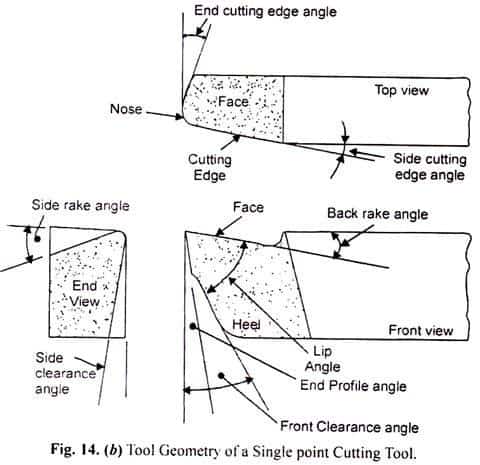
La cara y el flanco son superficies dolorosas, el filo se puede asumir como una línea. Estas superficies y aristas están inclinadas respecto de algún plano o línea de referencia. Las pendientes se llaman ángulos de herramienta.
Estos ángulos se definen con varios nombres. Se proporcionan para diversos fines. Consideremos el caso de la cara abgf, como se muestra en la Fig. Es una superficie plana sin duda, pero puede tener algunas pendientes. Esta superficie puede ser paralela a la base o, digamos, a la superficie horizontal, o puede estar inclinada hacia arriba o hacia abajo con respecto al plano horizontal. También en este caso se puede inclinar hacia un lado. Así, por lo general, el rostro puede tener dos inclinaciones simultáneamente, hacia atrás y hacia los lados. Asimismo, el flanco (flanco principal abed o flanco auxiliar adef) puede tener dos vertientes.
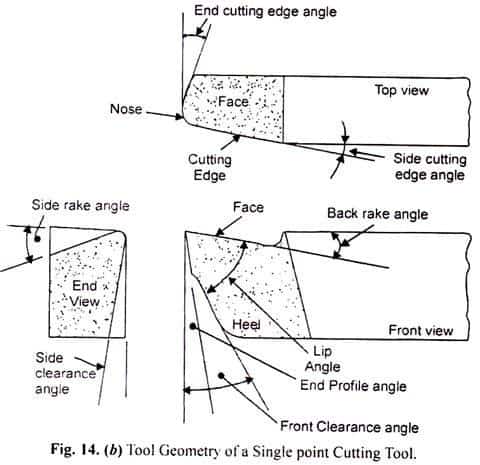 geometría de herramienta de corte de un solo punto 2
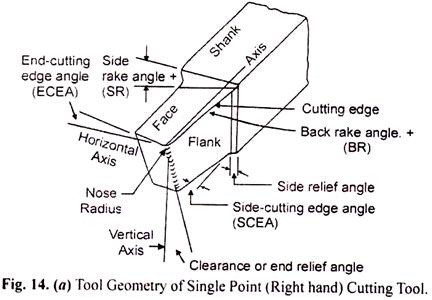
geometría de herramienta de corte de un solo punto 2A partir de la geometría de la herramienta de corte, los distintos ángulos de la herramienta de corte son:
Ángulo de inclinación (α):
(a) Ángulo de inclinación negro.
(b) Ángulo de inclinación lateral.
Ángulo de Separación o Alivio (γ):
(a) Ángulo de alivio del espacio final.
(b) Ángulo de alivio del juego lateral.
Ángulo de corte:
(a) Ángulo del filo final.
(b) Ángulo del filo lateral.
(i) Ángulo de inclinación trasera:
Es el ángulo entre la cara de la herramienta y el plano paralelo a su base. También se conoce como ángulo de inclinación hacia adelante o ángulo de inclinación superior.
(ii) Ángulo de inclinación lateral:
Es el ángulo entre la cara de la herramienta y el vástago de la herramienta.
(iii) Ángulo libre final (alivio):
Es el ángulo entre la superficie frontal de la herramienta y una línea normal a la base de la herramienta. También se le conoce como ángulo de incidencia frontal.
(4) Ángulo de separación (alivio) lateral:
Es el ángulo entre la superficie lateral de la herramienta y una línea normal a la base de la herramienta.
(v) Ángulo del filo del extremo:
Es el ángulo entre el filo final de la herramienta y una línea perpendicular a su vástago.
(vi) Ángulo del filo lateral:
Es el ángulo entre el filo lateral de la herramienta y el vástago de la herramienta.
(vii) Rayo de la nariz:
El radio de la punta es el que conecta el filo lateral y el extremo.
Ahora, discutiremos las funciones y efectos de los ángulos de las herramientas de corte en el proceso de corte.
Funciones del ángulo de inclinación del respaldo:
(a) Ayuda a controlar el flujo de virutas en una dirección conveniente.
(b) Reduce la fuerza de corte necesaria para cortar el metal y, en consecuencia, ayuda a reducir los requisitos de energía y aumentar la vida útil de la herramienta.
(c) También ayuda a neutralizar la presión del trabajo contra la herramienta de corte tirando de la herramienta hacia el trabajo.
(d) Proporciona nitidez al filo y mejora el acabado de la superficie.
Funciones de ángulo de inclinación lateral:
(a) Realiza funciones similares a las realizadas por el ángulo de inclinación del respaldo.
(b) El ángulo de inclinación lateral, junto con el ángulo de inclinación posterior, controla la dirección del flujo de viruta.
(c) Neutraliza parcialmente la resistencia de la pieza al movimiento del cortador.
(d) Por ejemplo, el latón requiere un ángulo de pendiente lateral y posterior de casi 0°, mientras que el aluminio utiliza una pendiente posterior de 35° y una pendiente lateral de 15°.
Funciones del ángulo libre final (alivio):
(a) Permite que la herramienta corte libremente sin fricción con la superficie de trabajo.
(b) Este ángulo varía de 0° a 15°, y generalmente de 8°.
(c) Un ángulo de alivio excesivo reduce la resistencia de la herramienta.
Funciones del ángulo libre lateral (alivio):
I. Evita la fricción del flanco contra la pieza de trabajo cuando la herramienta se avanza longitudinalmente.
ii. Este ángulo es de 6° a 10° para acero y de 8° para aluminio.
III. Establece que ninguna parte de la herramienta, excepto el propio filo, puede tocar la pieza.
Funciones del ángulo del filo final:
i. Evita la fricción entre el borde de la herramienta y el área de trabajo.
ii. Influye en la dirección del flujo de virutas.
Funciones de ángulo del filo lateral:
i. Aumentar el ángulo del filo lateral tiende a ensanchar y adelgazar la viruta.
ii. Un ángulo excesivo del filo lateral redirige las fuerzas de avance en dirección radial, lo que puede provocar vibraciones.
Funciones de los rayos nasales:
I. Una punta afilada en el extremo de la herramienta no es deseable porque genera mucha tensión, dura poco y deja ranuras en la trayectoria de corte.
ii. Por lo tanto, el radio de la punta es favorable para una larga vida útil de la herramienta y una buena calidad de la superficie.
III. Afecta la vida útil de la herramienta, la fuerza radial y la calidad de la superficie de la pieza de trabajo.
IV. Si el radio de la punta es demasiado grande, se producirán vibraciones.
v. Existe un valor ideal del radio de la punta en el que la vida útil de la herramienta es máxima.
sierra. Si el radio de la punta excede el valor ideal, la vida útil de la herramienta disminuye.
viii. Un radio de punta más grande significa un área de contacto más grande entre la herramienta y la pieza de trabajo. Lo que resulta en más calor por fricción generado. Además, la fuerza de corte aumenta, lo que puede hacer que la pieza de trabajo comience a vibrar y temblar si no se sujeta con mucha firmeza.
viii. Las recomendaciones para utilizar un radio de punta mayor son:
R= 0,4 mm para componentes delicados.
R = 0,4 mm a 1,2 mm para insertos de carburo desechables de uso común.
R = 1,2 mm a 1,5 mm para plaquitas de alta resistencia.
R ≥ 1,5 mm para alta profundidad de corte, cortes interrumpidos y avances intensos.
Significado del ángulo de inclinación:
1. Los ángulos de inclinación pueden ser positivos, cero o negativos.
2. Un mayor ángulo de ataque reducirá la resistencia del filo.
3. El ángulo de ataque afecta los valores del ángulo de corte y del ángulo de corte.
4. Cuanto mayor sea el ángulo de ataque, menor será el ángulo de corte (y mayor será el ángulo de corte).
5. En general, se utiliza un ángulo de ataque pequeño para cortar metales duros y un ángulo de ataque más grande para cortar metales blandos y dúctiles.
6. El uso del ángulo de ataque negativo comenzó con el uso de herramientas de corte de carburo. Cuando se utiliza un ángulo de ataque positivo, la fuerza sobre la herramienta se dirige hacia el filo, tendiendo a astillarlo o romperlo, como se muestra en la Fig.
7. Debido a que el material de carburo es frágil y no tiene resistencia a los golpes, fallará si se utilizan ángulos de desprendimiento positivos con él. El uso de ángulos de ataque negativos dirige la fuerza de regreso al cuerpo de la herramienta, lejos del filo, lo que protege el filo, como se muestra en la Fig.
 geometría de herramienta de corte de un solo punto
geometría de herramienta de corte de un solo punto8. El uso de un ángulo de ataque negativo aumenta la fuerza de corte. Esto puede compensarse con velocidades de corte más altas. Por lo tanto, siempre se utilizan altas velocidades de corte con ángulos de ataque negativos. Las altas velocidades de corte requieren una gran potencia de la máquina herramienta.
9. El uso de plaquitas indexables también requiere el uso de ángulos de desprendimiento negativos.
10. Un inserto con un ángulo de ataque negativo tiene el doble de vida útil que un inserto con un ángulo de ataque positivo equivalente.
11. El ángulo de ataque negativo aumenta la fuerza del filo, porque la fuerza de corte actúa en el medio del filo.
12. El ángulo de ataque positivo disminuye la resistencia del filo porque la fuerza de corte actúa en el extremo o esquina del filo.
13. Las recomendaciones para un ángulo de inclinación positivo son:
(a) Al mecanizar metales y aleaciones de baja resistencia, como aleaciones de aluminio y cobre, acero dulce, etc.
(b) Al cortar a bajas velocidades.
(c) Cuando se instala, tiene poca resistencia y rigidez.
d) Cuando se utilicen máquinas de baja potencia.
(e) Cuando los materiales de la herramienta sean HSS y aleaciones fundidas.
14. Las recomendaciones para ángulos de inclinación negativos son:
(a) Al mecanizar metales y aleaciones de alta resistencia como acero inoxidable, aleaciones de acero para herramientas, aleaciones de titanio, etc.







