
With increasing market competition and demand, aluminum products have become widely used in various industries, such as the automotive, electronics, precision hardware and mechanical equipment sectors.
Optical fiber laser processing machine is crucial for efficient aluminum plate cutting production.
As a result, improving the cutting quality of aluminum plates has become a widely discussed topic of concern.
Main factors that influence burrs when cutting aluminum sheets
1. Main factors influencing burrs when cutting aluminum sheets
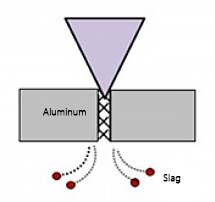
Compared to CO 2 lasers, fiber optic lasers have higher concentration and a narrower cutoff gap. As a result, during processing, the air flow rate is high and burrs tend to occur at the bottom of the material. For high quality cutting, a carbon dioxide cutting machine is recommended.
Table 1. Laser beam characteristics
| Classification | fiber laser | CO2 laser | |
|---|---|---|---|
| Solid State Laser | gas laser | ||
| Excitation means | Active fiber optics | Mixed gas (carbon dioxide, etc.) | |
| Origin of excitement | Semiconductor laser | Discharge | |
| Wave-length | 1.07 μm (near infrared) | About 106μm (far infrared) | |
| Concentrating ownership | Spot diameter | About 10μm | About 100μm |
| Vibration efficiency | Electrical efficiency | More than 30% | About 10% |
| Electricity rates | High | Low | |
| Generator Structure | High fiber internal resonance (without reflector) | Refract with reflector | |
| laser transmission | Transmission fiber (without reflector) | Refract with reflector | |
| Feature | 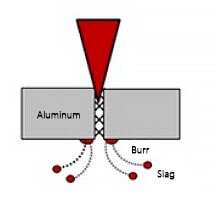 |
 |
|
2. Effect of generator output power on burr
According to the thickness of the aluminum plate, the burr can be minimized by properly selecting the power of the optical fiber laser.
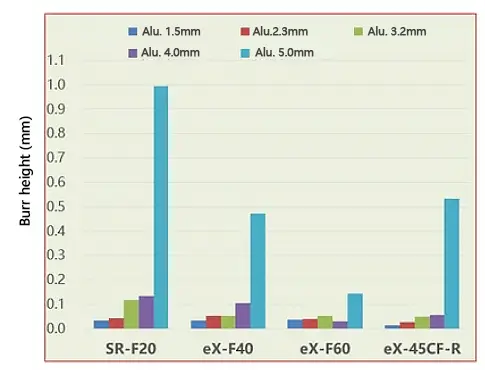
Fig. 2 laser power and burr height
Table 2. Recommended aluminum plate thickness for different fiber optic output powers
| Optical output power | Recommended plate thickness |
|---|---|
| 2KW | T1.0mm-2.3mm |
| 4kW | T2.3mm-3.0mm |
| 6kW | T3.0mm-4.0mm |
3. Influence of processing gas type on aluminum plate burr
The burrs resulting from nitrogen processing of aluminum plates are small, soft and easy to remove, but the operation cost is high.
On the other hand, air cutting results in larger burrs that are difficult to remove, but the operation cost is low. The burrs produced by oxygen cutting are the largest and least practical to use.
To ensure the desired quality of the aluminum plate sections, the processing gas must be chosen carefully based on the quality requirements.
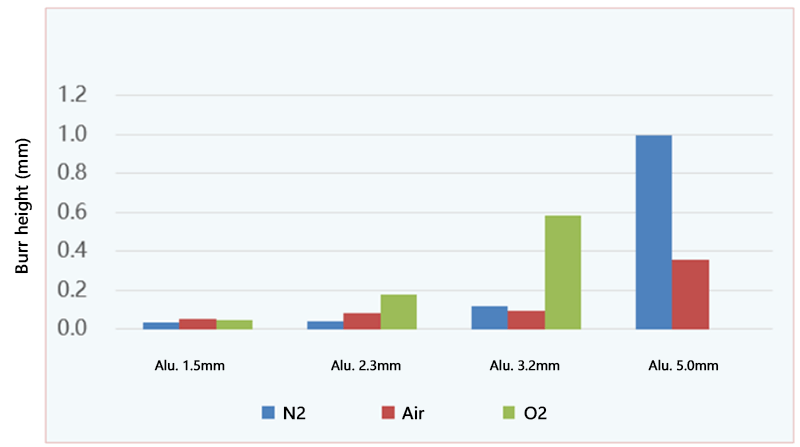
Fig. 3 Comparison of types of process gases
4. Effect of machining gas flow on burr (nozzle height)
To reduce burrs, the nozzle height can be reduced and the gas flow increased when cutting holes and corners. When cutting the periphery, the nozzle height should return to normal.
When cutting small holes and corners, decreasing the nozzle height can also help reduce burrs.
Aluminum plate: t 2.0mm
Fig. 4 Quality comparison of nozzle height change
5. The help of the latest processing head for aluminum plate processing
The zoom speed of traditional processing heads is slow, making it impossible to adjust the nozzle height during processing.
However, newer shaving heads have a fast zoom speed and can maintain the set focus position even when the nozzle height changes. This ability to adjust the nozzle height can help improve the burr of aluminum plates.

Figure 5 new cutting head
Aluminum plate burr improvement by gas mixing
As we have seen, the type of processing gas can affect the burr height. How will using an appropriate gas mixture affect burr height?
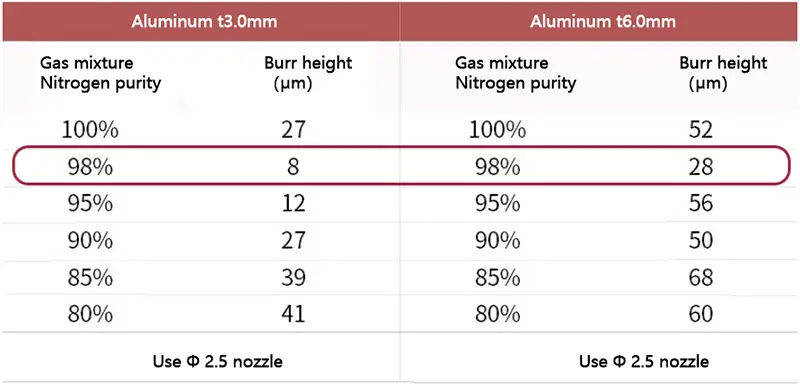
Fig. 6 Effect of mixed gas purity on burr
By using an appropriate mixture of nitrogen and oxygen, the burr problem of aluminum plates processed by fiber laser cutting machines can be significantly improved.
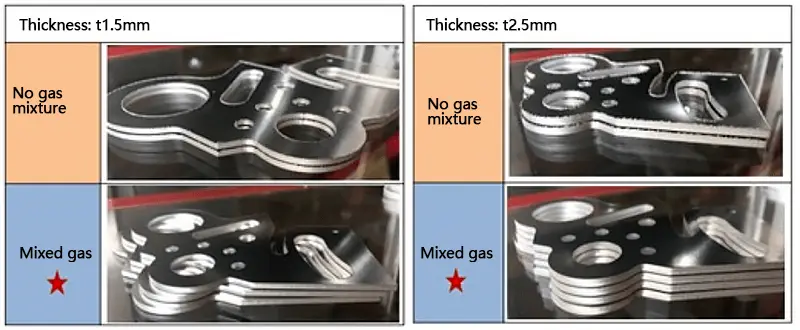
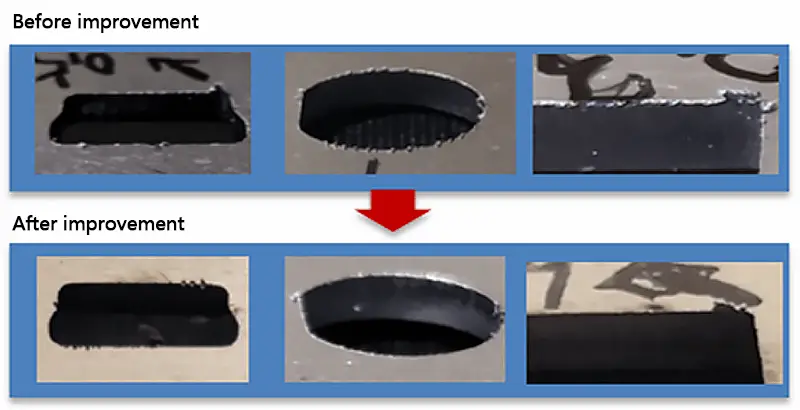
Fig. 7 cross-section comparison of aluminum plate for mixed gas cutting
Wrap it up
This post described the main factors that impact burrs in the daily production of aluminum plates processed by fiber laser cutting machines, as well as methods to adjust them.
We hope this information is helpful in your future aluminum processing efforts.







