Welding defects are very common problems that arise due to inadequate quality control and assurance. Furthermore, incorrect practices, unskilled workers, etc. are also the main reasons for welding defects.
Let's take a look first What is welding?
According to Oxford, welding is defined as the joining (of metal parts) by heating the surfaces until they melt with a welding gun, arc or other means and then joining by pressure, hammering, etc.
Why do we have to weld?
Welding is very important for many industries. Most manufacturing processes are carried out by welding steel structures. We use screws on special occasions and welding in most places.
Now let's discuss the nature of welding defects.
Welding defects
The following types of defects mainly occur.
- Undercut
- Slag inclusions
- Incomplete penetration
- Lack of fusion
- porosity
- Hydrogen, heat affected zone or cold cracking
- Solidus, solidification of the weld metal or hot cracking
- lamellar crack
Let's discuss each type of defect in detail.
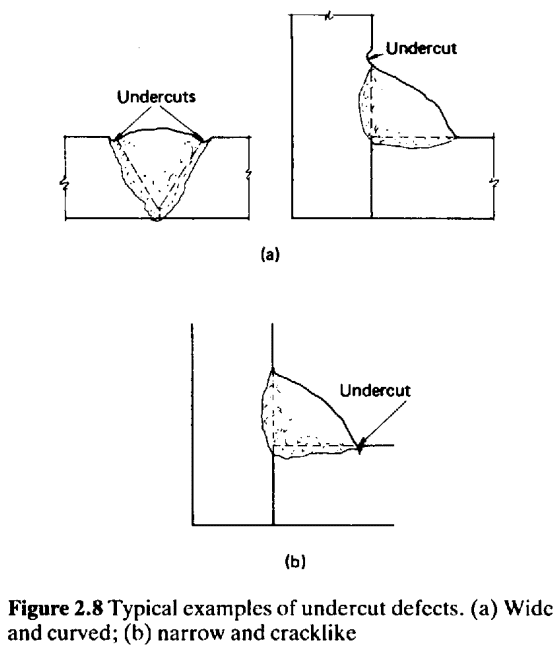
Undercut
It is a welding defect that reduces the cross-sectional thickness of the base material. This reduces the cross-sectional capacity.
The main reasons for the reduction are as follows.
- Excessive current or heat causing the edge of the base metal to melt and drain into the weld.
- Poor welding technology, e.g. B. insufficient filler metal.
- Using an incorrect filler metal that causes a temperature gradient between the center of the weld and the weld surface.
- Incorrect electrode angle
- Using a moistened electrode
- Excessive arc length
- Slow speed


Slag inclusions
Slag inclusions in the weld seam significantly reduce its strength if the metal filling material contains a high proportion of slag.
Slag is non-metallic particles from welding flux. It gets stuck in the weld seam due to incorrect welding procedures. This type of welding defect is common, but the amount of slag in the weld reduces the strength of the weld.


Some of the important aspects related to plate inclusions are as follows.
- Plate inclusions occur during multilayer welding. Inadequate cleaning between passes causes slag to accumulate in the weld. A higher continuous cross section with slag reduces weld strength.
- Incorrect welding procedures can cause plaque to build up in the weld seam.
- Furthermore, if welding is carried out in a very narrow space, slag may accumulate.
- If the welding work is carried out by a specialist, plate inclusions can be avoided if he welds very carefully.
Incomplete penetration
After filling, changes may occur if the cut is not filled with weld metal. This can be observed during multiple welding operations.


Below are some important facts about incomplete penetration welding defects.
- This can cause the current used for welding to be too low.
- Too small an electrode inclination angle also leads to this type of defect.
- Geometric problems, for example, an electrode that is too large in relation to the weld pool.
- Too small a root gap can lead to cavity formation. It is very difficult to correct defects of this type.
Lack of fusion
These defects are welding defects that are less serious than lack of penetration.
This defect is a lack of connection between two welds or a lack of connection between the weld and the base material.


- This defect may arise due to lack of penetration
- Rust infestation
- Connecting surface milling scale
porosity
Weld seam porosity is caused by gas trapped in the weld seam. This type of defect can reduce the strength of the weld depending on the number of cavities in the weld.
- Porosity is caused by the solubility of the weld pool gas, which decreases as it cools.
- Generally the cavities are spherical. However, they can also be elongated and take on different shapes.
Hydrogen, heat affected zone or cold cracking
This type of crack occurs in the heat-affected area.
- This type of cracking occurs when the temperature of the heated zone drops below 300°C. 0C
- These cracks may not appear until some time after welding.
- These types of cracks generally occur during the structure's use phase.
The main reasons for the formation of this type of cracks are as follows.
- The cooling rate of the welded metal affects the material properties. Depending on the curing speed, the material may lose ductility.
- Moisture entrapment due to the introduction of hydrogen into the welding arc zone or contamination by hydrocarbons.
- Formation of microscopic high pressure cavities in the weld through the introduction of the hydrogen welding arc zone.


Key parameter to consider to avoid cracks in welds.
- Material composition
The ductility of the material depends on the carbon equivalent value. This must be maintained at an acceptable level.
According to general standards, there is a significant risk of hydrogen cracking with a carbon equivalent value of 0.41% and/or a sheet thickness of 30 mm. To avoid cracking, necessary precautions must be taken.
- Hydrogen Level
- Cooling rate
- Inhibits
Solidus, solidification of the weld metal or hot cracking
Such welding defects significantly reduce the strength of the weld seam. This involves the formation of longitudinal cracks along the weld seam.
Cracking can occur soon after the weld metal solidifies. The crack pattern is shown in the figure above.
Below are some important factors that can lead to the occurrence of this type of welding defects.
- The intermediate zone of the weld is the zone that hardens last.
- As most contaminants have a lower melting point, these materials accumulate in these areas. This can cause cracking.
- Even after solidification, the weld continues to cool and contractions occur. Weak areas of the weld can crack due to these contractions.
Lath Crack
These defects are caused by the metal rolling process and the shrinkage stress that occurs after welding. This is very important when designing welded joints.
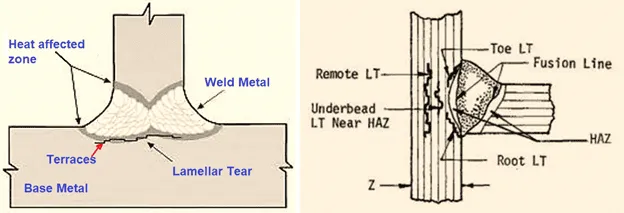

It runs as a crack in the base metal parallel to the base metal plate and the weld boundary.
The reasons for this are tensile stresses that arise in the thickness direction of the base metal, as well as inferior base metal materials with a high level of impurities and inclusions parallel to the metal surface.
Lamellar fissures usually occur internally and can be observed visually.
Reference to the article: Book – Steel construction connections
Below are some of the articles related to steel structure design.
- Single angle design for tensile stress according to EC3
- Dimensioning of screw connections according to Eurocode 3
- Practical example of constructing a single-angle section
- Design of metallic pillars according to EC3 – worked example
- Steel column design according to Eurocode 3
- Worked example of constructing a steel beam (universal beam)
- Bending and torsion (theory and calculation)
- Steel beam construction to BS 5950
- UB section classification according to BS 5950







