The main difference between fiber laser and CO2 laser welding lies in the absorption rate of laser energy.
(1) The fiber laser has a shorter wavelength, resulting in less plasma production and a higher, more concentrated energy density. However, this also means a higher utilization rate of laser energy and a higher recoil pressure of the metal vapor, making it difficult to strike a balance between penetration and non-penetration.
(2) On the other hand, CO2 laser welding has greater heat conduction loss power, leading to a greater inclination angle of the front wall of the small hole and a greater amount of plasma production. This helps balance and adjust the distribution and absorption of laser energy, making the process window between penetration and non-penetration wider.
The references are as follows:
- Fiber laser: wavelength 1.06μm, spot diameter 0.6mm
- CO2 laser: wavelength 1.06 μm, spot diameter 0.86 mm
Weld formation differs greatly between fiber laser and CO2 laser welding. Research suggests that these differences arise from the coupling characteristics between the laser wavelengths and the materials being welded.
In laser welding, the coupling strength between the laser and the material can be evaluated through the fusion efficiency.
A comparison of the melting efficiency of fiber laser and CO2 laser welding is provided below.
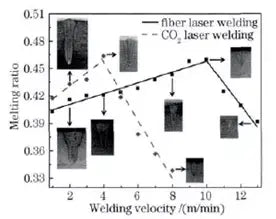
To calculate the fusion efficiency, the cross-sectional area of the weld is used. The calculation results are represented in the attached figure.
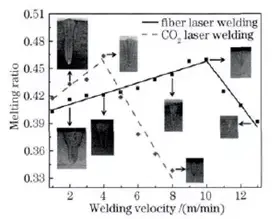
The fusion efficiency of fiber laser and CO2 laser welding experiences an initial increase before decreasing as welding speed increases. Peak melting efficiency for fiber laser welding occurs at a speed of approximately 10m/min, while for CO2 laser welding it occurs at a speed of approximately 4m/min.
The relationship between fusion efficiency and welding speed is related to the energy coupling behavior during laser welding.
According to the principle of conservation of energy, the total absorptivity (AK) of the deep penetration hole when exposed to the incident laser can be expressed as follows:
A K =(P F +P E S +Po+P I )/P
In the equation, P VE represents the power required for partial evaporation of the metal during welding, P ó represents the energy consumed by overheating the metal in the molten pool, and P i represents the power lost through heat conduction.
According to research, the laser welding evaporation mass (MeV) is very small and can therefore be ignored in the equation.
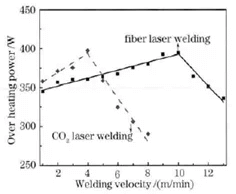
The variation pattern of the molten pool superheating power (P ó ) with welding speed is similar to the melting efficiency, but the proportion of the superheating power in relation to the total laser output power is relatively small.
A portion of the heat conduction power (P i ) that passes through the fusion front is used for plate fusion, while the remainder is lost to the base metal by heat conduction.
The power lost through heat conduction across the melt front can be expressed as follows:

In the equation, 2r 0 represents the width of the weld and S represents the cross-sectional area of the weld.
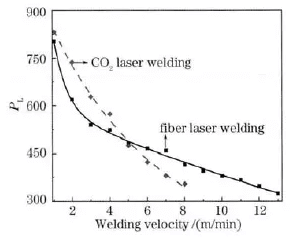
The relationship between P i and welding speed can be determined by substituting the product of the cross section and the weld fusion width, as measured in experiments, into the above formula. This is shown in the attached figure.
As seen in the figure, the power lost due to heat conduction decreases with increasing welding speed. This decrease is more pronounced at low welding speeds and becomes less significant at higher welding speeds.
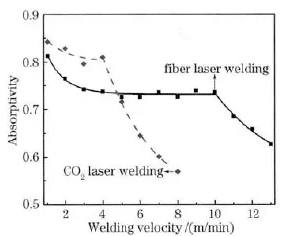
The relationship between the total absorptivity (AK) of the deep penetration hole and the welding speed for fiber laser and CO2 laser welding is shown in the attached figure.
As shown in the figure, the variation of total absorptivity with welding speed for the two laser welding processes is similar, starting with a slow decrease before decreasing rapidly.
However, the critical speed at which this transition from slow to fast decrease occurs is different for each laser welding process; occurs at 10m/min for fiber laser welding and 4m/min for CO2 laser welding.
The differences in total absorptivity between the two laser welding processes are related to the extent to which the entire laser beam enters the deep penetration hole. When the welding speed is low, the laser beam can completely enter the deep penetration hole, resulting in a less pronounced effect on the total absorption rate.
However, at higher welding speeds, the front part of the beam may no longer be able to vaporize the small hole front spot, preventing it from entering the hole and causing a rapid decrease in the total absorption rate of the incident laser.
Conclusion
Total absorptivity and heat conduction loss power are the main factors affecting melting efficiency. Based on the melting efficiency, it can be concluded that fiber laser welding is more suitable for medium to high speed welding when the welding process is similar, while CO2 laser welding is more suitable for welding of low speed.







