
La soldadura láser se utiliza ampliamente en diversas industrias debido a sus ventajas de alta eficiencia, alta precisión, buenos resultados y facilidad de integración de la automatización. Desempeña un papel importante en la producción y fabricación industrial, incluidas industrias como la militar, médica, aeroespacial, piezas de automóviles 3C, chapa mecánica, nuevas energías y herrajes para baños.
Sin embargo, cualquier método de procesamiento, incluida la soldadura láser, puede producir defectos o productos deficientes si no se comprenden adecuadamente el principio y el proceso.
Para maximizar el valor de la soldadura láser y producir productos de alta calidad que luzcan impecables, es importante comprender estos defectos y aprender cómo evitarlos.
A lo largo de años de experiencia, los ingenieros han recopilado soluciones a defectos de soldadura comunes para que sus pares de la industria puedan consultarlas.
1. grieta
Las grietas que se producen durante la soldadura láser continua son principalmente grietas térmicas, como grietas de cristalización y grietas de licuefacción.
La principal causa de estas grietas es la gran fuerza de retracción que genera la soldadura antes de que se solidifique por completo.
El uso de relleno de alambre, precalentamiento u otros métodos puede reducir o eliminar estas grietas.

soldadura de grietas
2. Orificio de aire
La porosidad es un defecto común en la soldadura láser.
El profundo y estrecho baño fundido en la soldadura láser se enfría rápidamente, lo que dificulta que escape el gas generado en el baño fundido, lo que lleva a la formación de poros.
Sin embargo, a pesar del rápido enfriamiento, la porosidad en la soldadura láser es generalmente menor que la encontrada en la soldadura por fusión tradicional.
Limpiar la superficie de la pieza antes de soldar puede reducir la aparición de poros y la dirección del soplado también puede afectar la formación de poros.
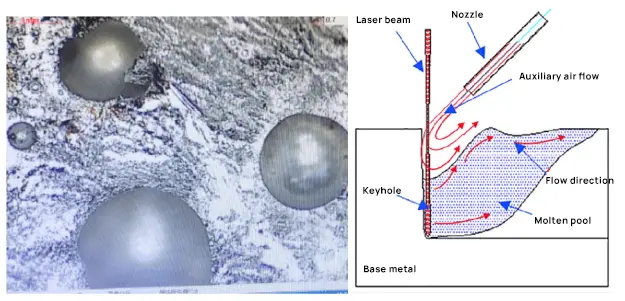
Porosidad de la soldadura (izquierda)
Proceso de formación de soldadura (derecha)
3. Salpicar
Las salpicaduras producidas durante la soldadura láser pueden afectar significativamente la calidad de la superficie de soldadura y causar contaminación y daños a las lentes.
Las salpicaduras están directamente relacionadas con la densidad de potencia, por lo que reducir la potencia de soldadura puede ayudar a reducir las salpicaduras.
Si la penetración es inadecuada, también puede ser útil reducir la velocidad de soldadura.

Salpicaduras de soldadura
4. Rebajado
Si la velocidad de soldadura es demasiado rápida, el metal líquido en la parte posterior del pequeño orificio que apunta hacia el centro de la soldadura no tendrá tiempo de redistribuirse, lo que provocará solidificación y cizallamiento en ambos lados de la soldadura.
Un espacio grande en el conjunto de la junta también puede reducir la cantidad de metal fundido calafatado, lo que hace que sea más probable que se produzcan socavaduras.
Si la potencia disminuye demasiado rápido al final de la soldadura por láser, el pequeño orificio puede colapsar, lo que provoca una socavación local.
La combinación adecuada de potencia y velocidad puede prevenir eficazmente la formación de socavaduras.

5. Recoger
Si la velocidad de soldadura es lenta, el baño fundido será más grande y ancho, aumentando la cantidad de metal fundido. Esto puede dificultar el mantenimiento de la tensión superficial.
Cuando el metal fundido se vuelve demasiado pesado, el centro de la soldadura puede hundirse y formar colapsos y agujeros.
En este caso, es necesario reducir adecuadamente la densidad de energía para evitar que el baño fundido colapse.
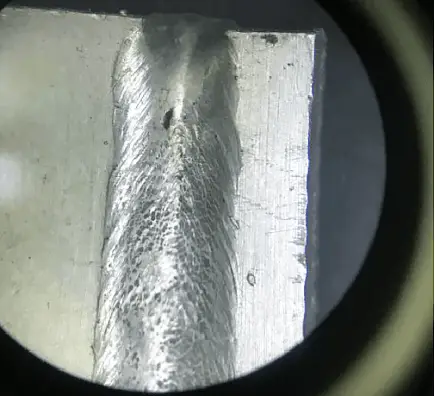
Colapso de soldadura de aleación de aluminio
Tener una comprensión correcta de los defectos que pueden ocurrir durante la soldadura láser y las causas de los diferentes defectos permite un enfoque más específico para resolver cualquier problema de soldadura anormal.







