
SYNOPSIS
Operation:
To operate the cam hammer machine, electric motor, which has 1440 rpm with operating voltage of 250V AC in single phase with continuous rating. Its 0.5 horsepower is used to rotate the cam shaft on which the cam pair is installed. As the camshaft and cam rotate, it lifts the follower plate along with it during its rising period.
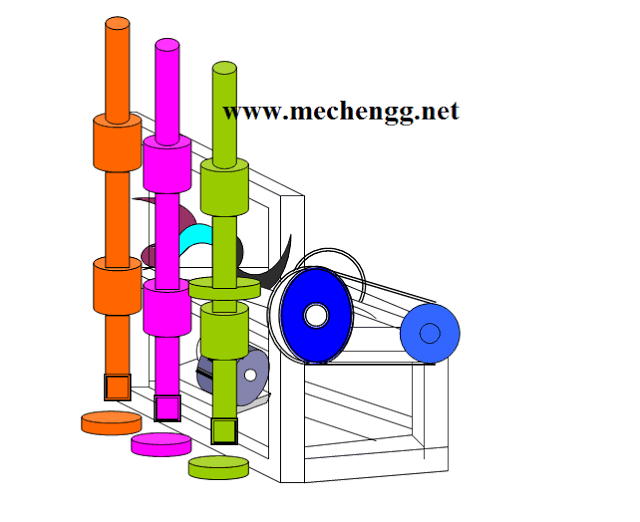 Cam Operated Hammer Bending Machine
Cam Operated Hammer Bending MachineThe follower plate installed on the ram shaft raises the ram along with it. As the cam reaches its maximum height, its downward period suddenly begins to lose contact with the follower plate and the ram is suddenly lowered with an impact on the table plate. The work along with the required die is kept on the table and exerted with the impact load deforming it into the desired shape.
The elevation of the cam and follower and the rigidity of the retention determine the intensity of the impact exerted on the work. If the operating speed of the cam increases, the material molecules of the work components will not find time to retain and this will help in obtaining the deformed shape and size due to easy recovery of the plastic phase instead of the elastic phase. Thus, the rpm, i.e. the operating speed of the cam, plays a vital role in the forging operation. As the spring stiffness increases, the intensity of the impact load also increases.
The following operations can be performed on this machine
1) Shear:
In the shearing operation such as punching the metal, the pressure exerted by the pressure files causes plastic deformation of the metal. Because the gap between the thrust and the die is very small, plastic deformation occurs in a localized area and the metal adjacent to the cutting edges of the punch and the edges of the die becomes highly stressed, which causes fracture to begin at both the sides of the plate. as the deformation progresses. When the maximum strength of the material is reached while the punch continues to descend, the fracture is found in the center of the plate. The metals are now completely cut from the sheet and fall through the die opening.
2) Suppression:
Blanking is the operation of cutting flat areas into some desired shape. Suppression is usually the first step in a series of operations. Perforated metal is the production required in cutting. For blanking, the shear angle is provided in the die.
3) Drilling:
Punching operations differ from blanking in that in punching, the metal removed by punching is generally much smaller than that removed by blanking. Secondly, the shear angle is at the punch and the metal removed is scrap.
4) Drilling:
Drilling is the operation of producing a series of holes eventually spaced in a regular pattern in sheet metal.
5) Notch:
It is the operation of removing the metal to the desired shape of the edge of the plate. It's similar to punching and punching.
6) Cut:
It is the operation of cutting a metal sheet in a straight line along its entire length.
7) Lancet:
It consists of cutting the metal sheet into a small length and then bending this cut part. Cutting and lancing operations are shown below:
8) Training:
It is the operation of bending a sheet of metal along a curved axis, such as in a U shape.
9) Drawing:
It is the operation of bending a sheet to produce cup-shaped parts from flat sheets through plastic metal bending and flow.
Its special features are:







