

Por qué es necesario el tratamiento térmico en el procesamiento mecánico
Esta es una buena pregunta que a menudo confunde tanto a los principiantes como a los profesionales experimentados. Hoy brindaré una explicación detallada de los requisitos de tratamiento térmico para el mecanizado.
Estos requisitos son en realidad un aspecto crucial del proceso de diseño, y cualquier ingeniero de diseño estructural mecánico debe tener un conocimiento sólido de ellos. Sin esta conciencia no se puede considerar a uno como un ingeniero de diseño cualificado, al menos no integral.
Comprender los requisitos de diseño del tratamiento térmico para una pieza se basa en la conciencia de los cambios en el uso y procesamiento del material y es una parte fundamental de una estructura de conocimiento sistemática.
Para empezar, primero debemos comprender los diversos métodos involucrados en el tratamiento térmico para el mecanizado de piezas. Nos centraremos en los métodos más frecuentes e importantes en el proceso de mecanizado para nuestro análisis.
Cuatro métodos de tratamiento térmico.
En el proceso de mecanizado utilizamos cuatro métodos principales de tratamiento térmico: recocido, normalizado, templado y revenido.
Analicemos cada uno individualmente.
01 recocido

Definición de tratamiento de recocido:
Un proceso de tratamiento térmico de metales implica calentar una pieza metálica a una temperatura alta específica durante un cierto período de tiempo y luego dejar que se enfríe de forma natural.
Su función principal :
- Reducir la dureza de las piezas y mejorar el rendimiento de corte;
- Eliminar la tensión residual de la pieza, estabilizar el tamaño, reducir la probabilidad de deformación y agrietamiento;
- C. Refinar los granos, ajustar la estructura y eliminar defectos del material;
- Uniforme la organización y composición del material, mejore las propiedades del material o prepárelo para procesos de tratamiento térmico posteriores.
02 N tratamiento normalizador

La definición de tratamiento normalizador:
Caliente las piezas metálicas a una temperatura alta específica durante un período de tiempo designado y posteriormente enfríelas utilizando métodos como pulverización de agua, pulverización, soplado, etc.
Este proceso se diferencia del tratamiento de recocido porque implica una velocidad de enfriamiento más rápida, lo que da como resultado una estructura del material más fina y propiedades mecánicas mejoradas.
Su función principal :
- Eliminar la tensión interna del material;
- Reducir la dureza del material y mejorar la plasticidad;
03 Tratamiento de enfriamiento

Definición de tratamiento de templado:
La pieza metálica debe calentarse a una temperatura superior a la temperatura crítica, Ac3 o Ac1, durante un período de tiempo específico para lograr una austenitización total o parcial.
Posteriormente, la transformación de martensita se puede iniciar enfriando rápidamente la pieza metálica a una temperatura inferior a Ms, utilizando una velocidad de enfriamiento mayor que la velocidad de enfriamiento crítica.
Su función principal :
- Mejorar enormemente la rigidez, dureza, resistencia al desgaste y resistencia a la fatiga de las piezas;
- Conocer las propiedades físicas y químicas de resistencia ferromagnética y corrosión de determinados aceros especiales.
04 T tratamiento emperador

Definición de tratamiento de templado:
Esto se refiere a un método de tratamiento térmico en el que el acero templado o normalizado se sumerge en una temperatura inferior a la temperatura crítica durante un cierto período de tiempo y luego se enfría a una velocidad específica para aumentar la tenacidad del material.
Su función principal :
- Eliminar la tensión residual generada durante el enfriamiento de la pieza para evitar deformaciones y grietas;
- Ajustar la dureza, resistencia, plasticidad y tenacidad de la pieza para lograr mejores requisitos de rendimiento;
- C. Organización y tamaño estables, garantizar la precisión;
- Mejorar el rendimiento del procesamiento.
Lo que se debe observar en la aplicación práctica.
¡Atención! Los siguientes conocimientos principales son sobre recocido, normalizado y revenido:
El recocido y la normalización son intercambiables y pueden usarse en sustitución, especialmente cuando la dureza de la pieza obtenida después del tratamiento no es alta, sin afectar su rendimiento de procesamiento. Sin embargo, es aconsejable priorizar el tratamiento normalizador, ya que tiene un ciclo de procesamiento más corto y menor costo.
El templado se utiliza a menudo junto con el enfriamiento o la normalización. Su finalidad es limpiar las tensiones residuales que quedan en las piezas tras el temple y normalización. Estos procesos aumentan la dureza de las piezas, lo que puede provocar elevadas tensiones residuales. Durante el proceso de templado, las piezas pueden volverse quebradizas, lo que requiere un templado para corregir el problema y cumplir mejor con los requisitos de uso.
Requisito del ingeniero de proyecto
Como ingeniero de diseño mecánico, a la hora de diseñar piezas que requieran tratamiento térmico, debemos cumplir los siguientes requisitos:
- Eliminar la tensión de fundición del material; el objetivo es obtener un tamaño más estable y una precisión de procesamiento;
- Mejorar el rendimiento de corte de piezas, cuyo objetivo es procesar de manera más eficiente, la calidad del proceso y el costo de procesamiento en el proceso de procesamiento de piezas;
- Mejorar la rigidez, dureza y resistencia al desgaste de las piezas.
Nuestros requisitos de tratamiento térmico para la mayoría de las piezas se basan en los tres aspectos principales mencionados anteriormente. Por lo tanto, para satisfacer sus necesidades, sólo necesita utilizar los siguientes cuatro métodos de tratamiento térmico.
Consideremos un ejemplo de una base diseñada para un centro de mecanizado vertical. Seleccionamos hierro fundido gris HT300 como material. El flujo del proceso de fabricación es aproximadamente el siguiente:
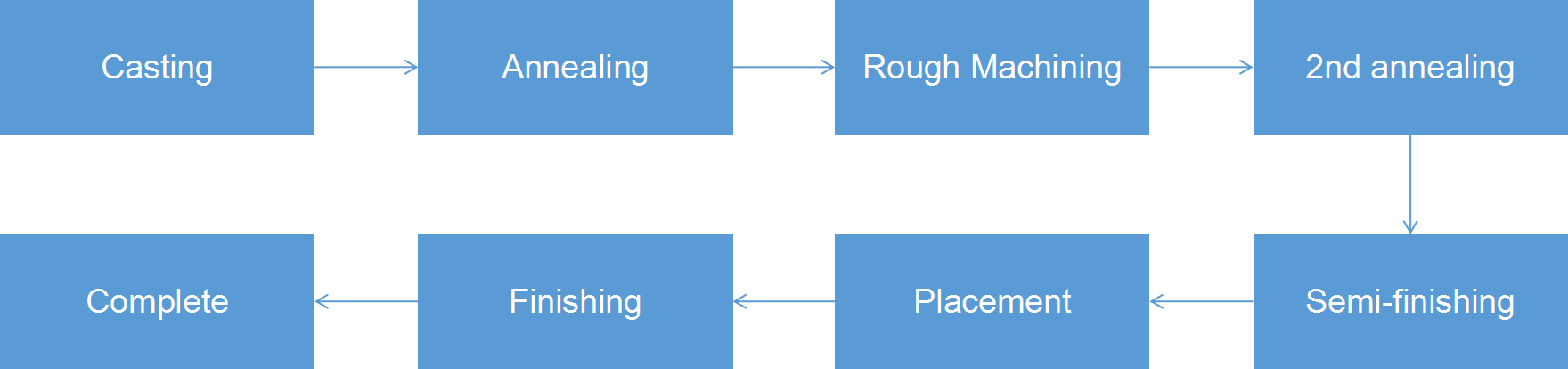
R. Después de obtener el molde, lo primero que debemos hacer es recocer.
El propósito del recocido es eliminar tensiones internas residuales en las piezas fundidas y mejorar el rendimiento de corte de las piezas. Sin embargo, algunos fabricantes optan por no recocer sus productos para ahorrar costes. En cambio, pueden extender el tiempo de enfriamiento de la pieza fundida para eliminar parcialmente la tensión interna. Aunque este enfoque puede ser oportunista, no sigue el método formal. Según el procedimiento adecuado, la pieza en bruto debe recocerse.
B. El siguiente es el difícil proceso mecánico del papel.
El proceso de desbaste de piezas no requiere un estricto cumplimiento de las especificaciones de tamaño, por lo que la fábrica utiliza fresas de gran tamaño.
Durante el proceso de corte, el impacto del cortador sobre la pieza de trabajo crea un cierto nivel de procesamiento de vibración, que también es un proceso de liberación de tensión. Sin embargo, también puede tratarse de un proceso de retensado y, como resultado, se realiza un segundo tratamiento de recocido de la pieza.
Tratamiento de recocido secundario CS .
El objetivo de este tratamiento sigue siendo el mismo que el anterior, que es estabilizar la estructura del material, mejorar el rendimiento de corte y eliminar tensiones internas en la pieza.
Es crucial garantizar que las tolerancias dimensionales y de forma de las piezas permanezcan constantes después del procesamiento, en lugar de cambiar con el tiempo. Sin embargo, en realidad, la precisión dimensional y la tolerancia de forma de las piezas procesadas cambian con frecuencia, lo que lleva a un rendimiento deficiente de las máquinas herramienta de alta precisión en los países en desarrollo. Esta inestabilidad es una razón fundamental detrás de este problema.
En las décadas de 1970 y 1980, la estabilidad del material de las piezas básicas de las máquinas era relativamente mejor, ya que se sometían a un tratamiento de recocido secundario regular junto con un tratamiento de envejecimiento natural. Durante el tratamiento de envejecimiento natural, las piezas fundidas se dejaron al aire libre durante más de seis meses. En aquella época, debido a la capacidad de producción limitada, se podía garantizar al máximo la estabilidad del material, mientras que ahora este enfoque parece obsoleto.
La producción de productos de alta calidad suele ir asociada a mayores costes.
D. Piezas semi decorativas.
Debido a que la etapa de semiacabado de una pieza implica un corte mínimo, normalmente no se genera una tensión de mecanizado excesiva durante el proceso. Sin embargo, si la pieza requiere una alta precisión dimensional y una estricta tolerancia geométrica, recomendamos dejarla reposar antes de terminar.
Este periodo de reposo permite que la pieza libere parte del estrés de forma natural, asegurando la estabilidad del producto final. Desafortunadamente, muchas personas pasan por alto este paso crítico y el proceso de mecanizado a menudo se simplifica para lograr eficiencia a expensas de la calidad.
E. Proceso de acabado de piezas.
Después de un cierto período de tiempo, el material componente se volvió relativamente estable.
Durante la fase de acabado, es fundamental evaluar las habilidades del operador.
En muchos casos, la precisión del acabado no sólo depende de la precisión de la máquina herramienta, sino que también puede verse influenciada por el método de sujeción.
Especialmente en el caso de piezas que carecen de resistencia y rigidez, se debe prestar más atención a la fijación.
Evite utilizar fuerza excesiva para comprimir la pieza de trabajo.
Si la pieza se deforma durante el mecanizado, volverá a su estado original una vez que se suelte la abrazadera, lo que provocará un cambio en la precisión del procesamiento.
Por eso, durante el proceso de acabado, la fuerza de sujeción es especialmente importante y es también el secreto de muchos expertos.
Conclusión
El texto anterior comparte la aplicación de los procesos de tratamiento térmico involucrados en el mecanizado de una pieza. Existen muchos procesos similares, como el temple y la carbonitruración. Acumular estas experiencias es crucial para un ingeniero de diseño mecánico calificado.
A pesar del creciente rendimiento de los equipos de control numérico y la mayor automatización, el conocimiento mecánico tradicional sigue siendo esencial. Este conocimiento sirve como base para hacer un buen uso de las tecnologías avanzadas. El camino hacia el progreso tecnológico es gradual y requiere una implementación paso a paso.







