I. Laser Cutting Thickness and Speed Chart
1. 500W – 12kW laser cutting speed and thickness table
Unit: m/min
| Metals | 500W | 1000W | 1500 | 2,000W | 3000W | 4000W | 6000W | 8,000W | 10kW | 12kW | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Thickness | speed | speed | speed | speed | speed | speed | speed | speed | speed | speed | |
| mild steel (Q235A) |
1 | 7.0–9.0 | 8.0–10 | 15–26 | 24–30 | 30–40 | 33–42 | 35–42 | 35–42 | 35–42 | 35–42 |
| two | 3.0–4.5 | 4.0–6.5 | 4.5–7.0 | 4.7–6.0 | 4.8–7.5 | 5.2–8.0 | 6.0–8.0 | 6.2–10 | 7.0–12 | 10–13 | |
| 3 | 1.8–3.0 | 2.4–3.0 | 2.6–4.0 | 3.0–4.8 | 3.3–5.0 | 3.5–5.5 | 3.8–6.5 | 4.0–7.0 | 4.2–7.5 | 4.5–8.0 | |
| 4 | 1.3–1.5 | 2.0–2.4 | 2.5–3.0 | 2.8–3.5 | 3.0–4.2 | 3.1–4.8 | 3.5–5.0 | 3.5–5.5 | 3.5–5.5 | 3.5–5.5 | |
| 5 | 0.9–1.1 | 1.5–2.0 | 2.0–2.5 | 2.2–3.0 | 2.6–3.5 | 2.7–3.6 | 3.3–4.2 | 3.3–4.5 | 3.3–4.5 | 3.3–4.8 | |
| 6 | 0.6–0.9 | 1.4–1.6 | 1.6–2.2 | 1.8–2.6 | 2.3–3.2 | 2.5–3.4 | 2.8–4.0 | 3.0–4.2 | 3.0–4.2 | 3.0–4.2 | |
| 8 | 0.8–1.2 | 1.0–1.4 | 1.2–1.8 | 1.8–2.6 | 2.0–3.0 | 2.2–3.2 | 2.5–3.5 | 2.5–3.5 | 2.5–3.5 | ||
| 10 | 0.6–1.0 | 0.8–1.1 | 1.1–1.3 | 1.2–2.0 | 1.5–2.0 | 1.8–2.5 | 2.2–2.7 | 2.2–2.7 | 2.2–2.7 | ||
| 12 | 0.5–0.8 | 0.7–1.0 | 0.9–1.2 | 1.0–1.6 | 1.2–1.8 | 1.2–2.0 | 1.2–2.1 | 1.2–2.1 | 1.2–2.1 | ||
| 14 | 0.5–0.7 | 0.7–0.8 | 0.9–1.4 | 0.9–1.2 | 1.5–1.8 | 1.7–1.9 | 1.7–1.9 | 1.7–1.9 | |||
| 16 | 0.6-0.7 | 0.7–1.0 | 0.8–1.0 | 0.8–1.5 | 0.9–1.7 | 0.9–1.7 | 0.9–1.7 | ||||
| 18 | 0.4–0.6 | 0.6–0.8 | 0.65–0.9 | 0.65–0.9 | 0.65–0.9 | 0.65–0.9 | 0.65–0.9 | ||||
| 20 | 0.5–0.8 | 0.6–0.9 | 0.6–0.9 | 0.6–0.9 | 0.6–0.9 | 0.6–0.9 | |||||
| 22 | 0.4–0.6 | 0.5–0.8 | 0.5–0.8 | 0.5–0.8 | 0.5–0.8 | 0.5–0.8 | |||||
| 25 | 0.3–0.5 | 0.3–0.5 | 0.3–0.7 | 0.3–0.7 | 0.3–0.7 | ||||||
| Stainless steel (201) |
1 | 8.0–13 | 18–25 | 20–27 | 24–30 | 30–35 | 32–40 | 45–55 | 50–66 | 60–75 | 70–85 |
| two | 2.4–5.0 | 7.0–12 | 8.0–13 | 9.0–14 | 13–21 | 16–28 | 20–35 | 30–42 | 40–55 | 50–66 | |
| 3 | 0.6–0.8 | 1.8–2.5 | 3.0–5.0 | 4.0–6.5 | 6.0–10 | 7.0–15 | 15–24 | 20–30 | 27–38 | 33–45 | |
| 4 | 1.2–1.3 | 1.5–2.4 | 3.0–4.5 | 4.0–6.0 | 5.0–8.0 | 10–16 | 14–21 | 18–25 | 22–32 | ||
| 5 | 0.6–0.7 | 0.7–1.3 | 1.8-2.5 | 3.0–5.0 | 4.0–5.5 | 8.0–12 | 12–17 | 15–22 | 18–25 | ||
| 6 | 0.7–1.0 | 1.2-2.0 | 2.0–4.0 | 2.5–4.5 | 6.0–9.0 | 8.0–14.0 | 12–15 | 15–21 | |||
| 8 | 0.7-1.0 | 1.5–2.0 | 1.6–3.0 | 4.0–5.0 | 6.0–8.0 | 8.0–12.0 | 10–16 | ||||
| 10 | 0.6–0.8 | 0.8–1.2 | 1.8–2.5 | 3.0–5.0 | 6.0–8.0 | 8.0–12 | |||||
| 12 | 0.4–0.6 | 0.5–0.8 | 1.2–1.8 | 1.8–3.0 | 3.0–5.0 | 6.0–8.0 | |||||
| 14 | 0.4–0.6 | 0.6–0.8 | 1.2–1.8 | 1.8–3.0 | 3.0–5.0 | ||||||
| 20 | 0.4–0.6 | 0.6–0.7 | 1.2–1.8 | 1.8–3.0 | |||||||
| 25 | 0.5–0.6 | 0.6–0.7 | 1.2–1.8 | ||||||||
| 30 | 0.4–0.5 | 0.5–0.6 | 0.6–0.7 | ||||||||
| 40 | 0.4–0.5 | 0.5–0.6 | |||||||||
| Aluminum | 1 | 4.0–5.5 | 6.0–10 | 10–20 | 15–25 | 25–38 | 35–40 | 45–55 | 50–65 | 60–75 | 70–85 |
| two | 0.7–1.5 | 2.8–3.6 | 5.0–7.0 | 7–10 | 10–18 | 13–25 | 20–30 | 25–38 | 33–45 | 38–50 | |
| 3 | 0.7–1.5 | 2.0–4.0 | 4.0–6.0 | 6.5–8.0 | 7.0–13 | 13–18 | 20–30 | 25–35 | 30–40 | ||
| 4 | 1.0–1.5 | 2.0–3.0 | 3.5–5.0 | 4.0–5.5 | 10–12 | 13–18 | 21–30 | 25–38 | |||
| 5 | 0.7–1.0 | 1.2–1.8 | 2.5–3.5 | 3.0–4.5 | 5.0–8.0 | 9.0–12 | 13–20 | 15–25 | |||
| 6 | 0.7–1.0 | 1.5–2.5 | 2.0–3.5 | 4.0–6.0 | 4.5–8.0 | 9.0–12 | 13–18 | ||||
| 8 | 0.6–0.8 | 0.7–1.0 | 0.9–1.6 | 2.0–3.0 | 4.0–6.0 | 4.5–8.0 | 9.0–12 | ||||
| 10 | 0.4–0.7 | 0.6–1.5 | 1.0–2.0 | 2.2–3.0 | 4.0–6.0 | 4.5–8.0 | |||||
| 12 | 0.3-0.45 | 0.4–0.6 | 0.8–1.4 | 1.5–2.0 | 2.2–3.0 | 4.0–6.0 | |||||
| 16 | 0.3–0.4 | 0.6–0.8 | 1.0–1.6 | 1.5–2.0 | 2.2–3.0 | ||||||
| 20 | 0.5–0.7 | 0.7–1.0 | 1.0–1.6 | 1.5–2.0 | |||||||
| 25 | 0.5–0.7 | 0.7–1.0 | 1.0–1.6 | ||||||||
| 35 | 0.5–0.7 | 0.7–1.0 | |||||||||
| Brass | 1 | 4.0–5.5 | 6.0–10 | 8.0–13 | 10–16 | 20–35 | 25–30 | 45–55 | 55–65 | 65–75 | 75–85 |
| two | 0.5–1.0 | 2.8–3.6 | 3.0–4.5 | 4.5–7.5 | 6.0–10 | 8.0–12 | 25–30 | 30–40 | 33–45 | 38–50 | |
| 3 | 0.5–1.0 | 1.5–2.5 | 2.5–4.0 | 4.0–6.0 | 5.0–6.5 | 12–18 | 20–30 | 25–40 | 30–50 | ||
| 4 | 1.0–1.6 | 1.5–2.0 | 3.0-5.0 | 3.2–5.5 | 8.0–10 | 10–18 | 15–24 | 25–33 | |||
| 5 | 0.5–0.7 | 0.9–1.2 | 1.5–2.0 | 2.0–3.0 | 4.5–6.0 | 7.0–9.0 | 9.0–15 | 15–24 | |||
| 6 | 0.4–0.7 | 1.0–1.8 | 1.4–2.0 | 3.0–4.5 | 4.5–6.5 | 7.0–9.0 | 9.0–15 | ||||
| 8 | 0.5–0.7 | 0.7–1.0 | 1.6–2.2 | 2.4–4.0 | 4.5–6.5 | 7.0–9.0 | |||||
| 10 | 0.2–0.4 | 0.8–1.2 | 1.5–2.2 | 2.4–4.0 | 4.5–6.5 | ||||||
| 12 | 0.2–0.4 | 0.8–1.5 | 1.5–2.2 | 2.4–4.0 | |||||||
| 14 | 0.4–0.6 | 0.6–0.8 | 0.8–1.5 | ||||||||
Observation:
The following data in the laser cutting speed and thickness table are for reference only!
Various factors can affect cutting speed in laser technology, such as fiber optics, material quality, gases, optical lenses, cutting patterns, and other site-specific conditions that require adjustments.
The diagram shows that the yellow section represents cutting with pure nitrogen, while the blue section represents cutting with pure oxygen.
It is important to note that laser cutting may not be efficient when working with limited materials, which can result in suboptimal results and make continuous processing difficult.
When cutting highly anti-corrosive materials such as copper and aluminum, it is essential to pay special attention to process adjustment.
It is not recommended to process continuously for long periods of time to avoid potential damage.
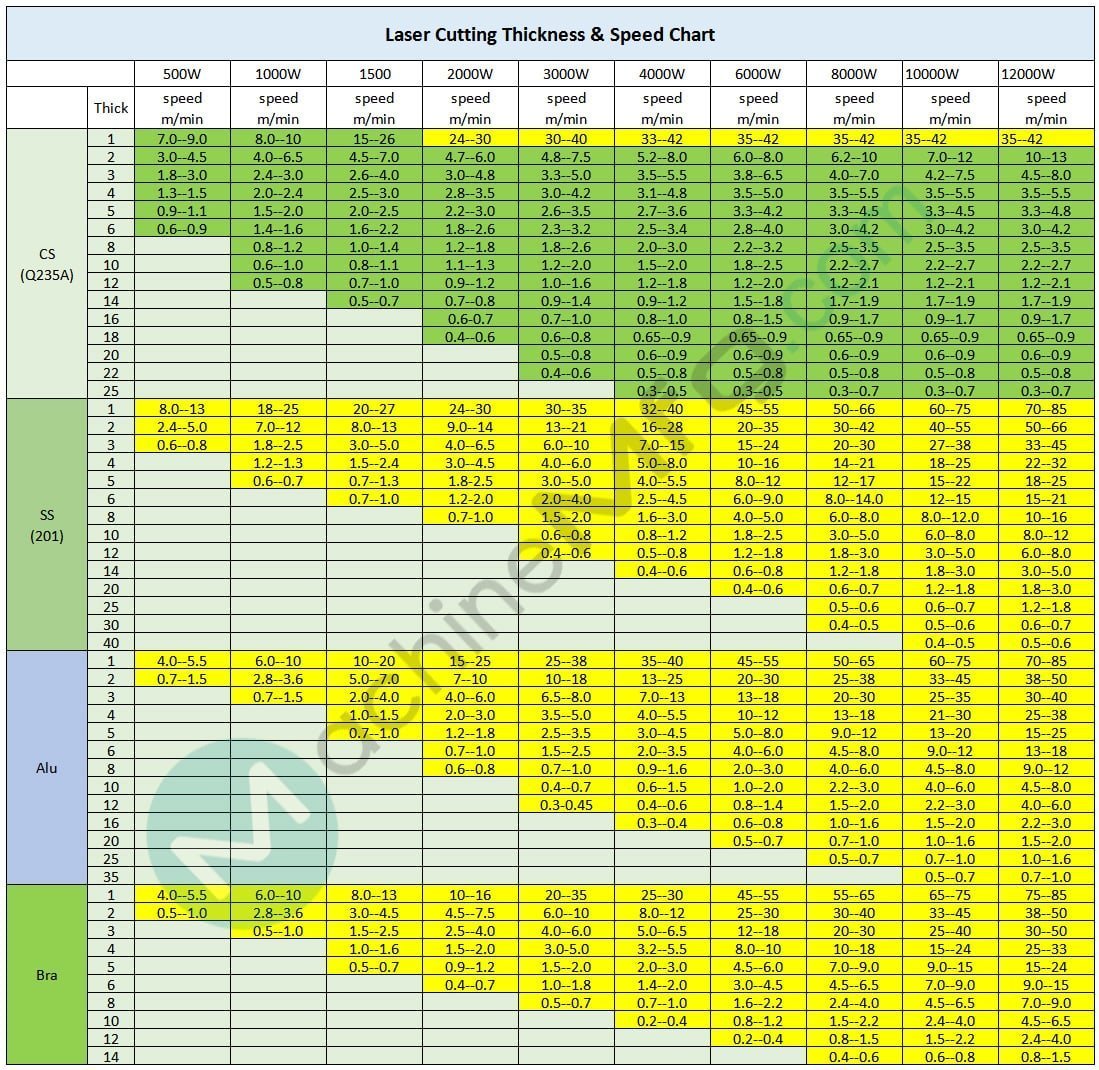 Fig. Laser cutting thickness and speed chart
Fig. Laser cutting thickness and speed chart
2. 750W Laser Cutting Speed and Thickness Table
| Power | 750W | |||
|---|---|---|---|---|
| Material | Thickness (mm) |
Speed (m/min) |
Pressure (MPA) |
Gas |
| Stainless steel | 0.5 | >21 | 1 | N 2 |
| 1 | 12~18 | >1.1 | ||
| two | 3.6~4.2 | >1.5 | ||
| 3 | 1.2~1.8 | >1.8 | ||
| 4 | 0.78~1.2 | >2.0 | ||
| Carbon steel | 1 | 12~18 | 1 | Oh 2 |
| two | 4.2~5.4 | 0.6~0.8 | ||
| 3 | 3~3.9 | 0.25~0.4 | ||
| 4 | 1.8~2.4 | 0.15~0.2 | ||
| 5 | 1.2~1.8 | 0.15~0.2 | ||
| 6 | 0.9~1.2 | 0.10~0.15 | ||
| 8 | 0.72~1.84 | 0.10~0.15 | ||
3. 20 kW laser cutting speed and thickness table
Unit: m/min
| Metal | mild steel | Stainless steel | Aluminum | Brass | ||||
| Thickness (mm) |
Oh 2 | Oh 2 | Mix | Air | N 2 | Air | N 2 | N 2 |
| (Positive Focus) | (Negative Focus) | (Mixed Gas/N 2 Generator) | ||||||
| 1 | 7.0-10.0 | / | 30.0-80.0 | 30.0-80.0 | 30.0-80.0 | 30.0-80.0 | 30.0-80.0 | 30.0-80.0 |
| two | 5.0-7.0 | / | 30.0-50.0 | 30.0-50.0 | 30.0-50.0 | 30.0-50.0 | 30.0-50.0 | 30.0-50.0 |
| 3 | 4.5-6.0 | / | 25.0-40.0 | 25.0-40.0 | 25.0-40.0 | 25.0-40.0 | 25.0-40.0 | 25.0-45.0 |
| 4 | 3.5-3.9 | / | 25.0-35.0 | 25.0-35.0 | 25.0-35.0 | 25.0-35.0 | 25.0-35.0 | 20.0-35.0 |
| 5 | 3.2-3.5 | / | 20.0-28.0 | 20.0-28.0 | 20.0-28.0 | 20.0-28.0 | 20.0-28.0 | 14.0-24.0 |
| 6 | 2.9-3.2 | / | 18.0-28.0 | 18.0-28.0 | 18.0-28.0 | 18.0-28.0 | 18.0-28.0 | 12.0-20.0 |
| 8 | 2.5-2.7 | 3.2-3.8 | 13.0-16.0 | 13.0-16.0 | 13.0-16.0 | 13.0-18.0 | 13.0-18.0 | 8.0-13.0 |
| 10 | 1.9-2.2 | 3.2-3.6 | 8.0-10.0 | 8.0-10.0 | 8.0-10.0 | 8.0-11.0 | 9.0-12.0 | 6.0-9.0 |
| 12 | 1.8-2.1 | 3.1-3.5 | 7.0-8.0 | 7.0-8.0 | 7.0-8.0 | 7.0-8.5 | 5.0-7.5 | 4.0-6.0 |
| 14 | 1.6-1.8 | 3.0-3.4 | 5.5-6.5 | 5.5-6.5 | 5.5-6.5 | 5.5-7.0 | 4.5-5.5 | 3.5-4.5 |
| 16 | 1.5-1.7 | 3.0-3.3 | 4.0-5.0 | 4.0-5.0 | 4.0-5.0 | 4.0-5.3 | 2.5-4.5 | 3.0-4.0 |
| 18 | 1.5-1.6 | 3.0-3.3 | 3.0-3.8 | / | 3.0-3.8 | 3.0-4.0 | 2.0-3.5 | 2.5-3.5 |
| 20 | 1.3-1.5 | 2.6-3.2 | 2.6-3.2 | / | 2.6-3.3 | 2.6-3.6 | 1.5-2.0 | 1.5-2.5 |
| 22 | / | / | / | / | 1.6-2.6 | 1.6-2.8 | 1.2-1.8 | / |
| 25 | 0.8-1.3 | 2.2-2.8 | / | / | 1.2-2.0 | 1.2-2.2 | 1.0-1.5 | 0.5-0.8 |
| 30 | 0.7-1.2 | 2.0-2.7 | / | / | 0.8-1.0 | 0.8-1.2 | 0.7-1.2 | 0.3-0.5 |
| 35 | / | / | / | / | 0.4-0.7 | 0.4-0.8 | 0.5-0.9 | / |
| 40 | 0.8-1.1 | 1.0-1.3 | / | / | 0.3-0.6 | 0.3-0.7 | 0.3-0.5 | / |
| 50 | 0.3-0.6 | / | / | / | 0.2-0.4 | 0.2-0.4 | 0.2-0.3 | / |
| 60 | 0.2-0.5 | / | / | / | 0.2-0.3 | / | 0.1-0.2 | / |
4. 30 kW laser cutting speed and thickness table
| Thickness (mm) |
Metal | Cutting speed (m/min) |
Auxiliary Gas |
| 1 | mild steel | 10.0-15.0/30.0-80.0 | Ó 2 /N 2 |
| two | 6.0-8.0/30.0-50.0 | ||
| 3 | 5.0-6.0/30.0-40.0 | ||
| 4 | 3.5-3.9/25.0-35.0 | ||
| 5 | 3.2-3.5/22.0-30.0 | ||
| 6 | 2.9-3.2/18.0-22.0 | ||
| 8 | 2.5-3.7/14.0-18.0 | ||
| 10 | 2-3.6/12.0-14.0 | ||
| 12 | 1.8-3.3/10.0-12.0 | ||
| 16 | 1.4-3.2/6.0-8.0 | ||
| 20 | 1.3-2.8/4.0-5.5 | ||
| 25 | 1.1-2.2/2.5-3.5 | ||
| 30 | 1.0-1.7 | Oh 2 | |
| 40 | 0.7-0.9 | ||
| 50 | 0.3-0.4 | ||
| 60 | 0.15-0.2 | ||
| 1 | Stainless steel | 30.0-80.0 | N 2 |
| two | 30.0-50.0 | ||
| 3 | 25.0-45.0 | ||
| 4 | 25.0-35.0 | ||
| 5 | 20.0-28.0 | ||
| 6 | 24.0-32.0 | ||
| 8 | 20.0-27.0 | ||
| 10 | 16.0-22.0 | ||
| 12 | 11.0-13.0 | ||
| 16 | 7.5-9.5 | ||
| 20 | 4.5-5.5 | ||
| 25 | 2.5-3.0 | ||
| 30 | 1.5-2.1 | ||
| 35 | 1.0-1.1 | ||
| 40 | 0.6-0.8 | ||
| 50 | 0.2-0.3 | ||
| 60 | 0.1-0.2 | ||
| 70 | 0.1-0.16 | ||
| 1 | Aluminum | 30.0-80.0 | N 2 |
| two | 30.0-60.0 | ||
| 3 | 25.0-50.0 | ||
| 4 | 25.0-40.0 | ||
| 5 | 23.0-35.0 | ||
| 6 | 22.0-30.0 | ||
| 8 | 18.0-25.0 | ||
| 10 | 10.0-14.0 | ||
| 12 | 5.8-8.5 | ||
| 16 | 3.5-8.0 | ||
| 18 | 2.5-6.5 | ||
| 20 | 2.0-4.0 | ||
| 22 | 1.5-3.0 | ||
| 25 | 1.0-2.0 | ||
| 30 | 0.8-1.5 | ||
| 35 | 0.6-1.2 | ||
| 40 | 0.5-1.0 | ||
| 50 | 0.4-0.6 | ||
| 60 | 0.3-0.4 | ||
| 1 | Brass | 30.0-80.0 | N 2 |
| two | 30.0-50.0 | ||
| 3 | 25.0-45.0 | ||
| 4 | 24.0-35.0 | ||
| 5 | 17.0-24.0 | ||
| 6 | 12.0-20.0 | ||
| 8 | 9.0-15.0 | ||
| 10 | 6.0-10.0 | ||
| 12 | 3.7-6.5 | ||
| 16 | 2.4-3.3 | ||
| 20 | 1.1-2.4 | ||
| 25 | 0.7-1.6 | ||
| 30 | 0.55-0.9 |
II. Parameters for laser cutting of stainless steel
| Stainless steel material thickness | mm | 1 | two | 3 | 4 | 5 | 6 | 8 |
| Incident beam diameter | mm | 19 | 19 | 19 | 19 | 19 | 19 | 19 |
| Cutting off auxiliary gas | N2 | N2 | N2 | N2 | N2 | N2 | N2 | |
| Auxiliary gas pressure | Pub | 8 | 10 | 13 | 15 | 17 | 18 | 20 |
| Cutting nozzle diameter | mm | 1.5 | two | two | two | two | two | 2.5 |
| Position of the cutting nozzle in relation to the material | mm | 1 | 1 | 0.8 | 0.8 | 0.8 | 8 | 0.8 |
| Cut to seam width | mm | 0.1 | 0.1 | 0.12 | 0.12 | 0.12 | 0.12 | 0.12 |
| Lens focal length | inch | 5 | 5 | 5 | 5 | 5 | 5 | 7.5 |
| Focal point position | -0.5 | -1 | -two | 3 | -3.5 | -4.5 | -6 | |
| Drilling | ||||||||
| Laser Mode | SP | SP | SP | SP | SP | SP | SP | |
| Laser Frequency | Hz | 200 | 200 | 200 | 250 | 250 | 250 | 250 |
| Laser Power | W | 600 | 800 | 800 | 1100 | 1100 | 1350 | 1350 |
| Duty cycle | % | 20 | 25 | 25 | 25 | 25 | 25 | 25 |
| Lag time | Second | two | two | 0.5 | 1 | 1 | 1 | two |
| Focal Position | mm | -0.5 | -1 | -two | 0 | 0 | 0 | 0 |
| O2 Assist Pressure | Pub | 1 | 1 | 1 | two | 1 | 1 | 1 |
| Small hole | ||||||||
| Laser Mode | SP | SP | SP | C.W. | C.W. | C.W. | C.W. | |
| Laser Frequency | Hz | 200 | 750 | 750 | ||||
| Laser Power | W | 800 | 1200 | 1200 | 1500 | 1500 | 1800 | 2200 |
| Duty cycle | % | 25 | 50 | 55 | ||||
| Feed rate | mm/min | 500 | 1300 | 1000 | 900 | 700 | 800 | 500 |
| Big hole | ||||||||
| Laser Mode | C.W. | C.W. | C.W. | C.W. | C.W. | C.W. | C.W. | |
| Laser Power | W | 1200 | 1500 | 1500 | 2200 | 2200 | 2200 | 2200 |
| Feed rate | mm/min | 3,000 | 2500 | 1800 | 1600 | 1300 | 1000 | 500 |
| Cut | ||||||||
| Laser Mode | C.W. | C.W. | C.W. | C.W. | C.W. | C.W. | C.W. | |
| Laser Power | W | 800 | 1100 | 1800 | 1800 | 1800 | 1500 | 1500 |
| Feed rate | mm/min | 1500 | 2000 | 2500 | 1350 | 1100 | 500-800 | 275 |
| Laser Mode | C.W. | C.W. | C.W. | C.W. | C.W. | C.W. | C.W. | |
| Laser Power | W | 1500 | 1800 | 2200 | 2200 | 2200 | 2200 | 1800 |
| Feed rate | mm/min | 4000 | 3500 | 2700 | 1600 | 1300 | 1000 | 350 |
| Laser Mode | C.W. | C.W. | C.W. | |||||
| Laser Power | W | 1800 | 2200 | 2200 | ||||
| Feed Rate | mm/min | 5600 | 3750 | 500 | ||||
| Laser Mode | C.W. | |||||||
| Laser Power | W | 2200 | ||||||
| Feed Rate | mm/min | 6,000 | ||||||
- CW Continuous Wave
- SP-Super Pulse
- GP controlled pulse
Precautions:
For oxygen-assisted cutting, the additional thickness and other material parameters are related to the PRC parameters.
At the highest cutting speed, the edge cutting quality and cutting gas pressure depend on the alloy composition of the material and the purity of the cutting gas.
After oxygen cutting is completed, the oxygen must be purified; otherwise, the mixture of oxygen and nitrogen will cause the blade to turn blue or brown.
When cutting material with thickness ≥4mm, the parameters for cutting small holes should be used when cutting holes of φ1.5mm, with oxygen pressure at 4Bar (60Psi), or the initial cutting speed is 20~30% of the normal cutting speed.
Cutting small holes refers to holes with a diameter of ≤5mm and a thickness of ≤3mm, or a thickness of >3mm and a hole diameter of no more than the thickness of the board.
Cutting large holes refers to holes with a diameter of >5mm and a thickness of ≤3mm, or a thickness of >3mm and a hole diameter greater than the thickness of the board.
Methods to increase laser cutting speed
Methods for increasing laser cutting speed mainly include the following aspects:
Adjusting the laser power: The magnitude of the laser power directly affects the cutting speed, seam width, cut thickness and cut quality. Adequate laser power can increase cutting efficiency, but it is important to note that the power required depends on the characteristics of the material and the cutting mechanism. For example, when cutting carbon steel, the cutting speed can be increased by changing the type of cutting gas.
Optimizing cutting parameters: Rational cutting speed, power and gas cutting settings have a significant impact on cutting quality and efficiency. By simulating cutting planes, the optimal cutting path can be determined to avoid excessive repetition of cuts and offset paths, thereby increasing cutting speed.
Improving the cutting head structure: Choosing the right cutting gas and improving the cutting head structure is also one of the effective methods to increase the cutting speed.
Adjustment of cutting parameters according to material characteristics: Different metal materials (such as aluminum foil, stainless steel, carbon steel, copper foil and alloy materials, etc.) and material thickness will affect the speed of laser cutting . Therefore, it is necessary to adjust the cutting parameters according to the specific characteristics of the material.
Improving equipment performance: Increasing the power of the laser generator to reach the optimal value can directly and effectively improve the cutting speed and cutting effect.
Adjusting the beam mode and focusing distance: When adjusting the beam mode and ensuring a change in laser cutting speed within a certain range, pay attention when adjusting the laser power, cutting speed and focusing distance. focus to get the best cutting effect.
Using an auto-focus laser cutting head: Using an auto-focus laser cutting head can improve the machine's focusing speed, avoiding time loss caused by manual focusing, indirectly increasing the cutting speed.
Which cutting parameters (such as cutting speed and power) are most critical for improving cutting efficiency under different laser powers?
Under different laser powers, the main parameters for improving cutting efficiency include cutting speed, laser power, focus size and focus depth. Firstly, laser power is one of the important factors that affect cutting speed and efficiency. By increasing laser power, faster cutting speed can be achieved, especially when processing medium and low thickness plates, increasing laser power can significantly improve cutting efficiency.
Furthermore, the correct focus position is crucial for achieving stable and efficient cutting quality. In addition to the above parameters, the choice and flow of auxiliary gases also have a significant impact on cutting efficiency.
Oxygen can participate in metal combustion and is suitable for cutting most metals, while inert gases and air are suitable for cutting some metals. This suggests that when choosing the parameters of a laser cutting machine, not only the laser power and focus settings should be considered, but also the choice and flow of auxiliary gases should be adjusted according to the characteristics and requirements. of the material to be cut.
Key parameters for improving laser cutting efficiency include laser power, cutting speed, focus size, focus depth, and the choice and flow of auxiliary gases. These parameters need to be optimized and adjusted according to the specific cutting task and material characteristics.
How to optimize the beam pattern and focus distance for better cutting results?
In the laser cutting process, it is crucial to optimize the beam pattern and focus distance to achieve the best cutting effect. Initially, the appropriate focus position must be chosen based on different materials and cutting requirements. The position of the focus can influence the fineness of the cross-section of the cut material, the condition of the slag at the bottom, and whether the material can be cut.
For example, in fiber laser cutting machines, the smallest slit and the highest efficiency can be achieved when the focus is in the ideal position. Additionally, when the focus of the laser beam is minimized, spot shooting is used to establish the initial effects and the focus position is determined based on the effect size of the light spot. This position is the ideal processing focus.
In addition to adjusting the focus position, the beam pattern can be optimized using diffractive multifocal optical elements. These unique diffractive optical components can separate the beam along the focus axis, demonstrating better bevel cutting effects. Furthermore, a beam shaper is also an important tool that can improve clipping effects by making the incident light diffract through an optimization algorithm.
In practical operations, it is crucial to correctly set the focus distance for the cropping effect. Solutions include adjusting the ideal cutting focus distance, using weights to flatten the material, and using a focusing ruler to check that the height of each area of the worktable is consistent. Furthermore, optimizing the distance between processing points is one aspect of improving cutting quality. For example, when the processing point distance is 1 μm, a better roughness quality of the processing cross section can be obtained.
Accurately adjusting the focus position, optimizing the beam pattern using diffractive optical components and beam shaping, and paying attention to the focus distance and processing point distance settings, the beam pattern and the focus distance during cutting laser can be effectively optimized to achieve the best cutting effect.







