
En comparación con las cizallas para placas ordinarias, la mayoría de las cizallas para placas giratorias adoptan una hoja oblicua.
Se utilizan ampliamente debido a su estructura simple, baja tasa de fallas, alta eficiencia y al hecho de que las láminas no se curvan, deforman ni deforman después del corte.
En el proceso de corte, el soporte de la cuchilla de la máquina cortadora de viga oscilante sufre un movimiento giratorio, que cambia el ángulo de corte y la holgura de corte de la cuchilla durante el proceso.
Sin embargo, el diseño de la cizalla rotativa calcula la fuerza de corte de la chapa en función del movimiento recto del portacuchillas, lo que genera cálculos inexactos y provoca una desviación de tamaño respecto al diseño, lo que afecta el rendimiento normal de la máquina.
Cálculo de la fuerza de corte
El cálculo de la fuerza de corte de una cuchilla inclinada con soporte de cuchilla en movimiento recto utiliza principalmente la fórmula Norshari del ex académico soviético:
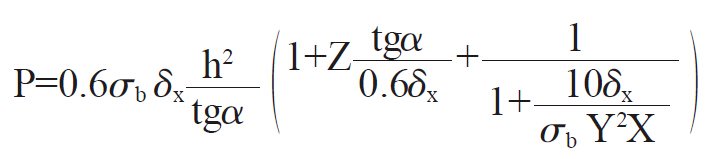
En la fórmula de la fuerza de corte:
- σ b – Límite de resistencia a la tracción de la placa, N/mm;
- δ x — Relación de alargamiento de la placa;
- h—Espesor de la placa, mm;
- α—ángulo de corte, °;
- X、Y、Z: consulte respectivamente el coeficiente de fuerza de flexión, el valor relativo de la holgura lateral de la cuchilla de corte y el coeficiente del material de prensado.
Claramente, el cambio del ángulo de alivio de corte durante el proceso de corte no se tiene en cuenta en la fórmula y la holgura de corte también se considera un valor fijo.
Por lo tanto, la fórmula sólo es aplicable a tijeras con un portacuchillas que se mueve en línea recta.
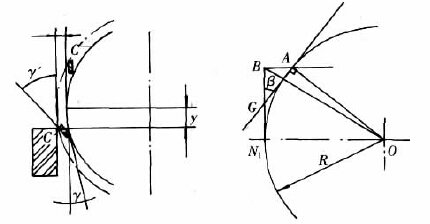
El ángulo de relieve en el proceso de corte puede cambiar dentro del rango de γ±β durante el corte completo. La calidad y la resistencia al corte de la placa son muy sensibles a la brecha de corte.
En el proceso de corte coexisten las funciones de corte y de tracción, y cuanto mayor es el espacio de corte, mayor es la proporción de la función de tracción y, en consecuencia, peor es la calidad del corte.
Para cortar placas de espesor medio, la separación de corte debe controlarse entre un 8 % y un 12 % según la experiencia.
Sin embargo, es un desafío lograr el γ±β requerido para las máquinas de corte rotativas que utilizan un proceso de instalación de cuchillas simplificado.
Cuando la brecha de corte excede el valor experimentado, inevitablemente conducirá a un cambio en la fuerza de corte.
Según la fórmula (1), un aumento en el juego de corte dará como resultado un aumento en el valor relativo del juego de corte lateral, lo que en última instancia conducirá a un aumento en la fuerza requerida para el proceso de corte.
Durante el proceso de corte con una destacada función de tracción, no solo aumenta la fuerza de corte y la pérdida de potencia, sino que también provoca la deformación plástica de la placa, aumenta la fricción entre la hoja y la placa, aumenta la fuerza requerida por la máquina cortadora y reduce la vida del cortador.
Por lo tanto, al calcular la fuerza de corte de las máquinas de corte rotativas utilizando la fórmula anterior, se recomienda elegir un valor relativo más alto de holgura lateral de la hoja de corte y un coeficiente de embotamiento de la hoja más alto para tener en cuenta estos factores.
En términos simples, el cálculo de la fuerza cortante de una máquina cortadora es una fórmula técnica.
La mayoría de los cálculos se basan en placas de acero Q235 comunes, con un factor de conversión de 1,4 para placas de acero Q345 en milímetros y de 2 para acero inoxidable 304.
Por ejemplo, si corta una placa de acero Q235 de 10 mm de espesor y 6000 mm de largo, la fuerza cortante sería 10 x 6000 x 23,5 = 1.410.000 N = 141 toneladas.
Si fuera una placa de acero Q345, la fuerza cortante sería 141 x 1,4 = 197,4 toneladas, y si fuera acero 304, la fuerza cortante sería 141 x 2 = 282 toneladas.







