Route selection
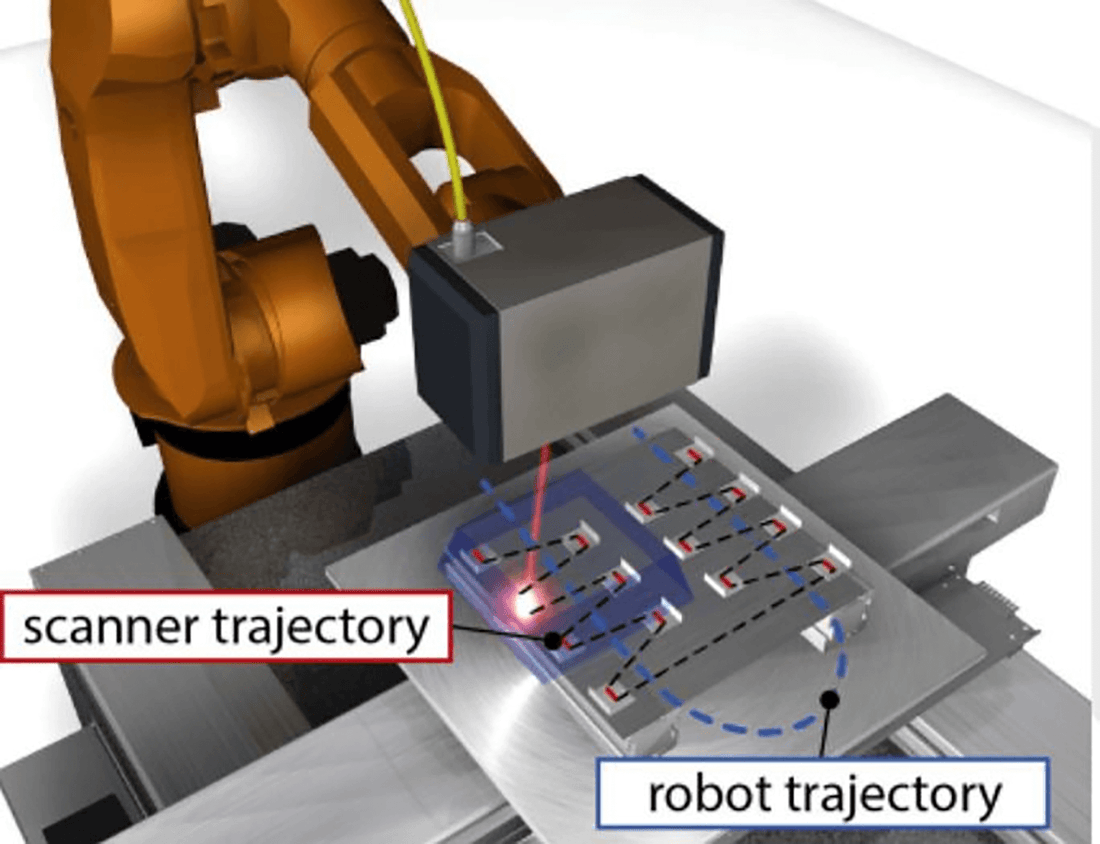
Laser welding combines the benefits of remote, galvanometer and manipulator welding with professional graphics processing software to achieve instantaneous multi-track welding in three-dimensional space. This technology is mainly used in the production of bodies, seats and other common automotive parts.
In terms of materials, it can be applied to a variety of steel sheets, cold-rolled sheets, aluminum alloys and other common materials. Furthermore, it can be used in composite materials and alloys, such as magnesium and aluminum alloys.

Fig. 1 Welding process
Experimental Welding Equipment

Fig. 2 Seat welding
Benefits:
- Various forms of welding;
- Various welding directions;
- User-defined weld/spot distribution;
- Optimization of voltage distribution;
- High-speed spot welding, seam welding, lap welding, butt welding, fillet welding and lap welding;
- The welding joint and robot are synchronized in real time to speed up the laser welding process;
- Less physical space;
- Less maintenance and logistics costs.
two . Spiral welding
The double wedge laser oscillation laser welding method is achieved by incorporating a unique oscillation module into the welding joint. As the joint moves, the focus point creates a spiral weld.
This method is mainly used for hinge welding, heat exchanger welding, tube heat exchanger welding, thick oil and gas pipe welding, flange welding, and aluminum alloy welding, among others.

Fig. 3 Spiral welding chart
Benefits:
- Weld flare;
- High processing repeatability/stability;
- Better weld formability;
- Post-processing is simpler and the surface of the welded part is smoother;
- Excellent aluminum alloy welding ability.
3 . Laser brazing
Laser brazing involves heating the filler metal to a temperature higher than its melting point but lower than the melting temperature of the base metal. This process uses liquid solder to wet the base metal, fill any gaps in the joint, and diffuse with the base metal to form a connection between the components being welded.
Laser brazing is mainly used in welding aluminum body structures, such as connecting the top cover and box wall or welding doors and other products.
Benefits:
- Reduce pure laser welding defects such as pores, cracks and product fit gaps that are too large;
- Improve weld strength and obtain a perfect weld bead;
- Brazing is that the base metal does not melt, only the solder melts;
- It is suitable for welding complex and precise components with different materials;
- Small heat-affected area and high compressive strength.
4 . Laser Wire Fill Welding
Laser filler metal welding is a welding technique that uses filler metal made from the same or a similar material as the base metal. This process involves fusing the base metal and filler metal and then condensing them to form a weld.
This method is mainly used in the manufacture of full-body structural parts and auto parts products.

Fig. 4 Automobile fork welding

Fig. 5 Metallographic welding diagram
Benefits:
- Reduce pure laser welding defects such as pores and cracks;
- Increase the gap ratio of welding products and allow slightly larger gap of welding products;
- The welding base metal is melted, and the welding strength is stronger than that of the base metal.
5 . Oscillating brazing
Through ALO3, beamforming and seam tracking functions are integrated into a single device.
A filler wire can serve as a mechanical sensor.
This equipment is mainly used in laser welding of white body components, including laser brazing of roof covers, trunk lids and automotive parts.
However, part fluctuation and fixture errors can often complicate the laser brazing process, making the laser welding debugging process more challenging.
Oscillating welding, on the other hand, can effectively adjust the welding direction, seam tracking and focal distance through automatic compensation functions.
This leads to easier guidance and focusing of the laser beam, allowing transformations in all directions, a high degree of automation, high welding speed and high efficiency, thus ensuring the maintenance of welding quality.

Fig. 6 Automotive tailgate brazing
Benefits:
- Weld tracking, real-time judgment of the welding trajectory of the part;
- According to the different deviations of different workpieces, the XYZ three-way adaptive adjustment of the welding trajectory can achieve good welding quality;
- Improve the product welding consistency rate.
6. T three localized brazing
A dual-point module has been added to the lens.
When welding, the three-point module in brazing optics distributes a beam into three beams, providing a solution for brazing hot-dip galvanized steel plates. This results in a smoother, non-cracking welding seam.
This technology is mainly used in aluminum alloy brazing of white body components, laser brazing of roof and trunk covers, and brazing of automobile parts.
Benefits:
- More stable and reliable brazing process;
- Faster speed;
- Greater resistance;
- Greater appearance and surface quality when welding hot-dip galvanized sheets;
- Online cleaning process;
- Dynamic power adjustment.
7 . Multi-wavelength hybrid welding
United-Win Laser was the first to create hybrid welding with multiple wavelengths.
This process involves superimposing the axes of two different laser wavelengths in space, overlapping them. The main band laser is mainly used for welding, while the subband laser mainly preheats the welding wire and base metal, reducing the cooling rate of the molten metal in the welding puddle.
Multi-wavelength hybrid welding is especially suitable for materials such as aluminum alloys, magnesium alloys, copper alloys and others.
Benefits:
- Reduce pore content;
- Increase the stability of the weld bead and increase welding efficiency;
- Effective thermal stress relief can reduce cracking, improve weld strength and obtain weld bead with uniform appearance.
Conclusion
At present, foreign technology and equipment still occupy a leading position in the laser industry, including laser host, optical processing head, chiller, power meter, welding monitoring, post-welding detection, TCP calibrator and other auxiliary equipment. However, national companies are making significant progress towards closing this gap.
In the area of laser welding applications, China's technology has reached an advanced level comparable to the international standard, with the emergence of several high-quality companies.







