Press the brake
Press braking is the mechanical process of deforming the sheet material supported on a female die (“V” shape) by applying force through the punch.
Permanent deformation of the sheet metal part occurs along the contact line when the force exceeds the yield strength of the material.
There are two methods for generating the force required to bend sheet material:
- The most common method is by means of a flywheel and eccentric crank moving a sliding beam (ram). This is commonly referred to as a mechanical press brake.
- The preferred method is by hydraulic or hydromechanical force on the ram of the press brake. Hydraulic cylinders, attached directly to the press ram or by connection, convert the energy of pressurized hydraulic oil into mechanical force.
Related reading: What is a press brake?
After cutting, pressing is one of the easiest operations carried out with sheets and basically involves the cold plastic deformation of the sheet.
An essential requirement for bending is the flexural capacity of the material, i.e. its ability to be bent without cracking or breaking. This property requires good malleability and elongation, purity and low hardness. Mild steel with a low percentage of carbon (<0.2%) and low alloy steel (none of the added elements reaches 5%) have good bendability.
Thanks to the wide range of standard press brake tools and the very quick machine setup, the press brake offers the potential to obtain products with different characteristics to meet different needs.
This contrasts with deep stamping (e.g. of automotive components), which allows the production of an unlimited range of irregular shapes, but requires a lot of time and high costs to design and produce the necessary mold, with no possibility of modifying the results. .
Deep drawing is therefore convenient for producing large quantities, while pressing has a much wider use.
Pressing is carried out by placing a metal sheet between an upper and a lower tool (punch and die respectively); the punch is lowered towards the die and pushes the sheet into it, causing permanent plastic deformation.
With braking it is possible to obtain very complicated profiles by making bends in the correct sequence. Sheet metal is usually moved and positioned manually.
Air Bending
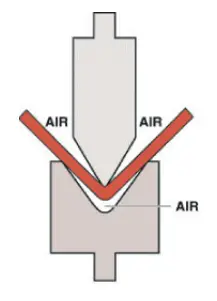
With air bending, the sheet is deformed into a three-point contact between the punch and the rounded shoulders of the die. The sheet material does not contact the sides of the die or punch.
Observation:
When the applied force is released, a partial elastic return occurs, due to the elastic properties of the material.
Typical air bending dies are configured with an included angle of 85 degrees so that the part can be over-bent, resulting in springback to the desired 90 degrees.
With air bending, the operator can form parts with different bend angles using the same set of dies for a given material thickness. This is achieved by controlling the penetration of the punch into the workpiece over the die.
Sharp dies with an included angle of 60 degrees can be used to bend sheet metal measuring parts to included angles greater than 60 degrees. The angle of the formed part is determined by the depth of penetration of the punch into the die.
Tonnage requirements for air bending are typically published for mild steel with specified tensile strength, material thickness, and die opening configuration. See Figure 2.2-1.
Bottom Fold
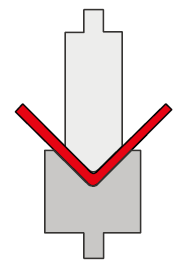
With bottom bending, the punch applies enough tonnage for the sheet material to conform to the geometry of the die set. With this method, the formed part should suffer little or no elastic return.
The angle included in the matrix is typically 90 degrees.
Typical tonnage requirements for bottom bending are up to four times greater than for air bending.
Although variations in the angle of the formed part are decreased with bottom bending, the die set is limited to a single angle part forming operation.
Minting

With coining, the punch applies sufficient tonnage so that the sheet material adapts to the geometry of the die set and undergoes a slight degree of thinning at the point of contact. With this method, the formed part should not suffer any elastic return.
The angle included in the matrix is typically 90 degrees.
Typical tonnage requirements for coining are four to eight times greater than for air bending – a disadvantage due to the costs associated with higher capacity press brakes and maintenance of equipment and tooling.
Although variations in the angle of the formed part are decreased with coining, the die set is limited to a single angle part forming operation.







