
Chipbreaker
Need and purpose of chip breaking
Continuous machining such as turning ductile metals, unlike brittle metals such as gray cast iron, produces continuous chips, which leads to handling and disposal problems. Problems become acute when ductile but strong metals such as steels are machined at high cutting speed for high MRR by carbide or ceramic inserts with flat rake face. The continuous hot chip with sharp edges that comes out at very high speed:
- It becomes dangerous for the operator and other people working nearby.
- May harm the finished surface by getting caught in rotating work.
- Creates difficulties in chip disposal.
Therefore, it is essentially necessary to break these continuous chips into small regular pieces to:
- Worker safety.
- Prevention of product damage.
- Easy chip collection and disposal.
Chip breaking is done properly also with the additional purpose of improving machinability by reducing the chip-tool contact area, cutting forces and crater wear of the cutting tool.
Chip breaking principles
In terms of convenience and safety, short-length closed coil chips and half-turn coma chips are ideal for high-speed machining of ductile metals and alloys.
Chip breaking principles and methods are generally classified as follows:
Auto chip breaking – This is achieved without using a separate chip breaker, either as an accessory or as an additional geometric modification of the tool.
Forced chip breaking – This is accomplished through additional tool geometric features or devices.
a) Self-breaking of chips
Ductile chips often become curled or tend to curl (like a clock spring), even when machining with tools with a flat rake surface, due to the unequal flow speed of the chip on their free and generated (frictioned) surfaces and the temperature and unequal cooling rate in these two. surfaces. As the cutting speed and rake angle (positive) increase, the radius of curvature increases, which is more dangerous.
In case of oblique cutting due to presence of rake angle, restricted cutting effect etc., the rolled chips deviate laterally resulting in helical winding of chips. Curled chips can self-break:
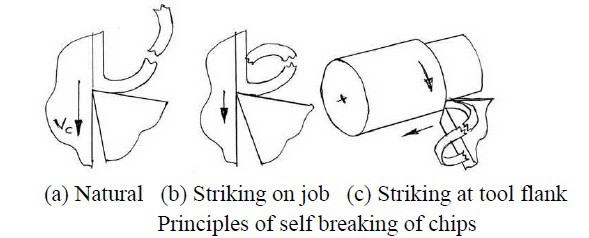 self-breaking chips
self-breaking chipsb) Forced chip breaking
Hot continuous chipping becomes hard and brittle at a distance from its origin due to hardening and cooling. If the running chip is not sufficiently curled and work hardened, it may not break. In this case, the running chip is forced to bend or curl so that it breaks into pieces at regular intervals. These broken chips are regular in size and shape depending on the chipbreaker configuration.
Chipbreakers are basically of two types:
Built-in circuit breakers are in the form of a step or groove on the slope surface near the cutting edges of the tools. These chip breakers are provided:
After manufacturing – in the case of HSS tools such as drills, milling cutters, broaches, etc. and welded carbide inserts.
During their manufacture by powder metallurgical process – for example, disposable inserts from carbides, ceramics and cermets.
General effects of chip breaking
Favorable effects:
- Safety of operator(s) against hot, sharp and continuous chips coming out at high speed.
- Convenience of chip collection and disposal.
- The chance of damage to the finished surface by tangling or rubbing against the chip is eliminated.
- More effective cutting fluid action due to shorter and more variable tool contact length with chips.
Unfavorable effects:







