1. Introduction
Welding, as a method of achieving permanent connections of materials, is widely used in industries including mechanical manufacturing, petrochemicals, bridges, ships, construction, power engineering, transportation vehicles, and aerospace.
It has become an indispensable processing technology in the mechanical manufacturing industry.
Furthermore, with the development of the national economy, its field of application will continue to expand.
The laser, a great invention of humanity since the 20th century, following atomic energy, computers and semiconductors, has high energy density, precision and adaptability.
As a new cutting and welding method applied to industrial production, it has great potential for development. Laser welding fully demonstrates its advanced, fast and flexible processing characteristics in industrial production.
It is not only a technical guarantee for the development of new industrial products, but also an indispensable technical means for high-quality, low-cost production.
2. Background of the Development of Laser Welding
1) Laser development
LASER, acronym composed of the first letter of each word in “Light Amplification by Stimulated Emission of Radiation”.
The principle of the laser was discovered by the famous American physicist Albert Einstein as early as 1916, but it was not until 1960 that the laser was successfully manufactured for the first time.
The laser was born in the context of theoretical preparation and urgent need for productive practice.
As soon as it was released, it achieved extraordinarily rapid development. The development of lasers has not only breathed new life into the ancient science and technology of optics, but has also led to the emergence of a whole new industry.
Lasers enable people to effectively utilize unprecedented advanced methods and means to achieve unprecedented benefits and results, thus promoting the development of productivity.
2) Development of Lasers for Welding
As lasers offer exceptional advantages, they have been applied in the field of welding since the 1970s.
Currently, research into laser welding represents around 20% of the total in welding methodology, second only to gas shielded welding.
Lasers for welding require high power density (104-105W/cm 2 ), fundamental mode power density distribution and good beam quality. The most commonly used lasers for welding include the following:
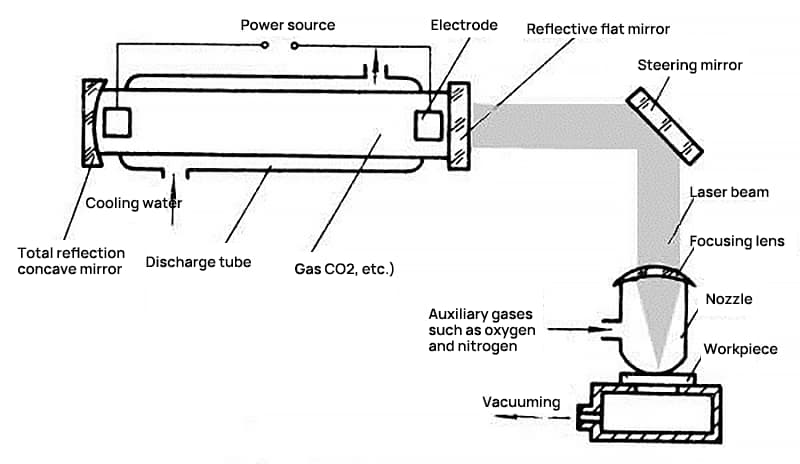
(1) CO2 gas laser
This is a type of gas laser that uses CO2 as the working material. It has the benefits of simple structure, low cost, ease of use, uniform working medium, good beam quality and the ability to operate continuously and stably for a prolonged period.
Currently, it is the most diverse and widely used type of laser. The helium-neon laser is the most common variant.
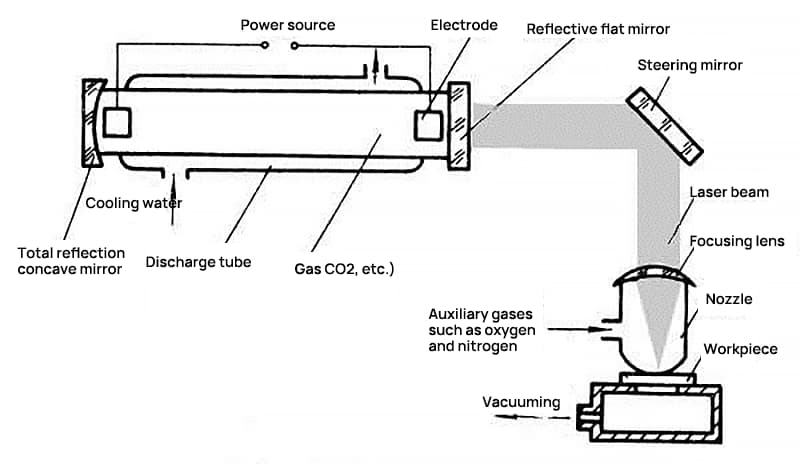
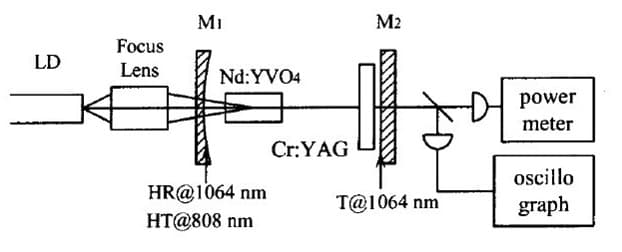
(2) Nd:YAG laser, disk YAG laser;
These are types of solid-state lasers that use yttrium aluminum garnet crystals as a matrix. The chemical formula of yttrium aluminum garnet is Y3Al5O12, commonly abbreviated as YAG.
(3) Fiber laser;
(4) Semiconductor laser.
| CO2 laser | Pumped by lamp Nd:YAG |
Laser Pumping Nd:YAG |
fiber laser (Laser Pumping) |
Disc-type laser (Laser Pumping) |
Semiconductor laser | |
| Medium Laser | Mixed Gas | Crystal Rod | Crystal Rod | Optical Fiber (ytterbium) | Crystal thin disc | Semiconductor array |
| wavelength nm | 10,600 | 1,060 | 1,060 | 1,070 | 1,030 | 800-960 |
| Light beam transmission | Lens | Optical fiber | Optical fiber | Optical fiber | Optical fiber | Lens |
| Output power K.W. |
20 | 4 | 6 | 10 | 4 | 6 |
| Beam quality mm. very |
25 | 12 | 12 | 5 | 2.5 | 80 |
| Energy efficiency % |
10 | 3 | 10 | 20 | 20 | 35 |
3) Development of Welding Robots
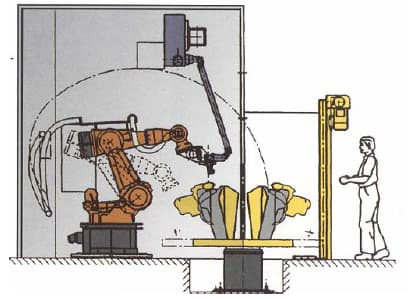
The use of lasers in welding robots represents a significant aspect of laser welding. With attributes such as varying degrees of freedom, flexible scheduling, high automation and adaptability, welding robots are a crucial part of welding assembly lines.
Mounting lasers on welding robots improves welding quality and expands the scope of use, making them increasingly essential in shipbuilding and automotive production lines.
Figure 4 illustrates a schematic representation of a CO2 laser welding robot in action.
3. Laser Welding Principles and Processes
Welding metallic materials with a laser essentially involves a complex interaction between the laser and opaque substances.
This process, at a microscopic level, is quantum and, macroscopically, it manifests itself as phenomena of reflection, absorption, fusion and vaporization.
Laser welding can be performed using a continuous or pulsed laser beam, and the principles of laser welding can be divided into heat conduction welding and deep penetration laser welding.
For power densities less than 10 4 -10 5 C/cm 2 it is heat conduction welding, which results in shallow fusion depth and slower welding speeds.
For power densities greater than 10 5 -10 7 C/cm 2 the metal surface under the heating effect forms a “keyhole”, resulting in deep penetration welding, characterized by fast welding speeds and a high depth-to-body ratio. width.
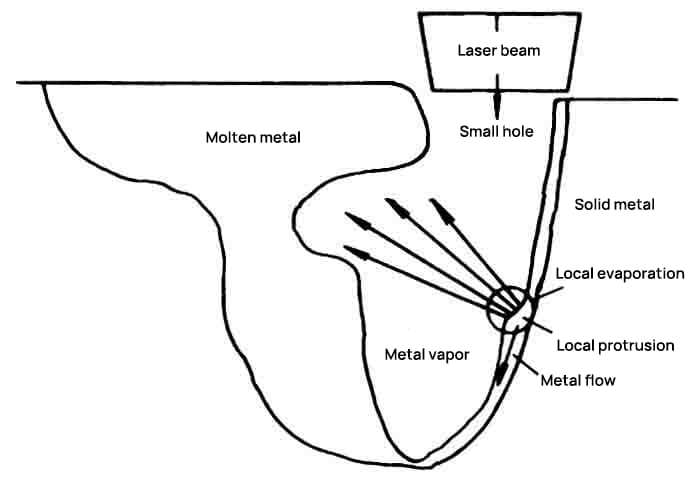
During the interaction between the laser and the workpiece, a self-oscillation effect may occur, leading to periodic changes in the weld pool, small holes in the weld pool, and metal flow phenomena.
The frequency of this oscillation is related to the parameters of the laser beam, the thermophysical properties of the metal and the dynamic characteristics of the metallic vapor.
Periodic changes in the weld pool can generate two unique phenomena in the weld: One is the formation of gas-filled pores, which due to periodic changes, and as the metal in the pool flows from front to back around it, combined with the disturbance caused by metal evaporation can potentially split the small hole, leaving vapor in the weld seam and forming a pore after solidification.
The other is the periodic change in the melt depth at the weld root, which is related to the periodic changes in the small hole.
Significant factors that affect the quality of laser welding include power density, pulse waveform, amount of defocus, welding speed, and supplemental blowing. Its organic coordination determines the final quality of the welding.
Compared with other traditional welding processes, laser welding has many advantages. One of its main benefits is the ability to concentrate the laser beam in a very narrow area, thus generating a high energy density heat source.
Subsequently, this concentrated heat source rapidly sweeps across the welding seam. In this regard, laser welding can be compared to electron beam welding.
Simultaneously, the strong concentration of the laser beam, the effective heat transfer to the workpiece, and the narrow heat-affected zone present challenges in joint assembly.
A small assembly deviation can lead to significant changes in welding conditions, and even narrow gaps (≤0.1 mm) can cause defects in laser radiation coupling and a decrease in thermal efficiency.
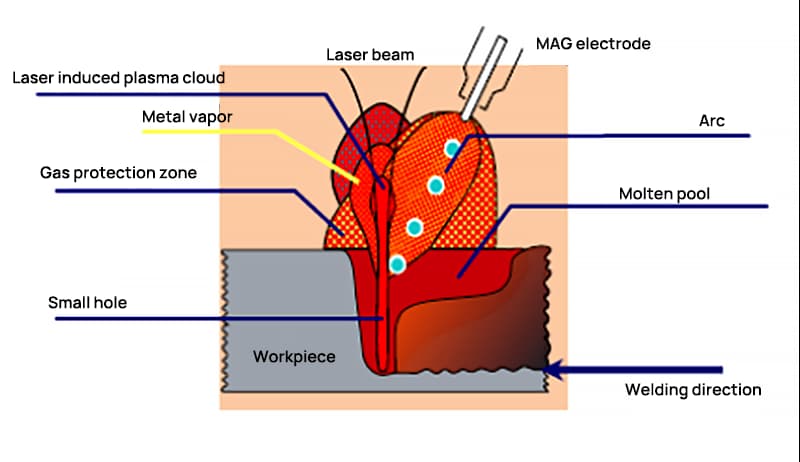
To solve the problems of high joint assembly precision and clearance requirements in laser welding, as well as common defects such as porosity, cracks, undercuts, and high investment in equipment with low energy conversion rate, one of the recent trends in welding laser is the use of compound laser technology.
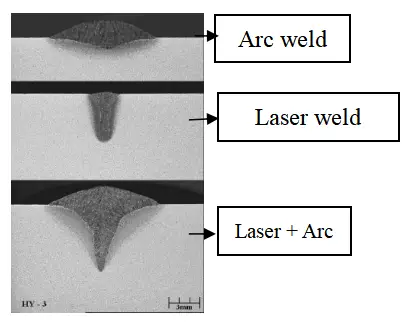
For example, the combined laser + arc welding method integrates the advantages of laser welding, such as large weld depth-to-width ratio, small heat-affected zone, fast welding speed, low line energy in welding, small deformation welding, small diameter of the focused light spot and high energy density, with the benefits of arc welding, such as low equipment investment, gap insensitivity and metal filling capacity.
This combination achieved higher laser absorption rate, greater melting depth and arc stabilization. In addition to laser + arc, laser composite technology has also developed other comprehensive techniques such as laser-HF welding, laser compression welding and laser brazing, expanding the range of applications and usage effects of laser welding and promoting the development of laser welding technology.
4. Application of laser welding in the automobile industry
The advancement of the automotive industry has set higher standards for vehicle body quality.
Laser welding and cutting techniques not only surpass traditional manufacturing methods in terms of processing quality, but also significantly improve production efficiency.
As illustrated in Figure 7, laser welding and cutting technologies will undoubtedly play a critical role in the field of automobile manufacturing in the 21st century.
The entire laser welding process in automobile manufacturing mainly includes three types: laser butt welding of plates of unequal thickness; laser welding of body assemblies and subassemblies; and laser welding of automotive parts.
Butt welding was initially a technique adopted by the Honda Motor Company in Japan in the 1960s to utilize scrap metal for internal vehicle body plates. From the mid-1980s, laser butt welding as a new technology received widespread attention in Europe, America and Japan.
Laser butt welding, in body design and manufacturing, combines plates of different thicknesses, materials and properties into a whole through laser cutting and assembly technology, and then formed into specific body components through stamping.
Deep penetration laser welding technology, with its high welding speed and excellent connection quality, has greatly improved the application of laser welding technology in car body manufacturing.
The use of laser welding technology on automobile bodies significantly improves the rigidity, strength and sealing of the car; reduces body weight and achieves energy saving goals; increases assembly precision, increasing body rigidity by 30%, thus improving safety; reduces stamping and assembly costs in the body manufacturing process, reduces the number of body parts and improves the degree of body integration; makes the entire body stronger and safer, as well as reducing noise and vibrations during vehicle operation, improving driving comfort.
Using laser welding in place of traditional welding for automotive parts results in almost no deformation at the welding site, faster welding speed, and eliminates the need for post-weld heat treatment.
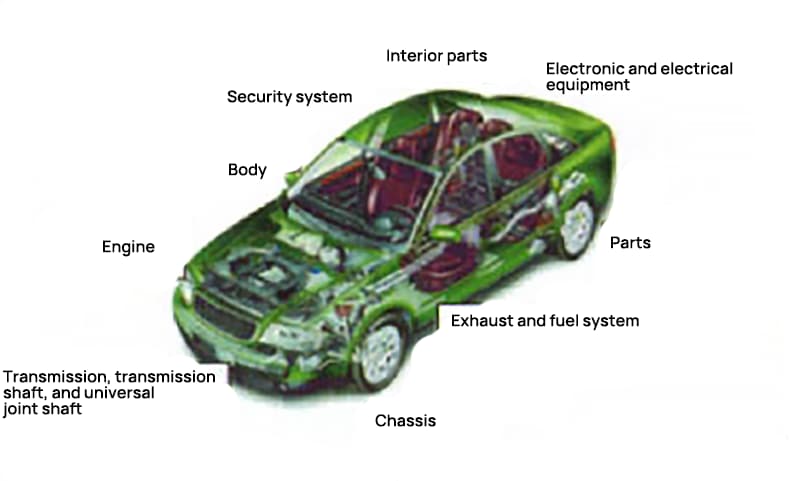
Currently, laser welding is widely used in the manufacture of various automotive parts, including transmission gears, valve stems, door hinges, transmission shafts, steering shafts, engine exhaust pipes, clutches, turbocharger wheel axles and chassis, becoming a standard process. in the manufacture of automotive parts.
5. Conclusion
With the development of laser welding technology to date, its tendency to gradually replace traditional welding methods such as arc welding and resistance welding is irreversible.
In the 21st century, laser welding technology will play a crucial role in the field of material connection.







