
1. First, understand the rectangular wire
Wire Type:
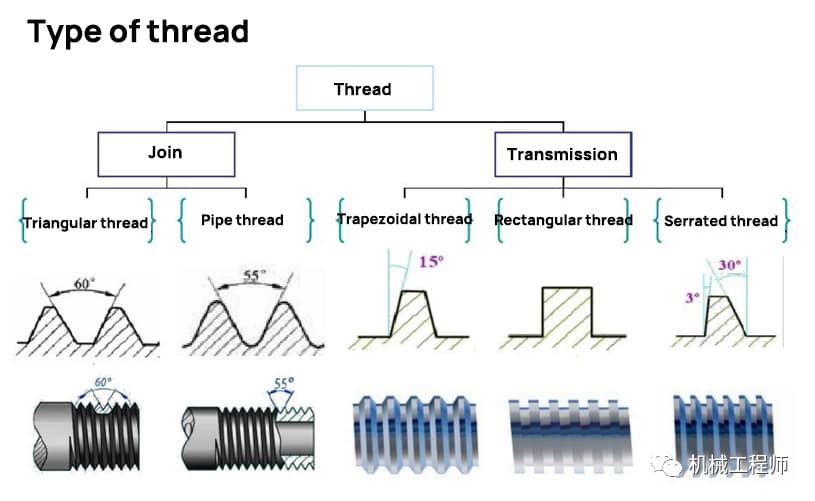
The rectangular thread has a square profile and the thread thickness is half the pitch, which makes it highly efficient in transmitting power. However, it has some limitations, including low centering accuracy and poor root strength.
Precisely manufacturing rectangular threads is challenging, and it is difficult to compensate for or repair the clearance of worn screw pairs. The thread on a bench vise is a recent example of a rectangular thread, which requires frequent tightening and loosening, requiring significant force.
Rectangular threads are commonly used in valves, water pipes (including small ones such as taps), jacks and screw presses, with slight variations in size.
In summary, rectangular threads are ideal for handling heavy loads where thread strength is essential and thread accuracy is not the main concern.
2. Thread cutting process
1. Principle of thread turning
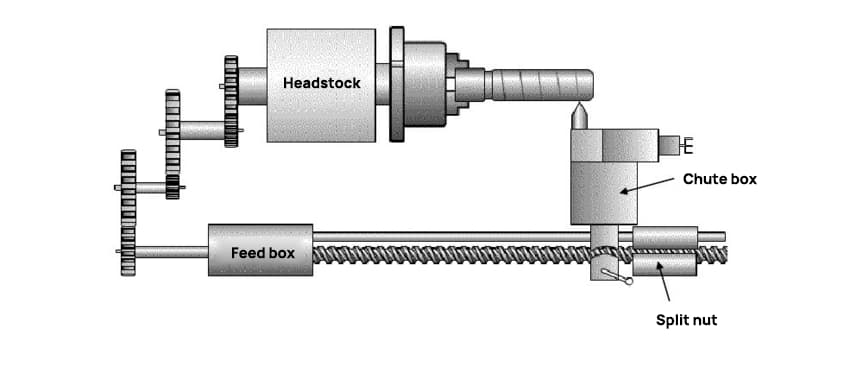
The lathe spindle and tool must maintain a precise motion relationship. Specifically, the tool must move a consistent feed distance with each rotation of the spindle, which holds the workpiece.
2. Rotating process flow:
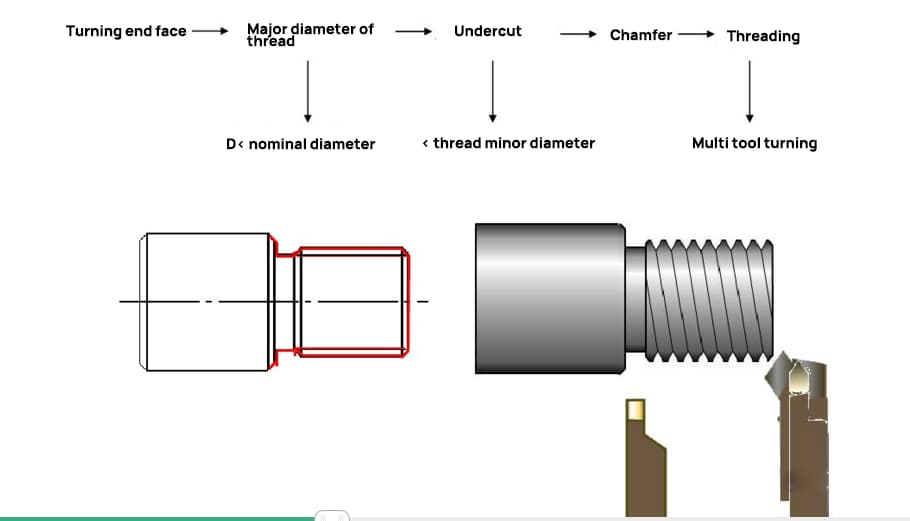
3. The rectangular thread does not have a fixed profile like other threads
By default, if the tooth size is not specified, the thread cross-section will normally be square in shape.
To produce rectangular threads, the turning tool must be fed in a straight line and threads can be processed based on the groove depth (i.e. tooth height).
3. Turning Tools
Rectangular thread turning tool:
When it comes to machining short threads, a grooving tool is suitable because of the shape of the thread teeth. The width of the tool blade should only be half the pitch.
However, for large pitch threads, high-speed steel elastic turning tools are often used.
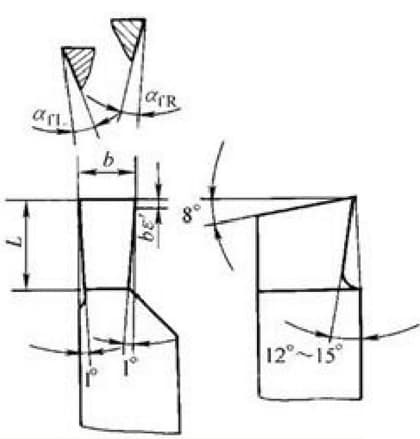
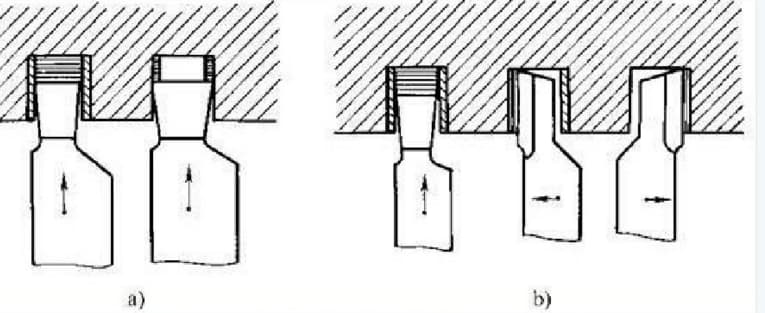
One of the biggest challenges in machining rectangular threads is the grinding method of the turning tool. When the pitch and feed increase, the thread elevation angle (feed angle) becomes larger and the back angle of the turning tool may touch the side of the thread.
It is important to note that the angle of rise of the line at the top and bottom of the line will be different for lines with a large pitch.
To avoid these problems, a trapezoidal turning tool with small front edge width is used for the concave part. This ensures that the width of the cutting edge on the outer circumference (crown of the thread) is the same as that of the groove, and the bottom of the thread in the groove at the bottom of the tooth will be countersunk.
4. Rectangular thread turning
When turning rectangular threads, the machining allowance must be allocated reasonably.
For details, see the following figure:
Reasonably allocate thread machining margin
(usually sharp curves p : 0.10~0.50; well turning into a p : 0.01~0.10.)
| Feeding times | Back cutting depth | Processing steps | Machining allowance |
| First feeding | a = 0.50mm | Rough machining | 0.75mm |
| Second feeding | a = 0.15mm | ||
| Third feed | a = 0.10mm | ||
| Fourth feeding | a = 0.03 mm | finishing machining | 0.06mm |
| Fifth feeding | a = 0.02 mm | ||
| Sixth feeding | a = 0.01 mm |
5. Summary
Rectangular threads are distinct from triangular and trapezoidal threads.
Unlike other thread types, rectangular threads do not have problems with cutting on one or two sides, nor do they encounter problems with pitch diameter due to their lower precision requirement.
In fact, machining rectangular threads is relatively simple.







