Let's cut to the chase and get straight to the question:
Figure 1 shows the parallel gear of a company's megawatt model. The gear is made from 18CrNiMo7-6 steel and requires carburizing and quenching. The gear tooth modulus is 10 mm.
With an outer diameter of 1680 mm, a tooth width of 180 mm and an inner hole diameter of 500 mm, the gear is designed with a thin core.
See Table 1 for technical specifications of the heat treatment process.
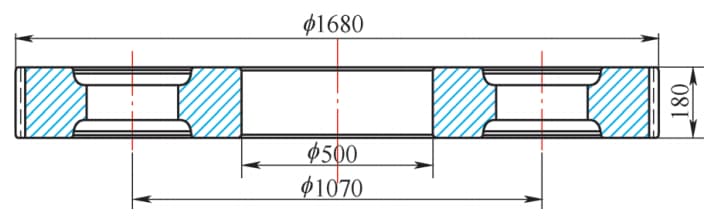
Fig. 1 General Gear Dimension
Table 1 Technical Requirements for Heat Treatment of 18CrNiMo7-6 Steel Gears
| Effective depth of hardened coating/mm | HRC surface hardness | HRC core hardness | carbide | Martensite | Retained austenite (%) | cardiac tissue | IGO/mm |
| 2.9~3.9 | 58~64 | ≥30 | ISO 6336:5MQdegree | Fine needle | ≤30 | No solid ferrite | ≤0.05 |
1. Process route
The process flow of gear processing is forging → normalizing → rough turning → milling → chamfering → carburizing and quenching → shot peening → semi-finish turning → finish turning → keyway → assembly → boring → gear grinding → storage.
During the trial production process, the gear underwent carburizing, high-temperature tempering, quenching, low-temperature tempering and shot peening. However, during the gear grinding phase, it was discovered that the gear had significant distortion.
Furthermore, after experimental grinding, the normal of the part was below the required value.
Additionally, there were visible grinding marks on the gear root, leading to the decision to discard the part.
2. Experimental production process and deformation mechanism analysis
At the beginning of the trial production phase, it was determined that parts with serial number H1 would be used for trial production based on actual on-site conditions. This was due to the gear having a diameter-to-width ratio of 9.3, the web plate being thin, the weight reduction holes being large, and the parts being prone to warping.
The heat treatment process for experimental production is illustrated in Figure 2. The process used was “carburizing – high recovery – quenching – low recovery”. The temperature was raised using a step heating method and quenching was carried out using a salt bath method.
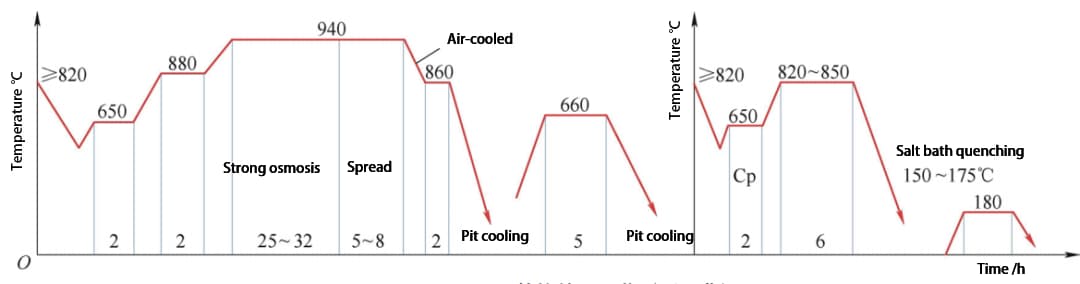
Fig. 2 Heat Treatment Process of H1 Parts (Original Process)
The parts are installed flat using the tooling of a 2-meter-deep well-type carburizing furnace. To facilitate operation, an 8-gap chassis tooling was selected and 4 fan-shaped honeycomb plates were positioned at intervals, as illustrated in Figure 3.
After high-temperature tempering, the quenching method was changed to suspension, with the suspension position being the internal hole of the part, as shown in Figure 4.
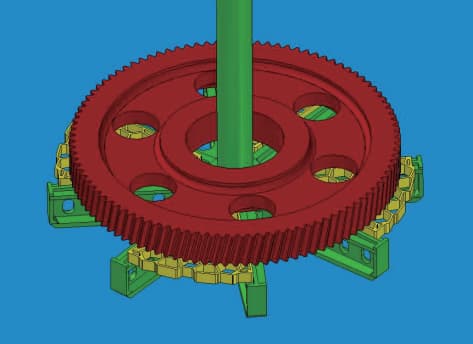
Fig. 3 Carburization Charging of H1 Parts
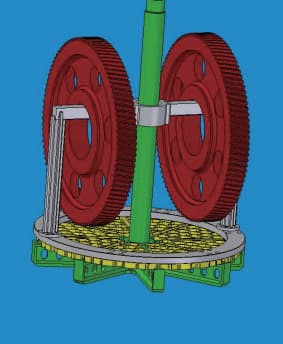
Fig. 4 Quenching loading of H1 parts
After undergoing heat treatment, the parts underwent tests of their physical and chemical indicators, which were considered to comply with the qualifications.
During the gear grinding process, it was reported that there was significant distortion in the teeth.
The normal average of the parts after trial grinding was 604.74 mm, which is below the required lower limit of 605.014 mm.
Due to the presence of grinding steps in some gear roots, these parts were considered scrap.
To identify the cause of deformation in the parts, alignment data from part H1 during gear grinding was collected and analyzed.
1)Review the grinding gear alignment tolerance report for the tooth section. Make sure that multiple tooth profiles intersect correctly in the tooth direction and that the overall tooth direction is not significantly distorted.
2)Compare the high and low points of the straightened teeth alignment on the left and right tooth surfaces. Present findings using a radar chart, as illustrated in Figure 5.
Analysis reveals that the greatest amount of distortion occurs in tooth positions 57 to 82, while deformation in other positions is within acceptable limits.
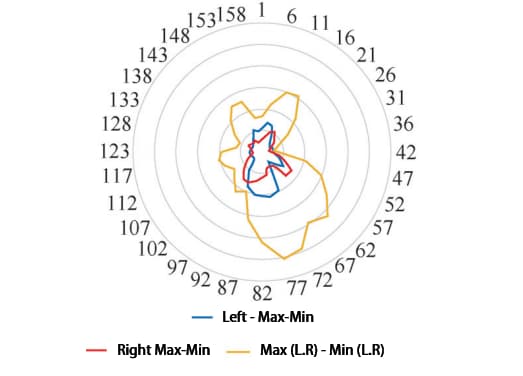
Fig. 5 Deformation of the surfaces of the left and right teeth of part H1
3)When comparing the grinding tolerance distribution of the left and right tooth surfaces, no significant eccentricity was found during gear grinding. The requirements for turning the inner hole and the end face reference point have been met.
4)The ground tooth alignment data of the left and right tooth surfaces were calculated, as shown in Fig. 6. The analysis revealed an evident elliptical shape on the pitch circle of the part, with a pear-shaped tendency and an elliptical amount of approximately 0.18 mm.
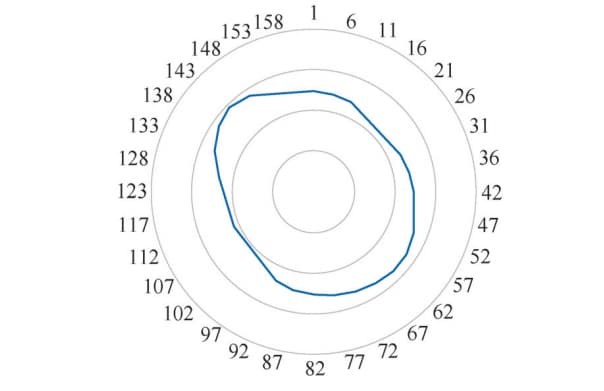
Fig. 6 Average wear of the left and right tooth surfaces of parts H1
Based on analysis of the grinding and centering data of H1 parts, it is currently impossible to determine whether the deformation of the parts' teeth is due to end face warping or tooth distortion.
The pieces have an elliptical trend and a pear-shaped profile.
Although it is not possible to determine whether a specific position is related to hanging, it can be inferred from the single-point hanging that the position of the pear handle (near the 148th tooth) is where the tool comes into contact and where the bulge is the bigger.
The position of maximum deformation of the left and right tooth surfaces does not follow a significant pattern, but the deformation tendency is greatest near the pear-shaped elliptical tail (i.e., the bottom of the suspension).
Based on the above analysis, the main causes of part deformation are:
1)The random distribution of tooth deformation in parts is related to the carburizing process, including factors such as heating rate, carburizing temperature and others.
2)During carburizing, only four honeycombed discs are placed at intervals. Creep can occur during carburizing, resulting in deformation of the end face, which can cause the tooth direction to cross.
3) During suspended quenching, creep may occur during quench heating, causing deformation that mainly manifests as an ellipse caused by suspension during quenching.
4)When parts are tempered in a salt bath, the first contact position is more prone to deformation. This position contacts the salt bath first and is closest to the bottom agitator, resulting in a faster relative fluid flow velocity.
3. Process improvement
Based on the analysis of part H1, the key factor that caused the part to deform could not be identified.
As a first step towards improvement, the heat treatment process was modified. Gear deformation after carburizing was tracked to determine whether significant heat treatment deformation occurred during the carburizing stage.
The serial number of the test piece is H2 and the carburizing load method is the same as that used for H1.
3.1 Improvement of the carburizing process
To minimize thermal stress and distortion caused during carburizing, the process has been updated as illustrated in Fig. 7. The new approach involves lowering the initial temperature of the parts as they enter the furnace, extending the isothermal period by 650°C and 880°C. ℃, expanding the isothermal range by 770 ℃ and decreasing the carburizing temperature in the highly carburized section.
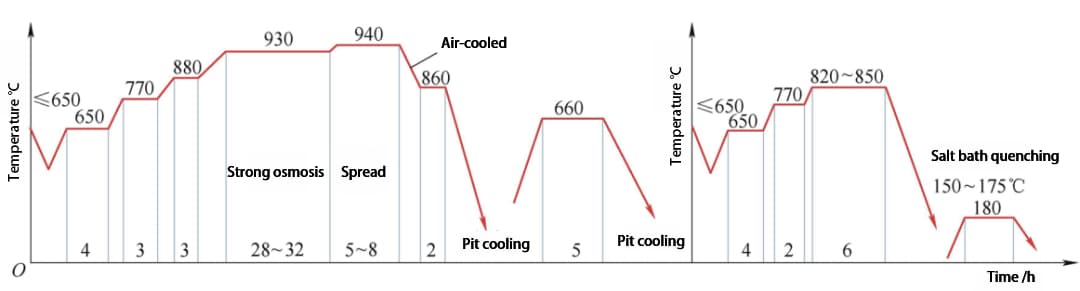
Fig. 7 Heat Treatment Process of H2 Parts (Improved Process)
3.2 Improvement of carburizing load
To analyze gear end face warpage during carburization and its impact on the tooth profile for subsequent gear grinding alignment, H2 parts replicated the loading method of H1 gears in early production. They marked the end face after high temperature tempering and pre-turned the end face reference point before grinding the gear alignment on the gear grinding machine.
However, during reference turning, they discovered significant deviation in the end face, as shown in Fig. 8. All supported positions of the honeycomb panel exhibited high spots, while those without fill showed low spots. The difference between the high points was approximately 0.2 mm and the difference between the low points was approximately 0.25 mm.
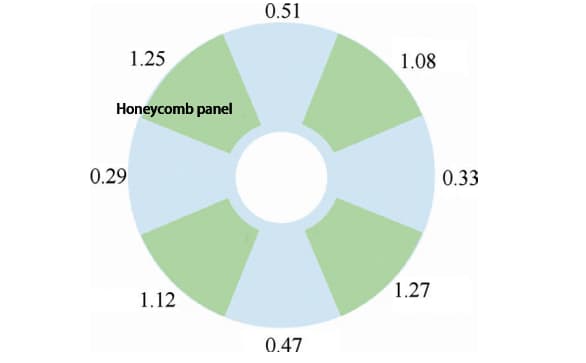
Fig. 8 Axial circular eccentricity of H2 parts after carburizing
The gear tooth alignment data indicates that the direction of the part teeth has crossed significantly, but there are no visible ellipses. The maximum difference between the high and low points on the left and right tooth surfaces occurs where the alveolar plate is not cushioned.
Further exploration of the carburizing load mode for H2 parts revealed that excessive axial circular runout caused by creep during carburizing is an important factor contributing to part deformation. To minimize the axial circular runout of the gear after carburizing, the number of lower support honeycomb plates was increased from 4 to 8, as illustrated in Fig.
This modification allowed control of the axial circular deviation of the parts after carburizing and quenching to less than 0.52 mm.
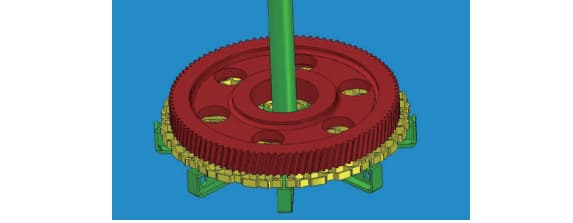
Fig. 9 Carburizing loading after improvement
3.3 Extinguishing loading improvement
In summary, the rapid rate of cooling in approximately 1/4 of the bottom of the gear is one of the factors contributing to gear deformation. Therefore, the extinguishing process needs to be adjusted. For testing, carburized H2 parts were used and a mesh damping tool was added to the bottom tray to reduce the relative velocity of fluid flow at the bottom end of the gear during quenching.
To check whether relevant physical and chemical indicators were affected, tooth-shaped samples of the same specification were transported with the furnace. Table 2 shows the test results for the tooth-shaped sample transported with the furnace after quenching, which were acceptable.
Compared with H1, the deformation of H2 parts after quenching was reduced to a certain extent, and the common normal of parts after gear grinding was 0.03mm lower than the lower limit of the standard value. Therefore, the parts can be used with some concessions.
Table 2 Results of heat treatment of H2 parts
| Project | Application | Measurement | |||||
| Effective depth of hardened coating/mm | 2.9~3.9 | 3.39 | 3.46 | ||||
| HRC surface hardness | 58~64 | 60.26 | 59.62 | ||||
| HRC core hardness | ≥30 | 38 | |||||
| Carbide | ISO 6336:5 | MQ Note | Diffusion | ||||
| Martensite | Fine needle | Fine needle | |||||
| Retained austenite (%) | ≤30 | 15 | |||||
| cardiac tissue | No solid ferrite | No solid ferrite | |||||
| I GO | /mm | ≤0.05 | 0.025 | ||||
3.4 Optimization check
During the production of parts with serial numbers H3 and H4, both the carburizing process shown in Fig. 8 and the flat loading method of completely placing honeycomb plates at the bottom during carburizing are used (as shown in Fig. 9). In addition, during overhead quenching loading, mesh damping tools are added to the chassis to improve the deformation of parts after carburizing and quenching.
Figure 10 and Figure 11 show the radar plot of the ground tooth alignment data of the H3 parts, with the position of tooth #109 being the fulcrum position when hanging. It can be seen from the figure that the ellipse is basically consistent with the H1 parts. Furthermore, the overall deformation and the deformation of the first contact area with the liquid level during quenching are significantly reduced.
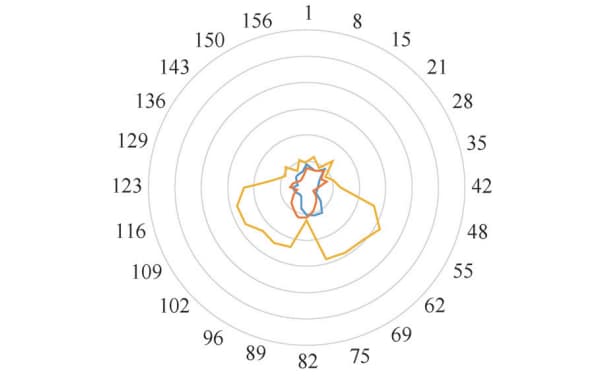
Fig. 10 Left and right tooth surfaces of deformed H3 pieces
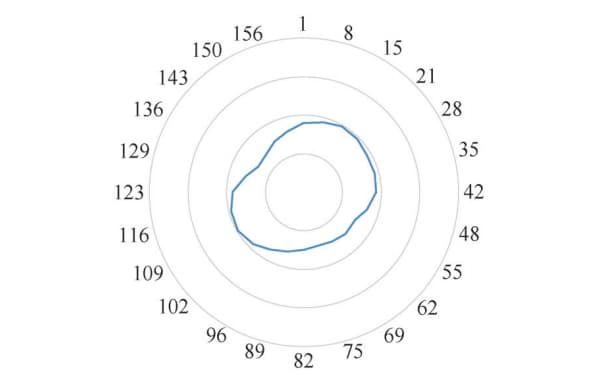
Fig. 11 Average wear of the left and right tooth surfaces of parts H3
Table 3 and Figure 12 show a summary of the deformation of the parts after heat treatment with different carburizing processes and loading methods.
It can be seen from the comparison that the tooth distortion of the part is reduced by about 40% after adopting the improved carburizing process, optimized carburizing mode and quenching loading mode.
Table 3 Influence of Different Loading and Heat Treatment Processes on Gear Deformation
| piece number | H1 | H2 | H3 | H4 |
| Carburizing Loading | 4 flat-mount honeycomb panels | 8 flat-mounted honeycomb panels | ||
| Extinguishing charging | Hanging and placing uncushioned tools | Suspended Damping Tools | Suspended Damping Tools | |
| Carburizing and tempering process | the original process | Improve the process | Improve the process | |
| Ellipse/mm | 0.18 | 0.14 | 0.14 | 0.15 |
| Axial circular eccentricity/mm | – | 1.06 | 0.52 | 0.25 |
| Size of common normal after grinding/mm | 604.74 | 604.98 | 605.04 | 605.06 |
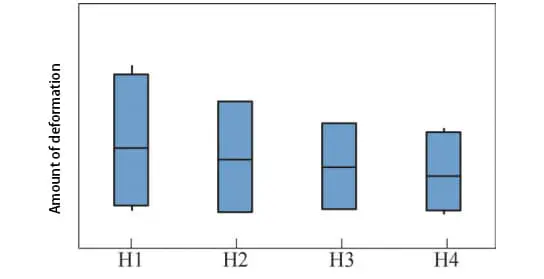
Fig. 12 Box and line diagram of different loading and deformation methods of heat treatment process
3.5 Mass production
Based on the experience gained during the prototype phase, the quenching and hanging tools were re-optimized from the original single-point support to a two-point support system. Additionally, the ellipse of the part has been reduced from the original range of 0.14-0.18 mm to 0.05-0.10 mm.
Regarding the adjustment for cold and hot processing, the common normal of the part shrinks approximately 0.25mm after carburizing and quenching. Therefore, a common normal milling margin of 0.25mm must be compensated before heat treatment.
As a result of these improvements, all 30 gears produced in a small batch are now qualified.
4. Conclusion
1)For flat gears, it is important to ensure that all points on the end face are evenly supported during carburizing. To reduce end face deformation caused by creep during horizontal carburizing, the spacing of the four original honeycomb plates can be changed to fully place eight honeycomb plates.
2) Suspended tools are used for tempering. By adding a mesh damping tool to the bottom of the quench tray, the relative flow rate of the quench cooling medium and the parts is reduced. This results in a significant reduction in the deformation of the teeth in the lower area of the suspended tool.
3) To reduce high-temperature stress and creep during the heat treatment of flat gears, the carburizing temperature can be reduced, the temperature rise step can be increased, the isothermal time can be extended, and the carburizing temperature can be reduced.
4)By improving the loading and heat treatment process, the bending deformation of the gear end face was reduced from 1.06mm to 0.52mm. Pitch circle deviation was reduced from 0.18 mm to 0.1 mm and tooth distortion was reduced by approximately 40%. These improvements have resulted in a 100% qualification rate for small batch production.







