

In the laser cutting process, cutting techniques play a crucial role. That's why mastering various laser cutting techniques is essential to improving production efficiency.
We have determined that several laser cutting techniques are important through experimental exploration. By incorporating these techniques into actual production, we have seen a significant improvement in production efficiency and a reduction in material waste.
Frog jumping on empty dash feed
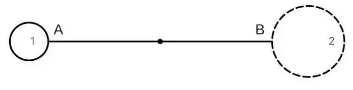
Frog jumping refers to the idle movement of the laser cutting machine.
As illustrated in Figure 1, once hole 1 is cut, hole 2 is cut. During this process, the cutting head must move from point A to point B.
It is important to note that the laser must be turned off during this movement. This movement from point A to point B is called “idling”.
Figure 2 shows typical laser cutting machine idle motion.
The cutting head must perform three actions: rise to a safe height, translate to the top of point B and then fall.
Selecting the piercing point in laser cutting
In laser cutting, the material is continuously irradiated by the laser beam, creating a hole in the center. The molten material is then rapidly removed by an airflow coaxial to the laser beam, forming a small hole. This hole serves as the starting point for contour cutting, much like a tapping hole in WEDM.
Normally, the direction of the laser beam line in the flying light path is perpendicular to the tangent direction of the cutting contour of the machined part. As a result, there is a significant change in cutting direction from the moment the laser beam begins to penetrate the material to when it enters contour cutting.
The tangent direction changes from perpendicular to the cutting contour to coincide with it, resulting in a rough cutting surface on the processed material when the angle included with the contour tangent is 0°. This occurs because the direction of the laser beam changes very quickly.
Therefore, it is important to consider this issue when using laser cutting. When the part does not have surface roughness requirements, manual processing can be omitted in laser cutting programming, allowing the control software to generate the perforation points automatically. However, if the cutting section of the part requires greater precision, manual adjustment of the drilling point may be necessary.
When compiling the laser cutting program, it may be necessary to manually adjust the initial position of the laser beam, or the drilling point, by moving the original drilling point generated by the laser program to a more reasonable position that meets the accuracy requirements surface of the machined part.
For example, as shown in Fig. 9, if the part requires a smooth cutting surface for its arc part, the start of cutting (drilling point) should be set at A and C, not at B and D. On the other hand hand, if the workpiece only requires a rough surface for its straight edge, the start of the cut should be set at B and D, not A and C.
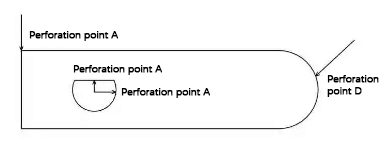
Fig.9 Selection of perforation points in laser cutting
Likewise, as shown in Figure 10, if the part shape design requires precise arcs, the cutting start point (drilling point) can only be set at point D when compiling the laser cutting program.
However, if straight edges require only precision, any point except point D can be selected when programming the laser cutting program.
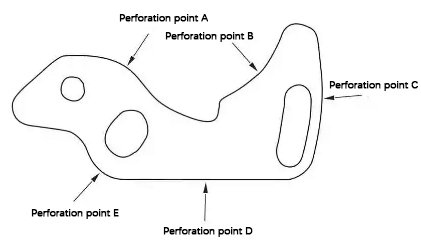
Fig. 10 Selection of perforation points in laser cutting
Conclusion
Operating a laser cutting machine during the production process is complex and requires precision. It handles a wide range of parts and materials.
As cutting technology advances, utilizing a variety of cutting techniques and gaining experience in troubleshooting can greatly increase the efficiency and production capacity of operators and equipment.







