1. Bending deformation methods
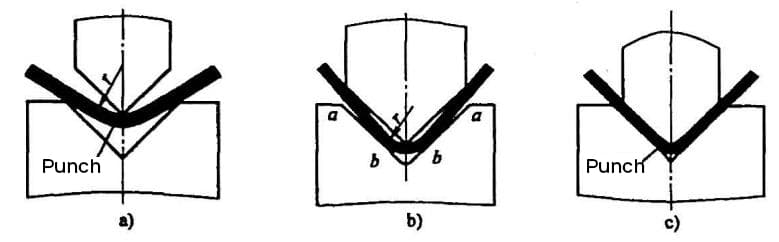
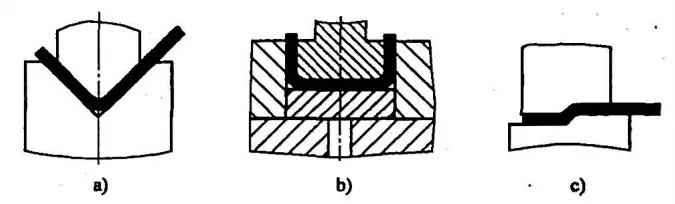
Deformation methods for bending sheets can be classified into: free bending, contact bending and corrective bending, as illustrated in Figure 1.
- a) Free flexion
- b) Contact flexion
- c) Corrective Flexion
Free bending (Figure 1a) requires less bending force, and the shape and size of the workpiece are determined by adjusting the die width and the dead center position of the punch.
This method often results in less precision in the shape and size of processed parts, especially in large-scale production where the quality of bent parts can be inconsistent. Therefore, free bending is often used for low-volume production of medium to large sheet metal components.
In contrast, during contact bending (Figure 1b) and corrective bending (Figure 1c), the precision of the shape and size of the bent parts are guaranteed by the mold, providing superior and more stable quality.
However, these methods require more bending force, longer mold casting cycles and higher costs. They are typically used for large-scale production of small to medium sized parts and sheet metal components where higher quality is required.
2. Bending Methods
Generally, bending methods can be divided into mold bending (which includes top plate bending and no top plate bending) and press brake bending.
Press brake bending is a special case of die bending (without top plate bending), typically using a universal bending die. Both bending methods have their respective principles, characteristics and applicability.
(1) Mold folding
Die bending is commonly used to bend sheet metal parts that require complex structures, smaller volumes, higher precision, and large-scale processing. The principle of a simple and common bending mold is shown in Figure 2. To extend the life of the mold, the part design should utilize a radius (r>0.5t) at the bending point whenever possible.
- a) V curvature
- b) U-curvature
- c) Z curvature
Related: V and U Shaped Bending Strength Calculator
(2) Press to bake fold
Brake bending is commonly used for processing sheet metal bent parts that are larger in size or that are not produced in large quantities. Press brakes can be divided into common press brakes and CNC press brakes.
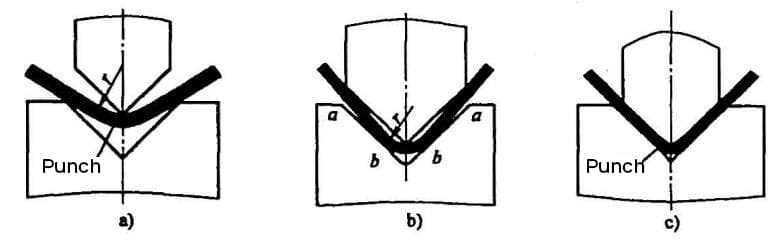
For sheet metal bent parts with relatively high precision requirements and complex shapes, CNC press brakes are generally used for bending processing. The basic principle of bending, such as cold-bent open-section steel and sheet metal bending parts of chassis, cabinets and electronic products, is to use the bending blade (upper punch) and the V-shaped groove (lower die) of the press the brake to bend the plate, as shown in Figure 3.
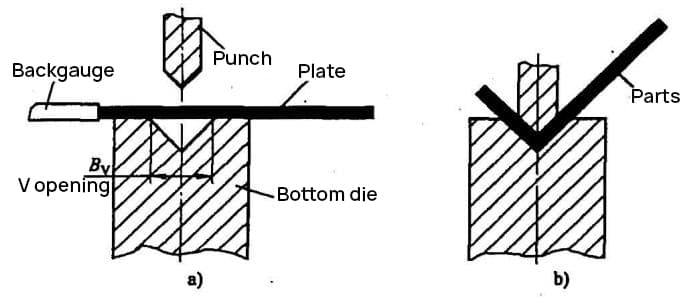
- the preparation
- b) Conclusion
To achieve the production processing of bent parts with different central bending angles, there are generally two forms of press brake bending, as shown in Figure 4.
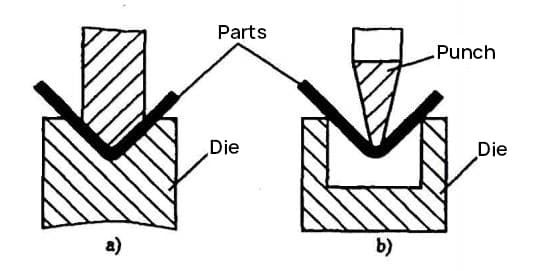
- a) Corrective Flexion
- b) Free flexion
3. Universal bending die of press brake
For bent parts with large structural size, complex cross-sectional shape or not produced in large quantities, as well as parts produced in single pieces, small batches and trial production, the design and manufacturing method of special bending dies is restricted by many factors unfavorable factors, such as variety and quantity of parts, difficulty in manufacturing dies, production costs and delivery times.
Some parts with larger structural sizes and more complex cross-sectional shapes (such as chassis and cabinet structural parts) are also limited by the matrix structure and business process equipment.
The most effective way to solve these problems is to use the universal bending die to bend. The universal bending die can not only process simple L-, U- and Z-shaped parts, but also can process extremely complex parts by combining convex and concave molds and multiple V-shaped combined bends, as shown in Figures 5 and 6.
(Vertical Axis of the Cabinet)

(1) Punch (Bending Blade)
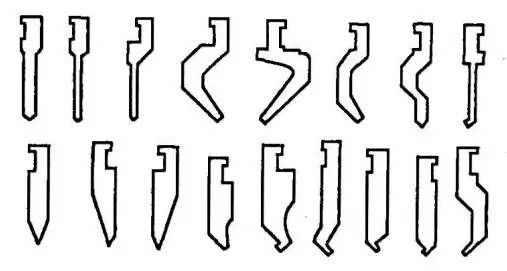
To meet the demand for bending production of various complex bent parts, in recent years, many shapes and specifications of bending blades have been developed, mainly divided into two types: straight-arm bending blades and curved-arm bending blades.
They can also be made into integral or combined structures, which can basically meet the bending processing of the most complex parts (such as box-shaped, door-shaped and other special structural parts). Professional die-making factories have standardized and produced the series of bent blades. Common flexible blade shapes are shown in Figure 7.
During processing, the bent blade is chosen based on the shape and size of the bent parts. Typically, sheet metal processing companies have a large reserve of bending blade shapes and specifications, especially companies with a high degree of professional expertise in sheet metal production. To meet the bending requirements of various complex bent parts, it is necessary to customize various shapes and specifications of bending blades.
(2) Universal Punch
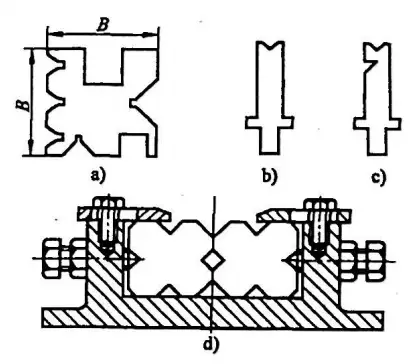
Figure 8 shows the commonly used concave mold cross-section shapes for press brakes. The universal concave mold (see Figure 8a) is machined on four sides to bend common thicknesses of sheet metal and parts of different shapes and sizes. The groove is selected for bending processing according to the material thickness, shape and size of the bent parts. Figures 8b and 8c show common shapes of concave mold faces, which can be formed into integral or combined structures (see Figure 8d). They are mainly used for the bending processing of complex parts (such as box-shaped, door and other special structural parts).