
Como equipo común de procesamiento de chapa, una máquina de corte por láser juega un papel vital.
El corte eficiente y de alta precisión está profundamente arraigado en la mente de las personas.
Sin embargo, después de un uso prolongado, el rendimiento del equipo puede disminuir e incluso la tabla de cortar puede presentar grandes cortes, lo que puede afectar la calidad del corte.
Este problema debe resolverse de inmediato. Echemos un vistazo más de cerca a continuación.
El rendimiento de corte de una máquina cortadora por láser de fibra óptica disminuye debido al desgaste de la máquina después de un uso prolongado, así como a un mantenimiento insuficiente durante el funcionamiento de la máquina.
¿Cuál es el tamaño de corte del corte por láser ?
Diferentes tablas requieren diferentes métodos de corte, tienen diferentes requisitos y utilizan diferentes equipos.
Además, los cortes producidos al cortar materiales de diferentes espesores también varían.
Por ejemplo, un tablero de 10 mm generalmente presenta las siguientes características al cortarse:
(1) El corte con una máquina de corte por láser de metal produce una precisión de corte de ±0,025 mm y un ancho de corte de 0,2~1 mm.
(2) El corte con una máquina de corte por plasma produce una precisión de corte de ±0,3 mm y un ancho de corte de 0,5~1,2 mm.
(3) El corte manual de acetileno produce una precisión de corte de ±1 mm y un ancho de corte de 1,0~1,5 mm.
Para materiales con un espesor inferior a 3,0 mm, los cortes generalmente son de entre 0,3 y 0,5 mm.
Cuanto más grueso es el material, mayor es el filo, lo que también está relacionado con la boquilla de corte y el método utilizado.
Factores que afectan la vanguardia
Las máquinas de corte por láser se han estado desarrollando durante muchos años y gradualmente se han convertido en el principal equipo de procesamiento para el procesamiento de metales.
Sin embargo, siempre surgen algunos problemas al cortar, como por ejemplo realizar un corte demasiado ancho.
Entonces, ¿cuáles son los factores que afectan el ancho de corte de una máquina de corte por láser?
Hay cuatro factores principales:
1. Calidad del rayo láser

El rayo láser generado por un láser no se emite verticalmente, sino en un ángulo de dispersión.
Por lo tanto, cuando se utiliza una máquina de corte por láser para cortar una pieza, se formará una cierta conicidad. Por lo tanto, la calidad del rayo láser también es fundamental para el corte.
Generalmente, el enfoque no debe ajustarse arbitrariamente después del ajuste. Sólo se debe ajustar cuando haya problemas visibles con el efecto de corte.
dos. Diferentes materiales de corte

El efecto de corte real varía según el material que se corta.
En el corte por láser, un punto más pequeño del rayo láser produce un mejor efecto de corte.
Además de la calidad del rayo láser que afecta al punto, el material de la pieza también afecta el tamaño del punto.
Por ejemplo, el cobre es muy reflectante, lo que dificulta la formación de puntos de luz. Por lo tanto, los requisitos de una máquina de corte por láser de cobre son mayores en comparación con los de los metales comunes.
3. Espesor del material
Bajo el mismo material y condiciones de corte mecánico, cuanto más grueso sea el material, más probabilidades habrá de tener rebabas e irregularidades en la sección transversal.
Para obtener exactamente la misma sección de material en lámina, es necesario aumentar la potencia del láser.
4. Velocidad cortante
La razón por la cual la máquina de corte por láser es ampliamente aceptada es por su rápida velocidad de corte.
Cuando otras condiciones permanecen constantes, la velocidad de corte de una máquina de corte por láser debe ajustarse en consecuencia para obtener el mejor efecto de corte.
Si la velocidad es demasiado lenta, la rugosidad del corte puede ser demasiado grande. Si la velocidad es demasiado rápida, es posible que se reduzca la rugosidad del corte.
Sin embargo, si la velocidad es demasiado rápida, es posible que no pueda penetrar el material, por lo que es esencial controlar la velocidad y no perseguir ciegamente el corte a alta velocidad.
Relación entre velocidad de corte y ancho de corte
Cuando la potencia del láser y la presión del gas auxiliar son constantes, la velocidad de corte del láser mantiene una relación inversa no lineal con el ancho de corte.
A medida que aumenta la velocidad de corte, el ancho de corte disminuye. A medida que disminuye la velocidad de corte, aumenta el ancho de corte.
Existe una relación parabólica entre la velocidad de corte y la rugosidad de la superficie de la sección de corte.
A medida que disminuye la velocidad de corte, aumenta la rugosidad de la superficie de la sección y, a medida que aumenta la velocidad de corte, mejora la rugosidad de la superficie.
Cuando se alcanza la velocidad de corte ideal, se minimiza la rugosidad de la superficie de la sección de corte.
Si la velocidad de corte aumenta hasta cierto valor, la tabla no se puede cortar.
Relación entre la posición del enfoque y el ancho del recorte
El factor más importante que afecta la calidad y la capacidad de procesamiento de una máquina de corte por láser es la posición del enfoque, y su relación específica con el procesamiento es la siguiente.
La posición de enfoque se define como la posición después de que el rayo láser se enfoca con respecto a la superficie del material procesado.
La posición de enfoque afecta a casi todos los parámetros de procesamiento, como el ancho, la pendiente, la rugosidad de la superficie de corte, el estado de adhesión de la escoria y la velocidad de corte.
Esto se debe a que cambiar la posición de enfoque provoca un cambio en el diámetro del haz en la superficie del material procesado y el ángulo de incidencia en el material de procesamiento.
En consecuencia, afecta el estado de formación del corte y las múltiples reflexiones del haz en el corte, lo que afecta el estado de flujo del gas auxiliar y del metal fundido en el corte.
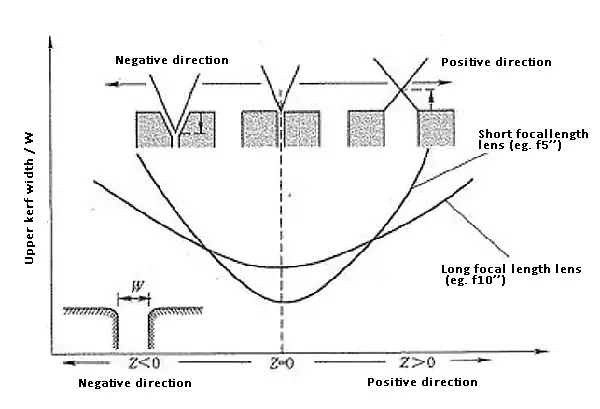
La figura muestra la relación entre la posición de enfoque Z de una máquina de corte por láser y el ancho de corte W de la superficie del material procesado.
El estado de enfoque en la superficie del material procesado se establece en Z = 0 “cero”, la posición de enfoque está representada por “+” cuando se mueve hacia arriba, “-” cuando se mueve hacia abajo y la cantidad de movimiento está en mm.
Cuando el enfoque está en la posición de enfoque Z = 0, el ancho de corte superior W es el mínimo.
Ya sea que la posición de enfoque se mueva hacia arriba o hacia abajo, el ancho de recorte superior W se hace más amplio.
Esta tendencia es la misma cuando se procesan lentes con diferentes distancias focales.
Cuanto menor sea el diámetro del haz en la posición de enfoque y menor sea la profundidad focal de la lente, mayor variará el ancho de corte superior al cambiar la posición de enfoque.
| Posición de enfoque | Características | Solicitud |
|
El corte es el más estrecho y se puede procesar con alta precisión. | Procesamiento que requiera reducción de pendientes; Procesamiento con altos requisitos de rugosidad superficial; Corte de alta velocidad; Reducir el procesamiento de la zona afectada por el calor; Micromecanizado |
|
La quema debajo del corte puede mejorar el flujo de gas y la fluidez del fundido. | Procesamiento CW y pulsos de alta frecuencia de placas gruesas; Procesamiento de placas acrílicas; Procesamiento de herramientas; Procesamiento de baldosas cerámicas |
|
La quema por encima del corte puede mejorar el flujo de gas y la fluidez del fundido. | Corte neumático de aluminio; Corte con nitrógeno de aluminio; Corte neumático de acero inoxidable; Corte con nitrógeno de acero inoxidable; Corte al aire de chapa de acero galvanizado. |
La figura anterior muestra la mejor posición de enfoque de la máquina de corte por láser de metal al procesar diversos materiales.
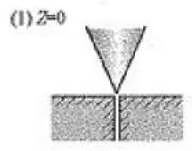
(1) El diámetro mínimo de la viga Z = 0 se puede obtener de la superficie del material.
En este punto, se puede obtener la máxima densidad de energía en la superficie del material procesado y el rango de fusión es relativamente estrecho, lo que determina las características de procesamiento.
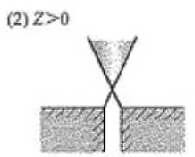
(2) La posición de enfoque está en el lado “+” (Z > 0).
En este punto, el rango de irradiación del rayo láser sobre la superficie del material procesado se vuelve más amplio y el rayo en el corte tiene un ángulo de difusión, lo que aumenta el ancho de corte.
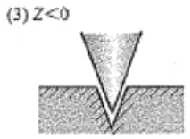
(3) La posición de enfoque está en el lado “-” (Z <0).
En este punto, el alcance del rayo láser irradiado sobre la superficie del material procesado se amplía.
Cuanto más cerca esté la posición de enfoque de la dirección del espesor de la placa, mayor será la capacidad de fusión y luego se producirá una inclinación inversa.
Tres soluciones para realizar cortes muy anchos
Normalmente, durante el procesamiento de la máquina de corte por láser, hay casos en los que se produce un gran filo. Esta situación da como resultado una baja precisión de corte, que no cumple con nuestros requisitos.
¿A qué se debe esta situación? ¿Hay una manera de resolver esto?
Tras continua observación y análisis, el ingeniero técnico ideó tres soluciones:
- Necesitamos comprobar si la distancia focal de la máquina de corte por láser de fibra es correcta.
El ajuste de la distancia focal de la fibra óptica puede ser manual o automático.
Los técnicos tienden a pasar por alto el enfoque manual, especialmente después del reemplazo o limpieza de lentes; por lo tanto, es necesario reajustar la distancia focal.
- Las lentes son un factor clave.
Compruebe que la lente no esté dañada o sucia, ya que esto puede provocar dispersión del láser y engrosamiento del haz. Reemplazar o limpiar la lente es la única solución.
- La posición del tubo láser también es crucial.
Compruebe la calidad del punto láser.
Si hay dos puntos o el punto de luz no es redondo, es posible que sea necesario ajustar el punto de apoyo del tubo láser.
Esta razón a menudo se pasa por alto, pero aun así exige atención.
Las grandes costuras de corte por láser no son un problema importante, pero el equipo debe someterse a mantenimiento después de la producción y el procesamiento durante un período determinado.
De hecho, pueden ocurrir algunas irregularidades menores durante el uso, lo que requiere un mantenimiento adecuado para garantizar el funcionamiento eficiente y a largo plazo de la máquina de corte por láser y crear el máximo valor para los usuarios.
Experiencia en garantizar la calidad del corte por láser.
Los factores que afectan la calidad del corte por láser son muy complejos.
Por el contenido anterior, sabemos que además del material de procesamiento en sí, muchos otros factores determinan el ancho de corte, incluidas las características del haz, la potencia del láser, la velocidad de corte, el tipo de boquilla (apertura) y la altura de la boquilla, la posición del foco, el tipo de gas auxiliar, y presión, entre otros.
Vea también:
- ¿Cómo seleccionar la potencia de la máquina cortadora por láser de fibra?
- Tabla de espesores y velocidades de corte por láser
A continuación se ofrecen algunos consejos para garantizar la calidad del corte al utilizar una máquina de corte por láser:
- Una buena calidad de corte (es decir, un enfoque de corte) es muy importante para el proceso de corte. Al menos afectará el efecto de corte y las rebabas son graves. En el peor de los casos, provocará graves quemaduras en los bordes y la tabla explotará.
- Sin embargo, una vez alineado el enfoque, normalmente no es necesario ajustarlo repetidamente. Generalmente, es necesario ajustarlo cuando hay defectos evidentes en el efecto de corte.
- Además, la lente debe ajustarse después del mantenimiento.
- También es necesario ajustarlo al cambiar repetidamente placas delgadas y gruesas.
- Se deben realizar las pruebas de corte necesarias antes de reemplazar el tablero para garantizar que no haya problemas en el proceso de procesamiento.
Nota: Observe todos los días y mantenga la lente una vez a la semana.







