1 . Features of welding direction and angle
1.1 B basic concepts
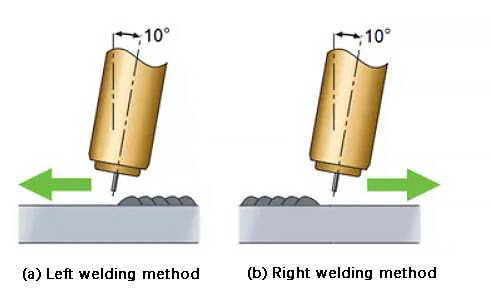
For gas metal arc welding, when the operator holds the welding gun with the right hand, it is normally held from right to left. This is called the “left hand welding method” as the nozzle of the welding gun is at an obtuse angle (>90°) to the welding direction.
On the other hand, when welding from left to right with an acute angle (<90°) between the welding gun nozzle and the welding direction, this is called “right-hand welding method”.
If the operator holds the welding gun with the left hand, the welding direction will be reversed.
Figure 1 provides a visual representation of the left and right welding methods.
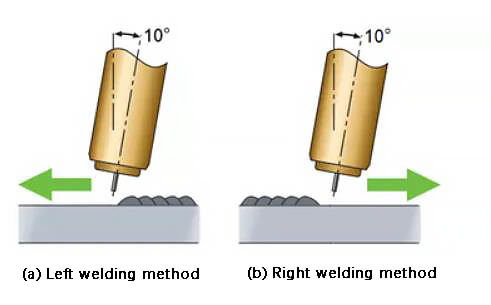
Fig. 1 Schematic diagram of the left welding method and the right welding method
The angle between the axis of the welding gun and the welding surface is called the “working angle”. In the plane where the welding torch axis and welding direction are located, the angle between the welding torch axis and a straight line perpendicular to the welding direction is called “walking angle”.
Figure 2 (a) represents the working angle and offset angle for a fillet weld, while Figure 2 (b) illustrates the working angle and offset angle for a butt weld.
(a) Working angle and displacement angle of fillet weld (T-joint)
(b) Working angle and displacement angle of butt weld (butt joint)
Fig. 2 Schematic diagram of working angle and walking angle
Typically, the working angle for a fillet weld is 45°, while that of a butt weld is 90°.
The offset angle can be classified into “tilt angle” and “caster angle” based on the welding direction. When welding in the right direction, it is known as the “caster angle”, and when welding in the left direction, it is known as the “rip angle”.
1.2 And effect on weld formation
When the welding direction and angle vary, the behavior of the arc and welding also changes.
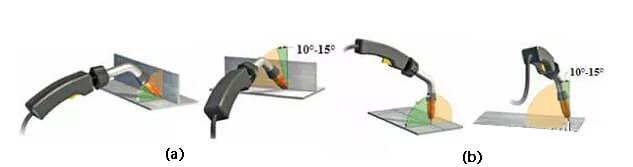
During right-hand welding, most of the arc acts directly on the weld, while during left-hand welding, most of the arc affects the liquid weld pool. As a result, under similar welding current, arc voltage and welding speed, the weld width and depth may be different.
Figure 3 provides a visual representation of how welding direction and angle affect weld formation.
(a) Schematic diagram of the influence of butt welding direction and displacement angle on weld formation
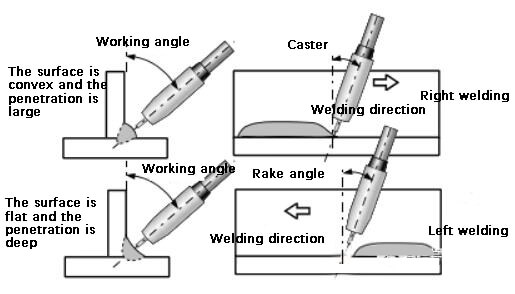
(b) Schematic diagram of the influence of fillet welding direction and offset angle on weld formation
Fig. 3 Schematic diagram of welding direction and angle and their influence on weld formation
In addition to affecting weld formation, welding direction and walking angle also impact the welder's view of the weld pool, spatter size, and the effectiveness of gas shielding.
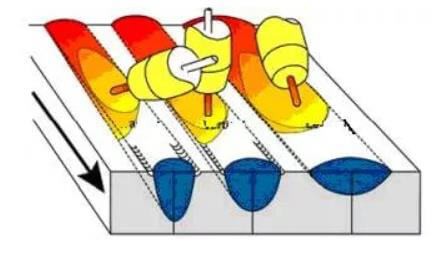
When welding with the left hand, the welder should observe the welding arc and the puddle on one side of the welding arc at an angle of 45° to 70°, which makes it easier to monitor the welding wire end melting and changes in the melting pool.
However, when welding in the correct direction, the presence of the welding gun obstructs the welder's line of sight, making welding more difficult.
Figure 4 provides a schematic diagram of the ideal viewing angle for the welder when welding on the left (for a flat welding position).
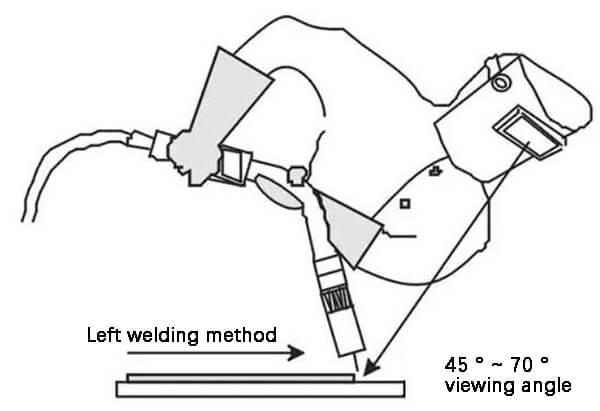
Fig. 4 Perspective of the left welding operator (flat welding position)
When the walking angle is large, it is easier for air to enter the weld, resulting in the formation of pores. To avoid this, the downward shift angle is normally set between 10° and 15°.
Furthermore, the welding direction also affects the size of the spatter produced during the process. Welding on the left typically results in larger spatter, while welding on the right produces smaller spatter.
2. Application of welding direction and angle
Given the significant impact of welding direction and angle on factors such as weld formation, spatter size and gas shielding, different welding directions are used in actual welding production based on technical requirements and situational factors.
A table describing typical practical applications of various welding directions is provided for reference.
Table – Practical application of welding direction
| Application | Correct welding method | Left welding method | |
|---|---|---|---|
| Flat welding | sheet | Not suitable, because large penetration is easy to burn | Suitable because the baking depth is shallow and the weld is flat. |
| plate | Suitable, because it can guarantee good fusion | Not suitable, due to shallow penetration, penetration cannot be guaranteed. | |
| Transverse welding | Single pass welding | Not suitable because narrow and deep welds tend to form convex welds | Suitable because it is easy to obtain wide, flat welds. |
| Multi-pass welding | Suitable for backing welding and filler welding | Suitable for roof welding | |
| Vertical upward welding | arbitrarily | inappropriate | adjust |
| Vertical downward welding | arbitrarily | adjust | inappropriate |
3. Conclusion
3.1 The left welding method is characterized by shallow penetration and wide weld bead, making it suitable for welding thin plates. On the other hand, the correct welding method is known for its deep penetration and narrow weld bead, making it ideal for welding medium and heavy plates.
3.2 A small displacement angle results in a deep melting depth and effective weld pool protection. On the other hand, a large walking angle leads to shallow penetration and poor weld pool protection. For optimal results, a walking angle of 10° to 15° is recommended to ensure good protection of the weld pool.







