

Why heat treatment is necessary in mechanical processing
This is a good question that often confuses both newbies and seasoned professionals. Today, I will provide a detailed explanation of heat treatment requirements for machining.
These requirements are actually a crucial aspect of the design process, and any mechanical structural design engineer must have a solid understanding of them. Without this awareness, one cannot be considered a qualified design engineer, at least not a comprehensive one.
Understanding heat treatment design requirements for a part is based on awareness of changes in material use and processing and is a fundamental part of a systematic knowledge structure.
To begin, we must first understand the various methods involved in heat treatment for machining parts. We will focus on the most frequent and important methods in the machining process for our analysis.
Four heat treatment methods
In the machining process, we use four main heat treatment methods: annealing, normalizing, quenching and tempering.
Let's analyze each one individually.
01 Annealing

Definition of annealing treatment:
A metal heat treatment process involves heating a metal part to a specific high temperature for a certain period of time and then allowing it to cool naturally.
Its main function :
- Reduce the hardness of parts and improve cutting performance;
- Eliminate the residual stress of the part, stabilize the size, reduce the probability of deformation and cracking;
- C. Refine the grains, adjust the structure and eliminate material defects;
- Uniform material organization and composition, improve material properties or prepare it for subsequent heat treatment processes.
02 N normalizing treatment

The definition of normalizing treatment:
Heat the metal parts to a specific high temperature for a designated period of time and subsequently cool them using methods such as water spraying, mist spraying, blowing, etc.
This process differs from annealing treatment because it involves a faster cooling rate, resulting in a finer material structure and improved mechanical properties.
Its main function :
- Remove the internal stress of the material;
- Reduce material hardness and improve plasticity;
03 Quenching treatment

Definition of tempering treatment:
The metal part needs to be heated to a temperature above the critical temperature, Ac3 or Ac1, for a specific period of time to achieve complete or partial austenitization.
Subsequently, the martensite transformation can be initiated by rapidly cooling the metal part to a temperature below Ms, using a cooling rate greater than the critical cooling rate.
Its main function :
- Greatly improve the rigidity, hardness, wear resistance and fatigue resistance of parts;
- Know the physical and chemical properties of ferromagnetic resistance and corrosion of certain special steels.
04 T emperor treatment

Definition of tempering treatment:
This refers to a heat treatment method in which quenched or normalized steel is immersed in a temperature lower than the critical temperature for a certain period of time and then cooled at a specific rate to increase the toughness of the material.
Its main function :
- Eliminate residual stress generated during quenching of the part to avoid deformation and cracking;
- Adjust the hardness, strength, plasticity and toughness of the part to achieve better performance requirements;
- C. Stable organization and size, ensure accuracy;
- Improve processing performance.
What should be observed in practical application
Attention! The following main knowledge is about annealing, normalizing and tempering:
Annealing and normalizing are interchangeable and can be used in replacement, especially when the hardness of the part obtained after treatment is not high, without affecting its processing performance. However, it is advisable to prioritize normalizing treatment, as it has a shorter processing cycle and lower cost.
Tempering is often used in conjunction with quenching or normalizing. Its purpose is to clean the residual stresses left in the parts after quenching and normalization. These processes increase the hardness of the parts, which can result in high residual stresses. During the tempering process, parts can become brittle, requiring tempering to correct the problem and better meet usage requirements.
Project Engineer Requirement
As a mechanical design engineer, when designing parts that require heat treatment, we must meet the following requirements:
- Eliminate material casting stress, the aim is to obtain more stable size and processing accuracy;
- Improve the cutting performance of parts, the aim of which is to process more efficiently, process quality and processing cost in the parts processing process;
- Improve the rigidity, hardness and wear resistance of parts.
Our heat treatment requirements for most parts are based on the three main aspects mentioned above. Therefore, to meet your needs, you only need to use the following four heat treatment methods.
Let's consider an example of a base designed for a vertical machining center. We select HT300 gray cast iron as the material. The manufacturing process flow is approximately as follows:
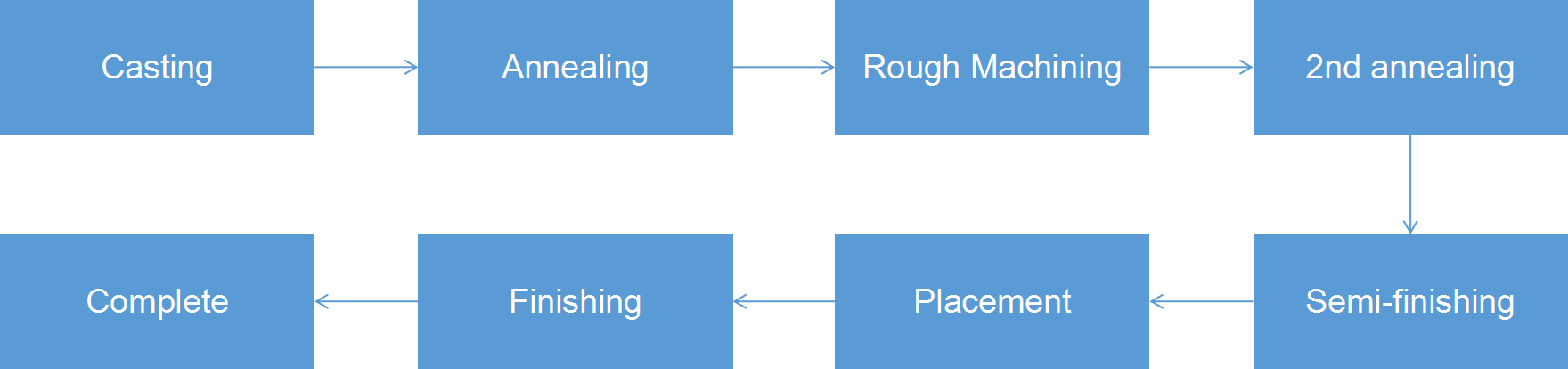
A. After getting the casting blank, the first thing we need to do is anneal.
The purpose of annealing is to eliminate residual internal stresses in castings and improve the cutting performance of the parts. However, some manufacturers choose not to anneal their products to save costs. Instead, they can extend the cooling time of the casting to partially remove internal stress. Although this approach may be opportunistic, it does not follow the formal method. According to the proper procedure, the casting blank must be annealed.
B. The next is the difficult machine process of the paper.
The process of roughing parts does not require strict adherence to size specifications, therefore the factory uses large milling cutters.
During the cutting process, the impact of the cutter on the workpiece creates a certain level of vibration processing, which is also a stress release process. However, it can also be a re-tensioning process and, as a result, a second annealing treatment of the part is carried out.
CS secondary annealing treatment.
The objective of this treatment remains the same as the previous one, which is to stabilize the material structure, improve cutting performance and eliminate internal stresses in the part.
It is crucial to ensure that the dimensional and shape tolerances of parts remain constant after processing, rather than changing over time. However, in reality, the dimensional accuracy and shape tolerance of processed parts change frequently, leading to poor performance of high-precision machine tools in developing countries. This instability is a critical reason behind this issue.
In the 1970s and 1980s, the material stability of basic machine parts was relatively better as they underwent regular secondary annealing treatment along with natural aging treatment. During the natural aging treatment, the castings were left in open space for more than six months. At that time, due to limited production capacity, the stability of the material could be guaranteed to the maximum, whereas now this approach seems outdated.
The production of high-quality products is often associated with increased costs.
D. S emi trim pieces.
Because the semi-finishing stage of a part involves minimal cutting, excessive machining stress is not normally generated during the process. However, if the part requires high dimensional accuracy and strict geometric tolerance, we strongly recommend letting it rest before finishing.
This rest period allows the piece to release some of the stress naturally, ensuring the stability of the final product. Unfortunately, many people overlook this critical step, and the machining process is often simplified for efficiency at the expense of quality.
E. Part finishing process.
After a certain period of time, the component material became relatively stable.
During the finishing phase, it is essential to evaluate the operator's skills.
In many cases, finishing accuracy not only depends on the accuracy of the machine tool, but can also be influenced by the clamping method.
Especially for parts that lack strength and rigidity, more attention should be paid to fastening.
Avoid using excessive force to compress the workpiece.
If the part becomes deformed during machining, it will return to its original state once the clamp is released, resulting in a change in processing accuracy.
Therefore, during the finishing process, the clamping force is particularly important and is also the secret of many experts.
Conclusion
The text above is a sharing of the application of heat treatment processes involved in machining a part. There are many similar processes such as quenching and carbonitriding. Accumulating these experiences is crucial for a qualified mechanical design engineer.
Despite the increasing performance of numerical control equipment and increased automation, traditional mechanical knowledge remains essential. This knowledge serves as a basis for making good use of advanced technologies. The path to technological progress is gradual and requires step-by-step implementation.







