The assembly capacity of domestic thermal generators and thermal efficiency have been constantly improving, leading to increased steam pressure in steam turbines. This places greater demands on the high-temperature component materials of the steam turbine.
For example, high-temperature screws play a crucial role in ensuring the tightness of the cylinder division. These screws are typically made from heat-resistant materials that perform exceptionally well at high temperatures.
A commonly used material for these screws is 20Cr1Mo1VNbTiB steel, a heat-resistant pearlite steel that has high strength and good anti-relaxation performance.
During operation of a power plant's generating unit, a high-temperature screw on the gate failed and broke. The unit had been in operation for 47,341 hours and the bolt was made of 20Cr1Mo1VNbTiB steel with specifications of M56mm × 4mm × 310mm.
The researchers performed a thorough inspection and analysis of the broken screw and compared it to an intact screw from the same batch and material to determine the cause of the failure. They hope to prevent similar incidents from happening in the future.
1. Physical and chemical inspection
1.1 Macro observation

Fig. 1 Macro appearance of the broken screw

Fig. 2 Macromorphology of the fracture surface of the fractured screw
The general and transverse morphology of the broken screw is represented in Figures 1 and 2, respectively.
It is observed that the fracture is located in the screw shaft, approximately 130 mm from the end face. The cross section appears flat, granular, without any signs of plastic deformation, and exhibits a typical brittle fracture.
An inspection of the outer surface of the screw reveals that the thread surface is smooth and free from dents, cracks, rust, burrs, or other defects that could cause stress concentration.
1.2 Analysis of chemical composition
A wire cut sample was taken from the center of the broken screw and the comparison screw. After smoothing the cut surface with sandpaper and cleaning it with alcohol, a full spectrum direct reading vertical spectrometer was used to analyze its chemical composition.
Experimental results showed that the chemical composition of both samples met the requirements for 20Cr1Mo1VNbTiB steel as specified in Technical Guidelines DL/T 439-2018 for High Temperature Fasteners in Fossil Fuel Plants.
1.3 Mechanical properties test
Both the broken bolt and the intact bolt were subjected to hardness, tensile, and U-impact sample tests. The tensile tests were conducted at room temperature using a universal materials testing machine, and the results included tensile strength, limit yield and elongation after fracture. Impact absorption energy was measured at room temperature using an impact testing machine, and Brinell hardness was measured using a Brinell hardness tester. The test results are presented in Table 1.
Table 1 Test results of mechanical properties of screws
| Sample | Yield strength R p0.2 /MPa | Tensile strength R i /MPa | Elongation after fracture A/% | Energy absorbed by impact/J | Hardness/HB | |
| End face Transverse load surface 20 mm from the end face | ||||||
| Measured value of broken screw | 953 | 1071 | 15 | 25 | 290 | 278 |
| Measured value of the entire screw | 952 | 1066 | 17 | 86 | 266 | 269 |
| standard value | ≥735 | ≥834 | ≥12 | ≥39 | 252~302 | |
The test results indicate that the hardness, tensile strength, yield strength and elongation after fracture of the screw meet the standard requirements. However, the impact absorption energy of the broken bolt was only 25J, significantly lower than standard requirements. This suggests that the material of the broken bolt is brittle and has low resistance to impact loads.
In contrast, the impact absorption energy of the uninterrupted bolt was 86J, which meets the requirements of the standard.
1.4 Macro or g anization inspection
The end faces of the fractured and unbroken screws, as well as the cross-sections of the fracture surfaces of the fractured screws, were examined for macrostructure according to the method recommended in DL/T 439-2018, as depicted in Figure 3.

Fig. 3 Macromorphology of the screw end face
Examination under different angles of illumination reveals that the fracture end face and the cross section of the bolt exhibit patches of polygonal particles with varying colors and brightness. With the naked eye, it can be seen that the microstructure is composed of macro-coarse grains with an average diameter of more than 2mm, confirmed by a magnifying glass.
The formation of coarse grains in 20Cr1Mo1VNbTiB steel is related to the production process, such as manufacturing and heat treatment, and is the result of overheating. This can occur if the temperature during hot working exceeds Ac1 (the initial temperature for the transformation of pearlite to austenite) or if the steel is repeatedly heated above the austenitic recrystallization temperature and then rapidly cooled.
In a long-term high temperature and high pressure environment, the carbides in the superheated structure gradually precipitate, reducing the impact strength of the material.
1.5 Metallographic inspection
Take screw and bolt samples for metallographic inspection as shown in Fig.
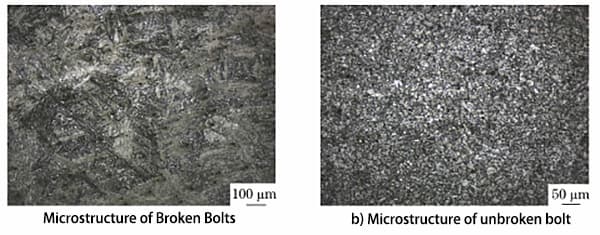
Fig. 4 Screw microstructure
The microstructure of the fractured bolt was determined to be bainite, with a grade 1 grain size and a transversely distributed bainite line in the crystal that exhibits a frame structure.
The unbroken screw, on the other hand, has a fine crystalline microstructure of bainite with a grain size of grade 5.
The results of the metallographic inspection reveal that the grain size of the broken bolt does not meet the requirements set out in Technical Guidelines DL/T 439-2018 for High Temperature Fasteners of Dali Power Plant, which require a grain size of grade 5.
1.6 Fracture analysis
The fracture morphology of the broken screw was examined using a scanning electron microscope.
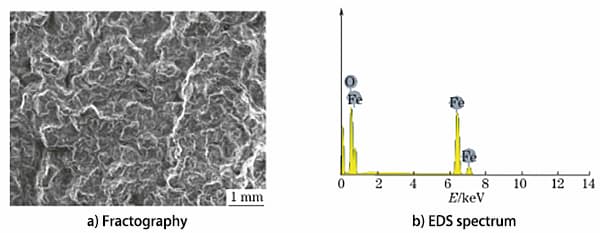
Fig. 5 Fracture micromorphology results and energy spectrum analysis of broken screws
The fracture morphology is shown in Fig. 5a, and the entire fracture surface is covered by a dense oxide layer. Energy spectrum analysis identified the oxide as Fe 2 Ó 3 as shown in Fig.
The fracture of the broken screw during operation caused the fracture surface to be exposed to high temperatures for a long time, leading to the formation of a dense oxide film on the surface. This makes it difficult to directly observe the screw fracture information from the fracture surface.
The researchers studied the fracture morphology of the materials through the fracture surfaces of tensile and impact samples to determine the fracture mode of the bolts.
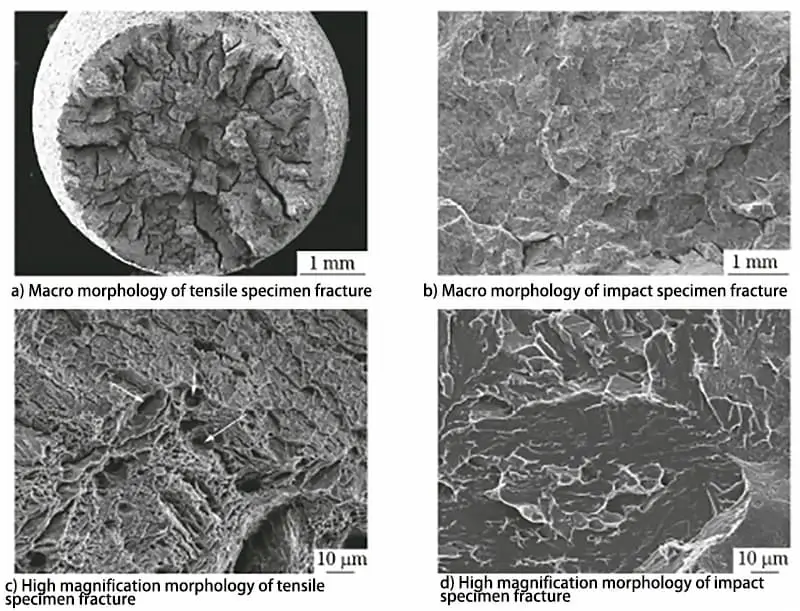
Fig. 6 Fracture Micromorphology of Tensile and Impact Specimens
The fracture surfaces of the tensile and impact samples were analyzed using a scanning electron microscope. The fracture morphology of the samples is shown in Fig.
Figures 6a) and 6b) represent the tensile and impact fracture morphologies at low magnification. The shear lip area of the tensile fracture section is minimal, representing approximately 15% of the fracture area. Most of the section is dominated by a radiation area, with very little fiber area present. The macromorphology of the fracture suggests that the toughness of the material is low.
Figure 6c) illustrates the morphology of tensile fracture under high magnification observation. The fracture surface is mainly cleavage, with a small number of wavy inclusions. The overall morphology of the fracture surface conforms to the characteristics of the quasi-cleavage fracture.
Fig. 6d) shows the morphology of impact fracture under high magnification observation. The section is predominantly a radiation area, and the entire section is mainly a cleavage surface.
Figure 6 indicates that the fracture of the sample belongs to cleavage fracture, indicating that the material is highly brittle.
2. Analysis and discussion
The results of physical and chemical inspections reveal that the chemical composition, tensile properties at room temperature, hardness and other indicators of the screws meet the requirements of the standard.
However, the fracture structure of the screws has coarse grains with grade 1 grain size and a bainite structure distributed transversely in the grains, which contributes to the fragility of the material.
Fracture analysis of the tensile and impact fracture surfaces indicates that the material has undergone cleavage fracture, with an impact energy absorbed much lower than standard requirements. This further confirms the fragility of the material.
High temperature screws in steam turbines operate under challenging conditions such as high temperatures, high stress and steam corrosion. As a result, screw materials must have high creep resistance at high temperatures, low coefficient of linear expansion, good anti-relaxation performance, strong resistance to stress corrosion cracking, low notch sensitivity and good oxidation resistance.
However, the coarse-grained structure of the fractured bolt material results in excessive brittleness, making it unable to withstand the impact stress caused by starting, shutting down, and unit load fluctuations.
3. Conclusions and suggestions
The turbine's high-temperature screw has coarse grains and has been in operation for a prolonged period under high-temperature and high-pressure conditions, leading to the gradual precipitation of carbides and a decrease in the impact strength of the material.
As a result, the high-temperature screw suffers brittle fracture under impact stress caused by unit starting, shutdown and fluctuation in unit load.
Therefore, it is recommended that thermal power plants carry out 100% ultrasonic inspection and 100% hardness inspection on turbine high-temperature screws during maintenance, and replace any screws that do not pass these inspections.







