
Do not turn on the bending machine when installing the punch and die.
Steps to install the punch and die:
Remove any burrs, burrs or impurities from the die and die mounting surface.
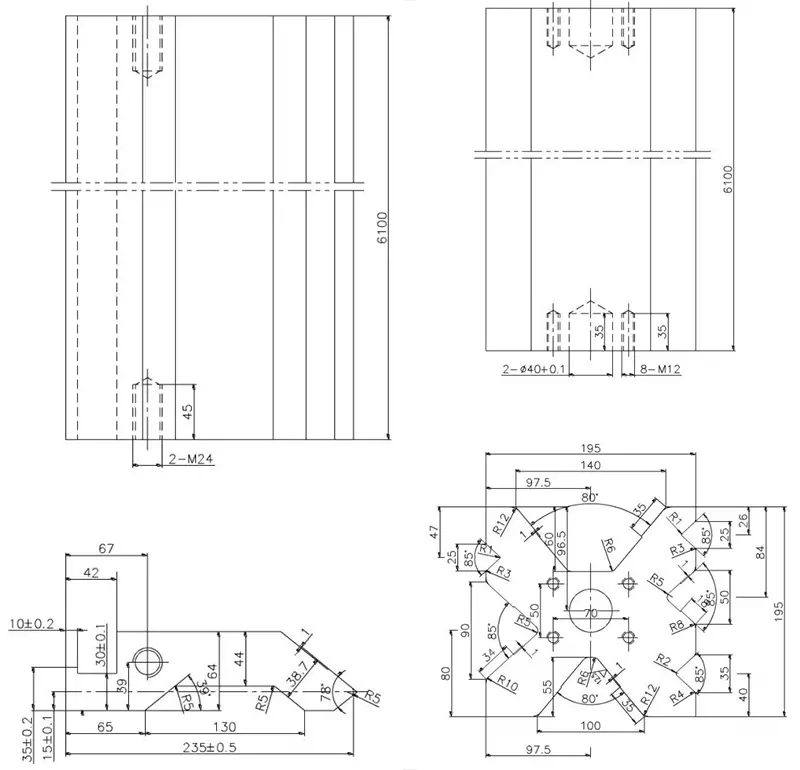
Adjust the top dead center position of the ram according to the selected die height and install the upper and lower dies.
After mold installation, adjust the hydraulic system pressure to 3.5Mpa through computer programming.
Turn on the press brake and press the switch (button) on the operating station to make the ram descend and control it into an appropriate position so that there is a certain space between the punch and the die. Then turn it off.
Check that the punch and die are aligned, that is, that the gaps a and b are equal along the entire length. Otherwise, adjust the lower dies with screw c (see details in the figure below).
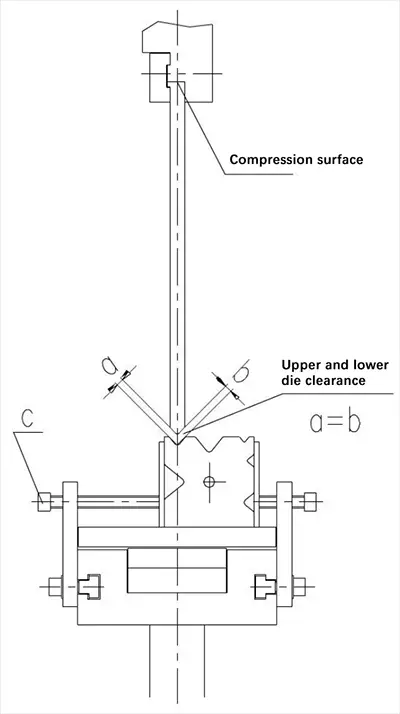
Tighten screws c while pressing.
Turn on the machine and press the switch (button) on the operating station to make the ram descend, close and pressurize the punch and die (3.5Mpa). Check if there is any play between the ram and the upper punch.
Press the return switch on the operating station to return the ram to top dead center.
Use computer programming to adjust and restore the original hydraulic system pressure.
Attention:
Regularly check the mold fixing screws. When replacing the mold, place it carefully on the shelf next to the machine so as not to damage the mold.
When not in use at night or for an extended period, lower the ram onto the flat plate.
When bending, always remember the maximum permissible load of the machine and die, as well as the maximum permissible load per unit length!







