
Why is laser wire fill welding necessary?
Compared with traditional welding methods, laser welding has significant advantages, including low heat input, fast welding speed, small heat-affected zone and minimal thermal distortion.
In recent years, laser welding has been widely used in high-tech industries such as automotive, shipbuilding, nuclear power and aerospace, and with the decreasing cost of complete equipment, its application in daily hardware products and other related fields is increasing rapidly.

However, single laser welding also has some shortcomings and cannot fully meet the increasingly diverse demands.
Firstly, strict assembly clearance is required for single laser welding of the solder joint, generally less than 0.2mm, otherwise a good connection may be difficult to achieve.
Secondly, single laser welding is prone to causing weld cracks when welding materials with high sensitivity to weld cracks and cannot adjust the weld composition to control crack generation.
Thirdly, when welding thick plates using single laser welding, an ultra-high power laser is required, and its melting ability completely depends on the upper limit of laser power, which cannot fully guarantee the quality of the weld.
In order to meet the development demands in various industries, laser welding methods have also been improved and developed, such as the laser wire filler welding method that this article discusses.
Laser wire fill welding is developed on the basis of single laser welding and has obvious advantages over it:
① Significantly reduces the assembly requirements of the workpiece, because the addition of welding wire in the welding process will greatly increase the molten metal of the weld pool, fill larger gaps between welds, and make the weld more complete.
② The organization and performance of the welding area can be controlled. The composition of the welding wire is different from that of the base material of the welded joint. After the welding wire is melted into the weld pool, the quality, composition and proportion of the weld pool can be adjusted to control the solidification process and the formation of microstructures.
③ The line power input is small, and the heat-affected zone and thermal deformation are small, which is very beneficial for welding parts with strict deformation requirements.
④ It can achieve welding of thick materials with small laser power. By adding welding wire in the welding process, it can realize multi-pass welding and the molten metal of the weld pool will increase significantly. This can be used to deal with the opening and breaking of the solder joint, thereby reducing the actual laser welding thickness of the welding and achieving multi-pass laser wire filling welding of thick plate materials.
The difference between laser wire fill welding and wire feed laser brazing
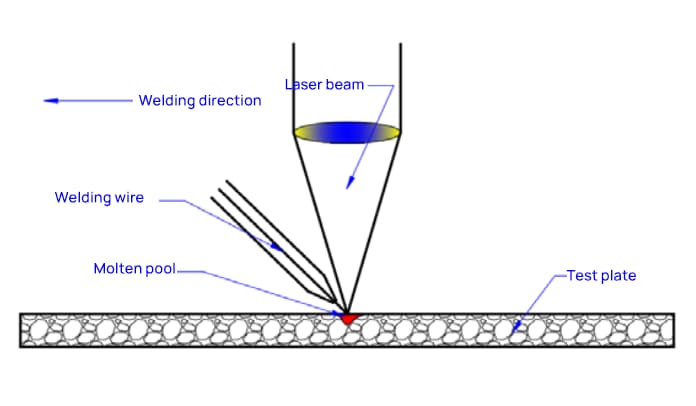
Laser wire fill welding is shown in Figure 1, which is different from wire feed laser brazing shown in Figure 2.
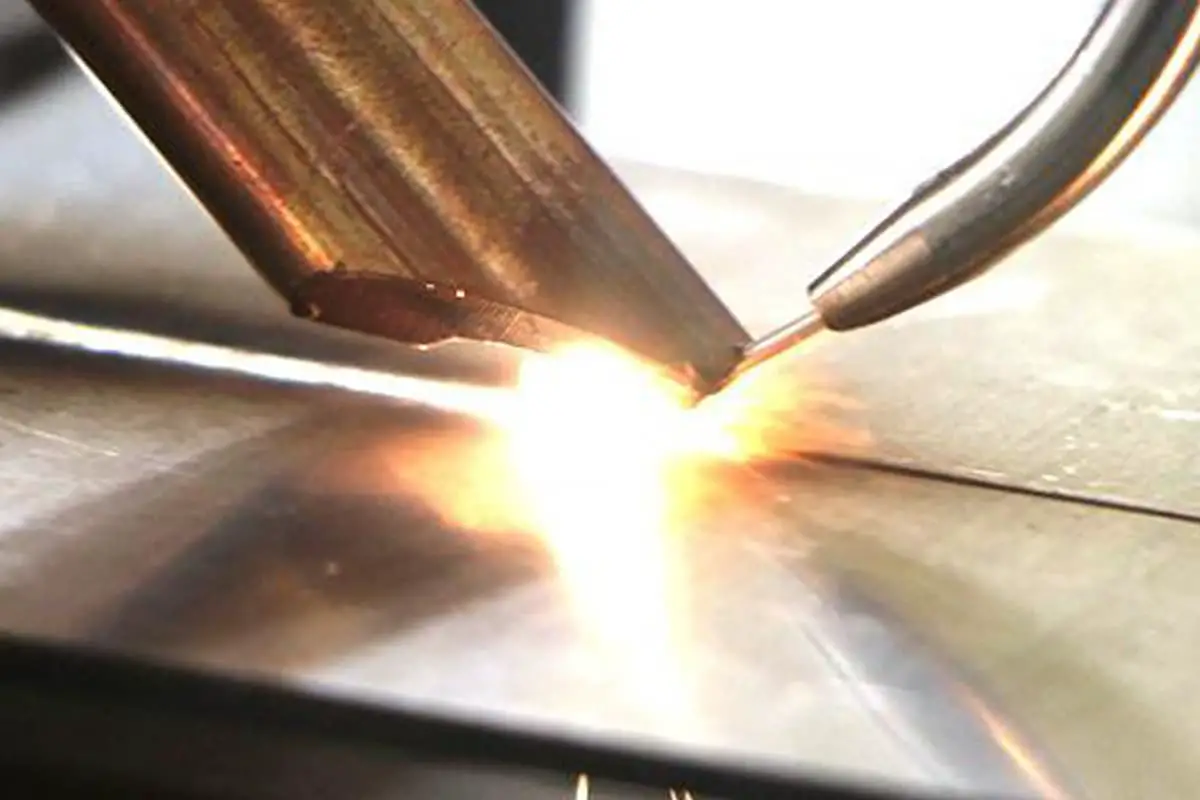
The basic elements of both welding methods are the same, consisting of a laser beam, welding wire and workpiece to be welded.
The addition of shielding gas depends on actual needs.
The main equipment involved includes wire feeder, welding machine, wire feeding torch, welding head and high-power laser.
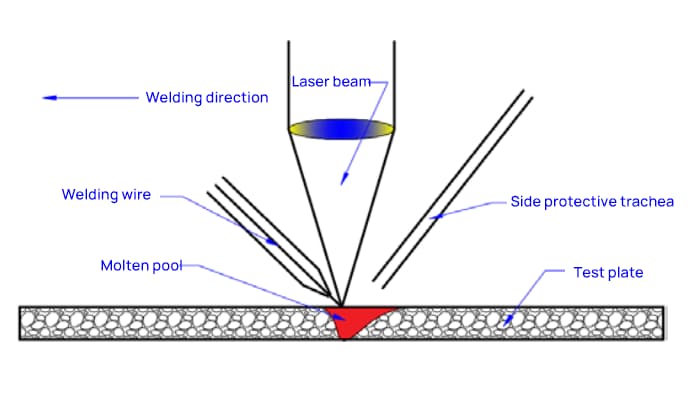
Although the two welding methods have almost no differences in external form, they have significant differences in essence. For laser wire filler welding, high-power fiber laser is generally used.
The laser not only needs to melt the welding wire, but also melt the base material and form a small hole effect unique to laser deep penetration welding in the base material, forming a deeper weld pool.
The composition and proportion of elements in the mixing mixture formed by thoroughly mixing the components of welding wire and base metal are significantly different from those of welding wire and base metal.
Therefore, suitable welding wire can be chosen according to the performance defects of the base material itself and added to the welding process in order to achieve the desired improvement at the microcosmic level of crack resistance, fatigue resistance, corrosion and wear resistance of the welding seam.
Furthermore, laser wire fill welding can be stacked with multi-pass welding because deep penetration welding with small hole effect can be achieved, which allows sufficient fusion of the upper and lower two welding passes and can avoid severe defects from incomplete fusion, thus having the ability to weld thick joints.
For wire-fed laser brazing, high-power semiconductor laser is generally used. Almost all of the laser energy acts on the welding wire, and only a small amount of laser melts a small amount of metal on the surface of the welded joint. The weld pool is almost formed by the melted welding wire.
Therefore, the welding performance mainly depends on the element composition and welding wire aspect ratio, as well as the spread and combination of the molten welding wire in the welding joint. The main purpose of wire-feed laser brazing is to achieve a certain connection strength and sealing performance of the welded joint.
Furthermore, wire feed laser brazing cannot be stacked with multiple passes, and its upper and lower two welding passes cannot achieve sufficient and effective fusion. The mechanical performance of the joint is very poor.
Laser Wire Fill Welding Applications
With the development of laser wire fill welding technology and the improvement of the upper limit of laser power, the application range of laser wire fill welding is becoming increasingly wider, mainly in the following aspects:
Aluminum Alloy Laser Wire Filler Welding
Generally, because aluminum alloy has high laser reflectivity and high thermal conductivity, the laser power required for laser welding of aluminum alloy is relatively high, which may cause serious evaporation and burning of low boiling point elements (such as Mg, Zn, etc.). ) in aluminum alloy, as well as low surface tension of the weld pool, affecting the solidification characteristics of the weld.
These reasons can lead to many problems in laser welding of aluminum alloys, such as poor mechanical properties of the welded joint, poor weld formation, and serious pores and cracks.
However, laser wire filler welding of aluminum alloy can significantly improve these problems:
① Laser wire filling welding can improve the depression on the weld surface and effectively improve the weld formation, and the welding process has a small amount of spatter.
② The addition of welding wire can not only affect the crystalline orientation of columnar crystals in the weld, weaken the crystal interface generated by the relative growth of columnar crystals in the center of the weld, improve weld formation, but also increase the absorption rate of the laser material, increase the melting width and slightly reduce the microhardness.
Furthermore, under optimized process parameters, joint tensile strength and elongation can be significantly improved.
③ Proper welding process parameters can obtain a weld joint with no significant internal defects, microhardness greater than HV60, and no significant softening in the HAZ area of the weld joint. Fracture in the tensile test occurs in the area of the original material.
Laser wire filler welding of dissimilar metals
In some severe working environments or for cost reasons, it is often necessary for a part to simultaneously possess multiple special properties, such as corrosion resistance, high specific strength, heat resistance, wear resistance, high conductivity, good heat dissipation , etc.
However, most metallic materials cannot possess multiple prominent special properties at the same time.
Furthermore, metals with special properties are often scarce and expensive, and cannot be used in large quantities.
Therefore, if multiple materials with special properties can be effectively connected, it can meet usage demands.
The physical and chemical properties of different metal materials often differ significantly, and inevitable intermetallic compounds will be formed during the welding process.
The influence of intermetallic compounds on the performance of the welded joint is significant, and brittle intermetallic compounds can easily cause weld cracks.
Therefore, direct single laser welding of dissimilar metal joints is very difficult, and the stability of the process is difficult to control and the reproducibility of the process is difficult.
Many scholars and experts have found that using laser wire filler welding to weld dissimilar metals is relatively effective.
Properly selected filler wire can have a certain inhibitory effect on the formation of intermetallic compounds, which can significantly improve the mechanical properties of the welding joint:
①Laser wire filler welding of Mg/Cu lap joint can obtain a good-shaped dissimilar metal joint with certain strength under appropriate process parameters, and its maximum shear strength can reach 164.2 MPa, which is 64% of the strength of magnesium alloy base material.
② Research on the welding of Al/Ti lap joints and butt joints shows that using a rectangular beam, the welding process is stable, the formation is beautiful, the range of process parameters is wide, the weld quality is high and its maximum tensile strength reaches 94% of the strength of the aluminum alloy base material.
Improving weld formation
For workpieces with load-bearing purposes, if the welded joint collapses, it will reduce its effective thickness and decrease its mechanical properties.
If the welded joint has a sharp edge, it will cause stress concentration at the edge of the welded joint, which will also reduce the mechanical properties.
For workpieces with appearance requirements, the collapse or cutting edge of the welded joint will produce serious visual effects, which is unacceptable. To make the solder joint complete and smooth, laser wire filler welding is a very good method.
Adding welding wire to the weld pool can effectively increase the volume of the weld pool, thus ensuring a complete and smooth weld joint without sharp edges.
For workpieces with large joint gaps (generally ≥0.3mm), single laser welding is difficult to obtain an effective connection, and the joint gaps can only be filled by filling additional materials.
Therefore, laser wire fill welding is a very effective solution.
Narrow Gap Laser Wire Filler Welding
Narrow gap laser wire fill welding can be used to achieve effective welding of medium thickness plates using medium and small power laser welders.
By adding welding wire, the composition and microstructure of the weld metal can be changed, which can improve the comprehensive performance of the welding joint.
At the same time, it can also improve the adaptability and fault tolerance of single laser welding in the groove gap, and the heat-affected zone of welding is narrow with lower stresses on post-welding joints.
Therefore, it has great application value in engineering, and many experts and scholars have conducted relevant research in recent years:
① The narrow gap laser wire feed multi-pass welding method was used to weld 40mm thick Q345D marine steel plate, and the results showed that appropriate welding process parameters can obtain a well-formed welding joint , without defects such as porosity and lack of fusion.
The impact resistance at the center of the weld joint was good, and the tensile strength of the weld was higher than that of the base material.
② The narrow gap laser wire feed multi-pass welding method was used to weld 50mm thick rotor steel, and the results showed that appropriate welding process parameters can obtain a well-formed welding joint without defects , such as lack of fusion in the side wall.
The impact resistance of the gasket was slightly reduced, but its tensile strength was higher than that of the base material.
③ A study of narrow gap laser wire fill welding of 20mm thick 5083 aluminum alloy showed that with appropriate welding process parameters, welding joints with fewer defects such as porosity and lack of fusion could be obtained.
Application Cases and Suggestions for Equipment and Process Parameters
1. Application cases
Improved weld seam formation
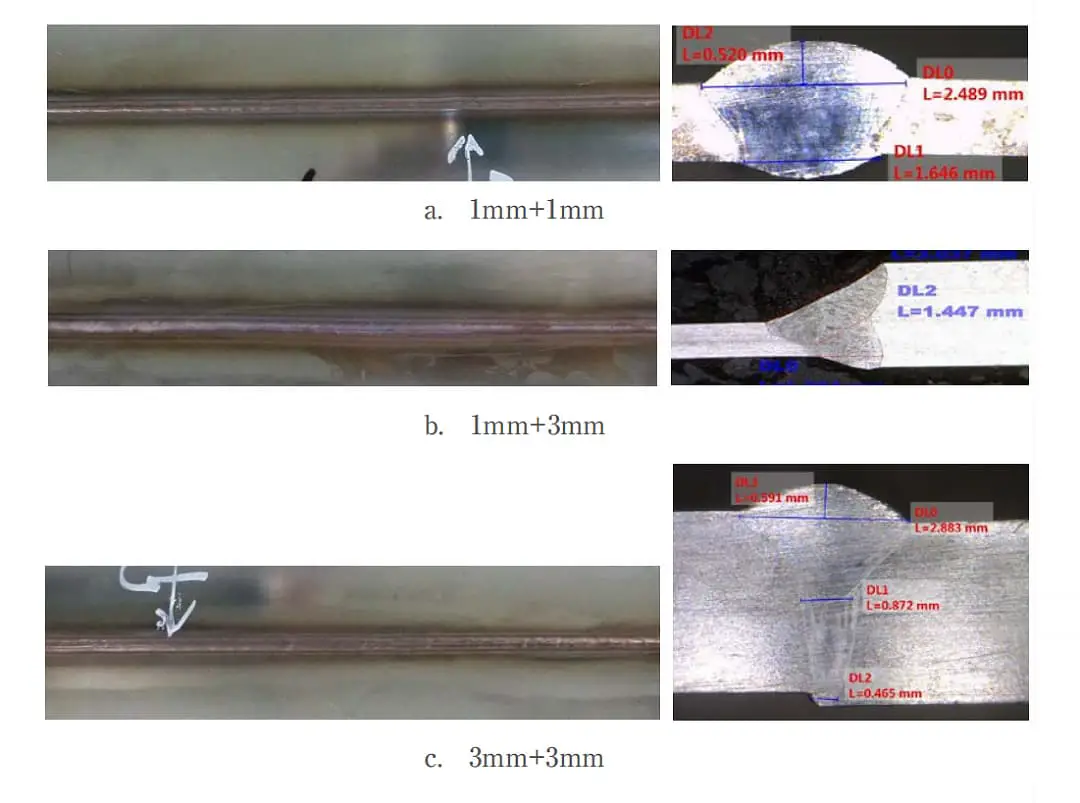
Requirements: Welding 1mm and 3mm stainless steel without pores in the weld seam and with good conformation.
Equipment: 4000W laser (fiber core diameter 200μm), wire feeder, welding head.
Process parameters: as shown in Table 1.
table 1
| Joint Thickness (mm) |
Laser Power (W) |
Welding speed (mm/s) |
Wire feed speed (m/min) |
Blur Amount (mm) |
| 1mm+1mm | 2500 | 35 | 1.2 | +5 |
| 3mm+3mm | 1000 | 25 | 1.0 | +5 |
| 1mm+3mm | 3100 | 35 | 1.5 | +5 |
Results: Good conformation without pores in the weld, as shown in Figure 3.
Narrow Gap Laser Fill Multi-Pass Welding
Requirements: Welding 18mm thick Q345 shipbuilding steel plate with few pores in the weld seam, no lack of fusion, joint tensile strength superior to the base metal and good weld seam formation.
Equipment: 6000W laser (fiber core diameter 400μm), wire feeder, welding head.
Process Parameters: The welding groove must be opened and the dimensions of the groove are shown in Figure 4. Other welding process parameters are shown in Table 2.
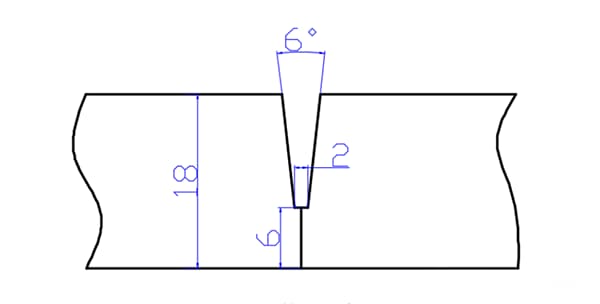
table 2
| Welding sequence | Laser Power (W) |
Welding speed (mm/s) |
Wire feed speed (m/min) |
Blur Amount (mm) |
| 1 | 6,000 | 20 | 4 | +4 |
| two | 5,000 | 20 | 6 | +10 |
| 3 | 5,000 | 20 | 6 | +10 |
| 4 | 5,000 | 15 | 6 | +10 |
| 5 | 6,000 | 15 | 6 | +10 |
Results: Good conformation without lack of fusion and minimal pores in the weld, as shown in Figure 5.
Furthermore, after carrying out a tensile test, the weld bead fractured at the base metal, indicating that the tensile strength of the joint was greater than that of the base metal.

2. Suggestions for equipment and process parameters
Improvement of weld seam formation and quality
For laser filler wire welding of materials commonly used for butt joints, in order to improve the formation of the weld seam, it is generally recommended that the laser power and fiber core diameter, and the configuration of the welding head guarantee a focused spot diameter between 0.4 mm and 0.6 mm.
In addition, the appropriate wire type must be selected, and other welding parameters are shown in Table 3 and Table 4.
Table 3: Carbon Steel and Stainless Steel Materials
| Welding sequence | Laser Power (W) |
Welding speed (mm/s) |
Wire feed speed (m/min) |
Blur Amount (mm) |
| 1mm | 1500~3000 | 25~40 | 1.0~2.0 | +3~+8 |
| 2mm | 2000 ~ 3500 | 25~35 | 1.0~2.0 | +3~+8 |
| 3mm | 3500~5000 | 20~35 | 1.5~2.5 | +3~+8 |
| 4mm | 4000~5500 | 20~35 | 2.0~3.0 | +3~+8 |
| 5mm | 5,000 ~ 6,500 | 20~35 | 3.0~4.0 | +3~+8 |
| 6mm | 6500~8000 | 20~35 | 4.0~5.0 | +3~+8 |
| >6mm | It is not recommended to use single-pass laser filler wire welding because the power requirement is very high and the deformation is significant. | |||
Table 4: Aluminum alloy materials
| Joint Thickness (mm) |
Laser Power (W) |
Welding speed (mm/s) |
Wire feed speed (m/min) |
Blur Amount (mm) |
| 1mm | 2,000 to 3,000 | 30~50 | 2.0~3.0 | 0~+3 |
| 2mm | 2,000 to 4,000 | 25~45 | 2.0~3.5 | 0~+3 |
| 3mm | 3,000 ~ 5,000 | 20~40 | 2.5~4.0 | 0~+3 |
| 4mm | 4,000 ~ 6,000 | 20~40 | 3.0~4.5 | 0~+3 |
| 5mm | 5,000 ~ 7,000 | 20~40 | 3.5~5.0 | 0~+3 |
| 6mm | 6,000 ~ 8,000 | 20~40 | 4.0~6.0 | 0~+3 |
| >6mm | It is not recommended to use single-pass laser filler wire welding because the power requirement is very high and the deformation is significant. | |||
Narrow Gap Laser Fill Multi-Pass Welding
For the thick plate in narrow gap laser fill multi-pass welding, it is generally recommended that the diameter of the focused spot is between 0.6mm and 1.0mm, and the appropriate wire type should be selected.
Furthermore, the dimensions of the joint groove must be designed reasonably, and the size of the groove cannot be too large, otherwise it may easily lead to lack of fusion within the weld seam. Recommended groove dimensions are shown in Table 5.
The number of welding passes should be determined based on the maximum joint thickness. The first pass must be welded using the maximum welding capacity of the equipment, and each subsequent pass must generally have a depth of 3mm to 5mm.
As for the welding process parameters used for each welding pass, they must be determined based on the required welding depth and the current welding pass width.
The amount of defocus should be increased moderately as the width of the welding pass increases to avoid lack of fusion at the sidewalls.
Table 5: Recommended Slot Shape and Dimensions
| Material thickness (mm) |
Groove shape | Blind edge height (mm) |
Bottom groove width (mm) |
Double Sided Groove Angle (°) |
| 10 | you | 4~6 | 2~3 | 5°~10° |
| 14 | you | 4~8 | 2~2.5 | 9°~5° |
| 18 | you | 4~10 | 1.5~2 | 8°~9° |
| 20 | you | 4~10 | 1.5~2 | 5°~7° |







