número de etapas de calentamiento gradual en la etapa inicial.
Después de estas mejoras, se aumentaron las temperaturas isotérmicas de 400°C y 850°C y se redujo adecuadamente la temperatura de enfriamiento.
La inspección reveló que, aunque la distorsión de la corona ha mejorado un grado, todavía hay casos ocasionales en los que está fuera de tolerancia. Consulte la Figura 4 para conocer el proceso de cementación.
El proceso de enfriamiento con corrección de carburación y el enfriamiento con enfriamiento del anillo de engranaje utilizan el método de corrección de matriz. Consulte la Figura 4 para ver la curva del proceso de enfriamiento y corrección de cementación de anillos de engranaje.
El método de enfriamiento con corrección de matriz enfría la matriz y el anillo de engranaje juntos, lo que permite que la matriz corrija el anillo de engranaje durante el proceso de enfriamiento.
En el posterior proceso de templado a largo plazo, se elimina la tensión generada durante el templado y el enfriamiento, se estabiliza el tamaño del anillo de engranaje y se evita el rebote de distorsión.
Los resultados de la prueba de distorsión son ideales.
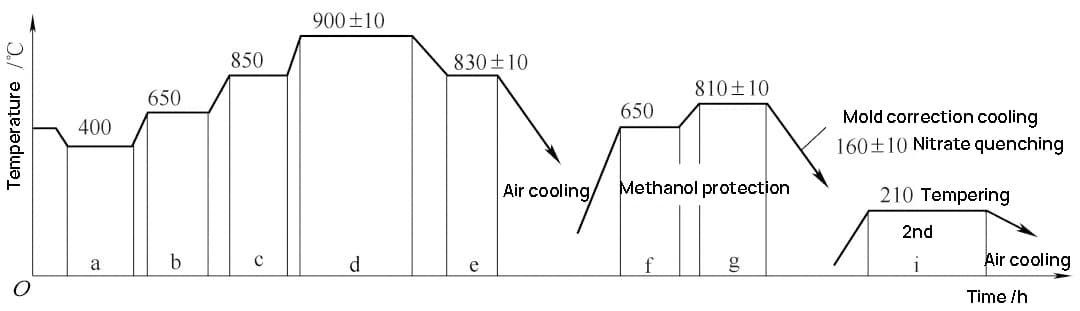
Fig. 4 Curva del proceso de enfriamiento de corrección de carburación del anillo de engranaje grande
5. Reduzca la distorsión del anillo de engranaje ajustando el proceso de tratamiento térmico
El anillo de engranaje JT001 en TY320, TY220, D65 y otras cajas de cambios tiene un diámetro de engranaje exterior de 318,1 mm, un diámetro de engranaje interior de 251,7 mm y un ancho de 51,5 mm.
El material utilizado es acero 42CrMo, que tiene una dureza de templado y revenido de 262 a 302HBW.
Después del tratamiento de nitruración se requiere un ΔM menor o igual a 0,10 mm.
(1) Tratamiento térmico original y proceso de distorsión.
Normalización de la pieza en bruto (880 ℃ × 3 h) + templado después del torneado desbaste (baño de sal 820 ℃ × 0,5 h, enfriamiento en aceite + templado) + corrección + tratamiento de envejecimiento después de terminar el torneado (300 ℃ × 5 h) + conformación del engranaje + nitruración iónica (520 ℃) y luego enfriar con el horno.
A través de la inspección, el valor y la cantidad de variación están fuera de tolerancia, y la tasa de distorsión calificada del anillo de engranaje es solo de aproximadamente el 70%.
(2) Proceso y efecto mejorados
El proceso original de “templado y revenido antes de la corrección y nitruración” se cambió a “corrección y revenido antes de la nitruración”.
La tasa de distorsión del anillo de engranaje que cumple con las calificaciones ha aumentado a más del 98% y la variación en el valor ΔM del anillo de engranaje se ha reducido de un máximo de 0,46 mm antes del ajuste a 0,10 mm después del templado y revenido.
La temperatura de envejecimiento se ha incrementado de 300°C a 560°C, lo que no sólo garantiza la liberación completa de las tensiones de mecanizado, sino que también es de 30 a 50°C más alta que la temperatura de nitruración, minimizando así la distorsión del anillo dentado nitrurado. El valor máximo de ΔM se redujo de 0,22 mm antes del ajuste a 0,08 mm después del ajuste.
6. Resuelva el problema de distorsión y desviación del anillo de engranaje de acero 40Cr endurecido de alta frecuencia mediante el ajuste del flujo del proceso
La corona dentada (ver Fig. 5) está hecha de acero 40Cr.
Los requisitos técnicos son: la dureza de enfriamiento y revenido es de 28 ~ 32 HRC, la dureza de enfriamiento de alta frecuencia de la parte del engranaje es de 48 ~ 52 HRC y la desviación del anillo del engranaje es <0,048 mm.
(1) Distorsión del anillo de engranaje y tecnología de enfriamiento de alta frecuencia
Los parámetros eléctricos para el proceso de enfriamiento de alta frecuencia son los siguientes: la frecuencia actual es de 250 kHz, las corrientes del ánodo y de la rejilla son de 7 a 7,5 A y de 1,4 a 1,7 A respectivamente, el tiempo de calentamiento es de 30 a 40 segundos y la presión del agua de refrigeración debe ser mayor o igual a 0,2 MPa.
Durante el enfriamiento de alta frecuencia, la velocidad de enfriamiento de la pieza cerca del orificio de 30 mm es rápida, mientras que la velocidad de enfriamiento de la pieza alejada del orificio es lenta.
Esta velocidad de enfriamiento desigual es la causa de que el anillo de engranaje se salga de la tolerancia.
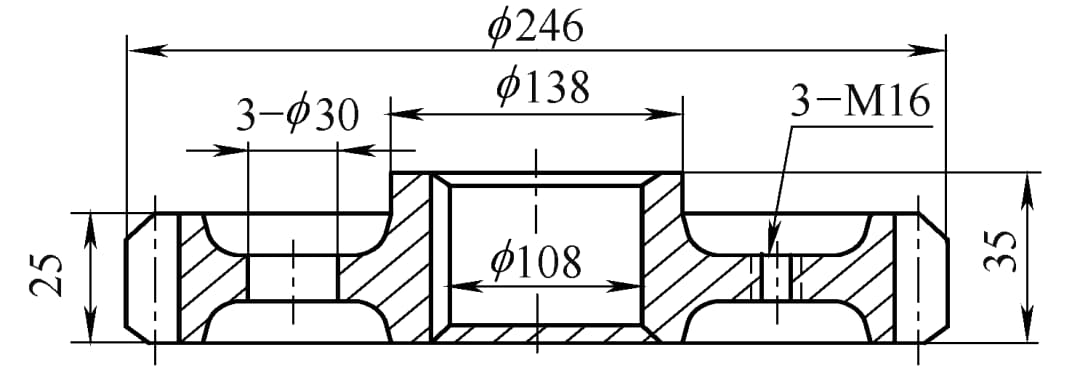
Fig. 5 Diagrama esquemático del anillo dentado de acero 40Cr
(2) Mejorar el flujo y el efecto del proceso.
Flujo de proceso mejorado: forja → torneado en desbaste → templado y revenido → torneado fino del círculo exterior y del orificio interior → fresado y desbarbado de engranajes → corte y desbarbado de engranajes → limpieza → templado de alta frecuencia de la parte del diente → torneado fino de herramientas vacías en ambos extremos → taladrado y refrentado → taladrado y roscado → extracción con una sola llave → desbarbado y arenado → limpieza y almacenamiento.
Efecto de mejora: después de ajustar el flujo del proceso, la desviación del anillo de engranaje después del enfriamiento de alta frecuencia está dentro del rango de tolerancia.
7. Se adopta el proceso de carbonitruración para reducir la distorsión por enfriamiento del anillo de engranaje interno.
El anillo dentado interno en el mecanismo de dirección de un camión volquete de servicio pesado tiene un diámetro exterior de φ444 mm y un diámetro interior de φ372,88 mm, con un ancho de diente de 140 mm. Está fabricado en acero 20CrMnTi.
Los requisitos técnicos para el tratamiento térmico son los siguientes: la concentración de carbono en la superficie debe ser de 0,8% a 1,0% (fracción de masa), la profundidad de la capa de carburación debe ser de 1,1 a 1,5 mm, la dureza de la superficie debe ser de 58 a 65HRC y la La dureza del núcleo debe ser de 30 a 45 HRC. La circularidad debe ser menor o igual a 0,5 mm.
La estructura metalográfica debe ser martensita, con austenita retenida no mayor a grado 4 y carbonitruro no mayor a grado 5.
(1) Flujo de procesamiento de anillos de engranajes internos
Corte → forjado → mecanizado en desbaste → pretratamiento térmico (normalización) → mecanizado → carbonitruración → inspección de calidad → chorro de arena → inspección de producto → almacenamiento.
(2) Proceso de carbonitruración por tratamiento térmico.
El horno multipropósito de caja sellada Aixielin se utilizó para carbonitruración de gas y enfriamiento directo a temperatura reducida. El proceso se muestra en la Figura 6.
El proceso consiste en:
- Carbonitruración a 870°C durante 6 horas con un fuerte potencial de carburación del 0,95%
- Difusión a 870°C durante 2 horas con 0,65% de potencial de carbono
- Enfriamiento a 840°C durante 0,5 horas con una combinación de enfriamiento rápido y lento.
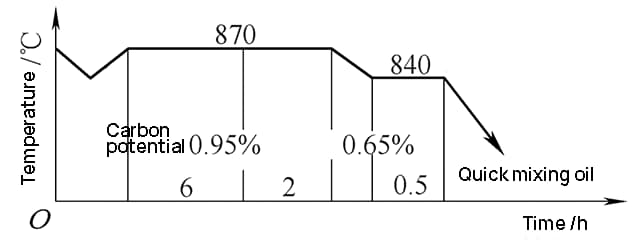
Fig. 6 Proceso de carbonitruración de gas del anillo dentado interior
(3) Proceso de enfriamiento por calentamiento secundario del tratamiento térmico
Después de la carbonitruración, la corona dentada se enfría lentamente y luego se recalienta. Luego se apaga mediante la presión del soporte interno. El proceso se muestra en la Figura 7.
La temperatura de enfriamiento es de 830°C durante 40 minutos.
Para el enfriamiento se utiliza un medio refrigerante con una fracción de masa de 10% a 15% de PM. El tiempo de transferencia es de 20 segundos, el tiempo de enfriamiento es de 10 segundos y la temperatura de salida se controla entre 150 y 180°C, que es aproximadamente un enfriamiento por presión.
Se utilizan herramientas especiales para templar el orificio interior del soporte interior.
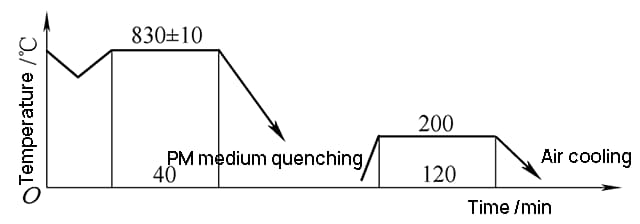
Fig. 7 Proceso de enfriamiento y revenido del calentamiento secundario del anillo de engranaje interno
(4) Método de carga de herramientas y hornos.
La relación entre el diámetro interior y exterior del anillo dentado interior es significativamente mayor que 1/2 y la pared es delgada.
Esto puede resultar en una distorsión de la circularidad durante el enfriamiento.
Para reducir el impacto de la gravedad, se debe evitar el apilamiento superpuesto.
Se debe mantener una separación razonable entre los anillos del engranaje para asegurar un enfriamiento circunferencial uniforme.
(5) Extinguir la distorsión y el control.
Se debe reservar una cantidad sustancial de tolerancia basada en el tratamiento térmico para garantizar la precisión dimensional.
Se elige el proceso de enfriamiento y calentamiento secundario.
El enfriamiento se realiza mediante una prensa de enfriamiento.
Las piezas con redondez fuera de tolerancia después del templado deben reformarse y templarse utilizando herramientas especiales.
(6) Resultados de la inspección
La dureza de la superficie es de 60~65HRC, la dureza del núcleo es de 38~40HRC, la martensita y la austenita residual son de grado 1, el compuesto de carbono y nitrógeno es de grado 1 y la redondez del diámetro exterior es de 0, 13 ~ 0,30 mm. Todos están calificados.
8. Tratamiento térmico de enfriamiento de frecuencia media del anillo de engranaje de acero de 50Mn2
El tamaño del anillo de engranaje es 322 mm (diámetro exterior), 281 mm (diámetro interior) y 77 mm (ancho).
El material utilizado es acero de 50Mn2. Los requisitos técnicos para el endurecimiento por frecuencia media son: la dureza de la superficie debe estar entre 50 y 55 HRC, y la capa endurecida en la raíz del diente debe tener de 1 a 4 mm de profundidad y equivalente a 40 HRC.
El error de paso acumulado del anillo dentado debe ser inferior a 0,10 mm, el error de dirección del diente debe ser inferior a 0,055 mm y el error de forma del diente debe ser inferior a 0,035 mm.
(1) Máquina herramienta e inductor de enfriamiento de media frecuencia.
La potencia nominal de la máquina herramienta de enfriamiento de frecuencia media no debe ser inferior a 400 KW.
El inductor está hecho de tubo de cobre cuadrado de 14 mm x 14 mm con 5 vueltas. La altura del inductor es "a" y se reserva un espacio de "b" entre la corona y el inductor.
La Figura 8 es un diagrama esquemático del inductor.
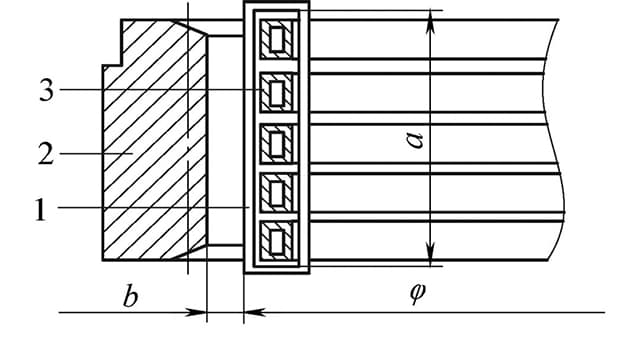
Fig. 8 Diagrama esquemático del inductor para corona dentada.
1. Imán conductor
2. Anillo de engranaje
3.Sensor
(2) Especificación para calentamiento y enfriamiento de frecuencia media
Entre la corona y el inductor se reserva un espacio de “b + 2 mm” para tener en cuenta la influencia del imán en la distribución del campo magnético. También se ha aumentado la altura del inductor a “a+3mm”.
Las especificaciones de la calefacción eléctrica son: el voltaje de salida máximo es 540 V, la corriente de salida máxima es 430 A y la frecuencia es 8000 Hz.
Después de 22 segundos de calentamiento, el área calentada se vuelve de color rojo brillante, lo que indica que se ha alcanzado la temperatura requerida para el enfriamiento.
El modo de calentamiento es calentamiento y enfriamiento simultáneos.
La potencia específica común está entre 0,8 y 1,5 kW/cm 2 .
El medio de enfriamiento y enfriamiento utilizado es el medio de enfriamiento y enfriamiento AQ251 de Houghton, con una relación de concentración controlada del 9% al 13% (fracción de masa).
(3) Resultados de la inspección
La inspección de estructuras metalográficas y la inspección dimensional cumplen plenamente con los requisitos técnicos.
La profundidad de la capa endurecida de la raíz del diente es de 2,5 a 4,0 mm.
Excentricidad en la dirección del diente < 0,05 mm, excentricidad en la forma del diente < 0,04 mm y error acumulativo circunferencial < 0,1 mm.
Adopte tecnología y equipos avanzados para controlar la distorsión del anillo del engranaje.
1. Adopte una nueva tecnología de templado y templado por inducción de moldeado de anillos de engranaje para controlar la distorsión del anillo de engranaje de alta precisión.
(1) La última tecnología de templado por prensa de matriz de calentamiento por inducción
El último proceso de endurecimiento por prensa de la alemana EMA combina las ventajas de los procesos de endurecimiento por inducción y endurecimiento por presión.
Sus principales ventajas son:
- El calor se genera directamente dentro del engranaje, sin pérdida de conducción de calor, tiempo de calentamiento corto y ahorro de energía;
- Calentamiento y enfriamiento rápidos, fácil control del proceso y buena repetibilidad;
- Línea de producción fácil de formar, alta eficiencia;
- Sin contaminacion;
- La distorsión del tratamiento térmico es pequeña y la precisión de la dimensión final del engranaje es alta;
- La capa endurecida se distribuye uniformemente.
Esta tecnología se ha implementado con éxito en la industria de repuestos para automóviles. Es adecuado tanto para el enfriamiento por presión directa de engranajes de acero con medio carbono como para el enfriamiento por presión de engranajes con carburador, incluidos componentes de anillos de alta precisión, como anillos de engranajes, engranajes cónicos y anillos sincrónicos.
(2) Proceso tecnológico
La Figura 9 ilustra el diagrama de flujo del proceso de corrección de la distorsión del tratamiento térmico para el molde de anillos de engranaje, prensado y endurecimiento por inducción.
Paso 1: Fije el anillo dentado distorsionado al dispositivo de sujeción y centrado no magnético. El dispositivo de sujeción consta de una matriz inferior maciza y una matriz superior.
Paso 2: Caliente la corona dentada a aproximadamente 900 °C mediante inducción electromagnética. La temperatura de calentamiento se determina en función del material y se puede controlar y controlar mediante un termómetro de infrarrojos.
Paso 3: Después de un cierto tiempo de espera, la corona alcanza una temperatura uniforme. Luego se presurizan los troqueles superior e inferior.
Paso 4: Enfríe inmediatamente el anillo de engranaje rociándolo con un medio refrigerante.
Paso 5: Mueva el inductor a la posición combinada de la corona y el núcleo de corrección.
Paso 6: Sazone y caliente la corona dentada.
Paso 7: A medida que aumenta la temperatura, la corona se expande ligeramente, creando un pequeño espacio.
Paso 8: Retire el anillo dentado del otro extremo del troquel.
La matriz del núcleo corrector, fabricada en acero inoxidable, previene eficazmente la contracción del anillo dentado.
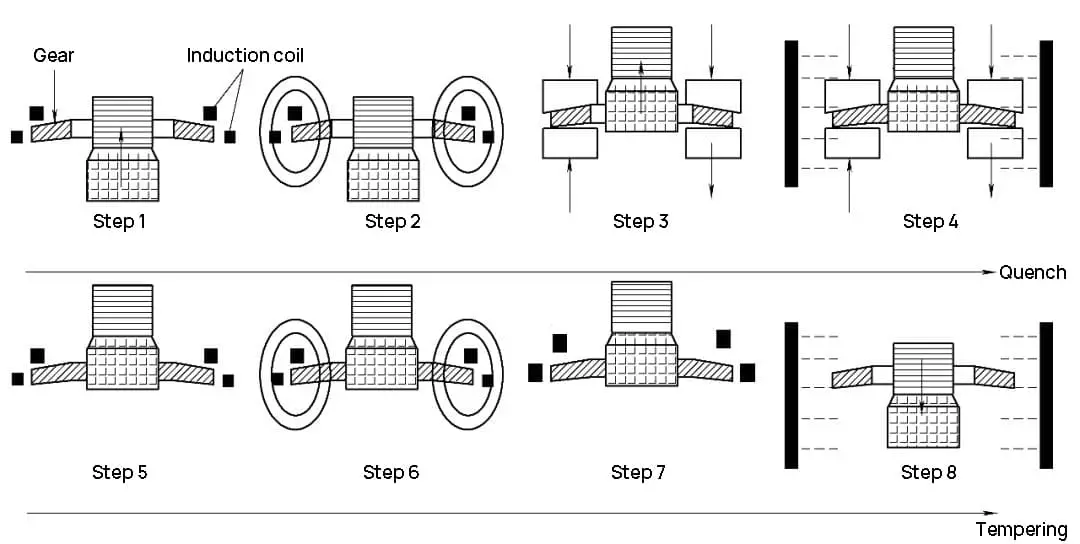
Fig. 9 Diagrama de flujo de deformación, prensado y endurecimiento por inducción del anillo de engranaje
(3) Parámetros y resultados del proceso
Consulte la Tabla 2 para conocer los parámetros y resultados del proceso.
Se puede ver en la tabla 2 que la distorsión del engranaje es pequeña: concentricidad <0,03 mm, redondez <0,03 mm, planitud <0,05 mm.
Tabla 2 Parámetros del proceso de enfriamiento de presión y resultados de inspección de engranajes de acero 16MnCrS5
| Parámetros de proceso | Potencia/kw | 250 |
| Frecuencia/kHz | 10 | |
| Tiempo de proceso/minuto | 4 | |
| Dureza y capa endurecida. | Dureza superficial HV30 | 680~780 |
| Profundidad de capa endurecida/mm | 0,8 ~ 1,2 | |
| Dureza del núcleo HV30 | 350~480 | |
| Precisión | Concentricidad / mm | <0,03 |
| Redondez (diámetro interior) / mm | <0,03 | |
| Planitud (superficie inferior) / mm | <0,05 |
2. Método de control de distorsión por tratamiento térmico químico del anillo de engranaje interior asimétrico de paredes delgadas
Las dimensiones del anillo dentado de pared delgada son φ162 mm (diámetro exterior), φ111,4 mm (diámetro interior) y 48 mm (grosor). Está fabricado en acero 20CrMnTi.
Los requisitos técnicos para la corona son los siguientes:
- La profundidad de la capa de carbonitruración debe estar entre 0,6 mm y 1,0 mm.
- La dureza de la superficie debe estar entre 58 y 64 HRC y la dureza del núcleo debe estar entre 35 y 48 HRC.
- La circularidad del orificio interior debe ser inferior a 0,10 mm.
(1) Distorsión del equipo original, proceso y anillo de engranaje
El tratamiento térmico original adopta un horno de cementación continua y el proceso de carbonitruración es: cementación fuerte 880 ℃ → difusión 860 ℃ → 840 ℃ enfriamiento y enfriamiento.
Debido a la estructura compleja, la pared delgada y la asimetría del anillo del engranaje, la redondez del orificio interior después del enfriamiento por carbonitruración es mayor o igual a 0,12 mm, lo que hace que la distorsión quede fuera del rango de tolerancia.
(2) Equipos y procesos de tratamiento térmico mejorados.
La línea de producción se cambió a un horno multipropósito 2-1-1, que permite un control uniforme y preciso de la temperatura y el potencial de carbono.
Al controlar la profundidad de la capa carburizada, se descubrió que una capa menos profunda conduce a un menor potencial de carbono y una menor distorsión. Por lo tanto, la capa cementada se controla con precisión a una profundidad de 0,6 a 0,7 mm y la estructura metalográfica se mantiene en el nivel 1 a 2.
Proceso de coinfiltración: infiltración intensiva 860 ℃ → difusión 860 ℃ → 830 ℃ enfriamiento (el enfriamiento adopta Jinyu Y35 - Ⅰ aceite de enfriamiento con clasificación isotérmica).
Mediante inspección, la circularidad del orificio interior se controla dentro de 0,10 mm, lo cual está calificado.
3. Se adopta el método de enfriamiento de alta frecuencia de acero 40Cr en lugar del enfriamiento por carburación 20CrMnTi para reducir la distorsión interna del engranaje.
El tamaño del engranaje interno de la cosechadora es φ315 mm (diámetro exterior), φ268,2 mm (diámetro interior) y 36 mm (ancho). El material utilizado es acero 20CrMnTi con un módulo de 4mm.
Los requisitos técnicos para el engranaje interno son los siguientes:
- La planitud de la cara del extremo grande después del tratamiento térmico debe ser inferior a 0,2 mm.
- La circularidad del orificio interior debe ser menor o igual a 0,3 mm.
- La profundidad de la capa de cementación debe estar entre 0,9 mm y 1,3 mm.
- La dureza del componente del engranaje debe estar entre 59 y 63 HRC.
(1) Proceso original y distorsión del anillo de engranaje.
Proceso original: mecanizado de desbaste → carburación → mecanizado de acabado → calentamiento secundario y enfriamiento.
Después del tratamiento térmico, la distorsión del orificio interior es grande y la redondez del orificio interior está entre 0,35 y 0,80 mm y la distorsión está fuera de tolerancia.
(2) Mejorar los resultados del proceso y de la inspección
Se seleccionó un material de engranaje mejorado con la aprobación del fabricante principal del motor. Se decidió adoptar acero 40Cr.
El material del engranaje se someterá a un tratamiento general de enfriamiento y revenido para garantizar la dureza (resistencia) del núcleo del engranaje, seguido de un enfriamiento de alta frecuencia de los dientes para evitar que la distorsión caiga fuera del rango de tolerancia.
Los nuevos requisitos técnicos para el material de los engranajes son los siguientes:
- La dureza del engranaje en bruto después del enfriamiento y revenido debe estar entre 269 y 289 HBW.
- La capa endurecida del engranaje después del calentamiento y enfriamiento de alta frecuencia debe estar entre 1 mm y 1,5 mm.
- La dureza de la superficie del diente debe estar entre 50 y 54 HRC.
Nuevo proceso tecnológico: mecanizado de desbaste de la pieza en bruto del engranaje → templado y revenido → mecanizado de acabado → templado de alta frecuencia.
Resultados de la inspección: a través de varias pruebas de mecanizado en frío y en caliente correspondientes, se ajustó el valor del parámetro m del engranaje interno antes del tratamiento térmico y se cumplieron los requisitos técnicos después del enfriamiento de alta frecuencia.
El uso de acero 40Cr para temple de alta frecuencia en lugar de temple por carburación 20CrMnTi también reduce el costo y el efecto es bueno después de la carga.
Método de corrección del anillo dentado distorsionado
El método de corrección para formar una elipse después de templar el anillo dentado es el siguiente:
(1) Método de corrección del punto caliente de elipse
El método de corrección de puntos calientes se basa en el principio de calentamiento y enfriamiento inmediato de la parte convexa del círculo exterior de la corona dentada (en el punto elíptico del eje largo), lo que la reduce mediante el efecto de contracción en frío. El punto caliente se puede solucionar calentándolo con una llama de oxígeno de acetileno o de oxígeno de propano.
(2) Operación específica
Específicamente, hay dos puntos calientes ubicados simétricamente en el diámetro exterior del eje largo de la elipse y un punto caliente en ambos extremos del diámetro interior simétrico del eje corto. Los puntos calientes deben enfriarse inmediatamente después del calentamiento, por ejemplo mediante refrigeración por agua.
Si la ovalidad es excesiva, se puede utilizar el método de contraataque de calentamiento para la corrección preliminar, seguido del método de corrección de punto caliente para una corrección adicional, lo que da como resultado un resultado satisfactorio.
Finalmente, el templado a baja temperatura debe realizarse a una temperatura entre 170 y 200 ℃ durante 1 hora, seguido de una nueva verificación.







