Como exemplo, vamos considerar uma típica engrenagem cilíndrica helicoidal. Usando um centro de usinagem de quatro eixos e software CAXA, exploraremos o método de usinagem NC de quatro eixos de engrenagens helicoidais através da verificação de simulação de corte e corte real na máquina-ferramenta usando VERICUT.
1. Preâmbulo
O processamento de engrenagens cilíndricas de dentes retos e helicoidais é normalmente obtido por meio de fresagem, modelagem de engrenagens ou retificação de engrenagens. Com o avanço do centro de usinagem de quatro eixos, processos que antes eram desafiadores para serem concluídos em centros de usinagem de três eixos agora podem ser executados em equipamentos de quatro eixos. Neste artigo, examinaremos o método de usinagem NC de quatro eixos de uma engrenagem helicoidal típica.
2. Análise de caso
Tradicionalmente, a usinagem de engrenagens helicoidais era realizada em fresadoras. Com o avanço da tecnologia NC, particularmente o desenvolvimento da tecnologia de articulação de quatro eixos em centros de usinagem, as engrenagens helicoidais agora podem ser usinadas em máquinas-ferramentas NC.
Neste post, exploraremos os métodos de processamento de engrenagens helicoidais. Utilizando o software CAXA Manufacturing Engineer desenvolvido na China, a verificação da simulação é realizada com a assistência do VERICUT. O processamento de engrenagens helicoidais padrão e personalizadas é realizado em uma plataforma de centro de usinagem de quatro eixos.
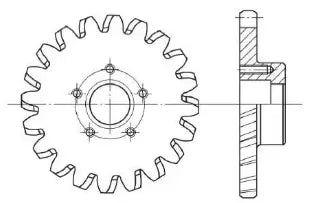
Conforme mostrado na Figura 1, a engrenagem helicoidal a ser processada possui inclinação de 20° e 20 dentes, e é confeccionada em material LY12, conforme listado na Tabela 1. O desafio deste caso é a falta de equipamento especializado para processamento de engrenagens no local da competição. Cada estação é equipada com um centro de processamento de quatro eixos e é necessária para completar a simulação e o processamento real, bem como para produzir um conjunto de mecanismo de matriz de rolo combinado com a engrenagem helicoidal no local. O mecanismo deve funcionar automaticamente quando ligado e atender aos altos requisitos de correspondência de marcha.
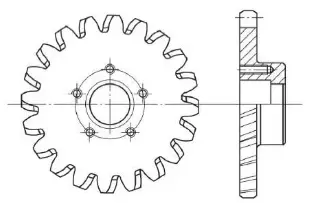
Figura 1 engrenagem helicoidal
| Perfil do dente | Involuir |
| Inclinação do dente / (°) | 20/par de dentes |
| Módulo | 4 |
| Número de dentes/peça | 20 |
| Diâmetro do círculo de graduação/mm | 80 |
3. Método 1: ferramenta geral, usinagem por estiramento
O software CAXA Manufacturing Engineer possui uma ampla gama de funções para usinagem de quatro e cinco eixos. Para processar a engrenagem helicoidal, o primeiro passo é desenhar a geometria da engrenagem e depois gerar o caminho da ferramenta.
As seguintes etapas estão envolvidas na geração do caminho:
- Selecione os métodos de usinagem: “Usinagem → Usinagem de Cinco Eixos → Usinagem de Superfície Limitante de Cinco Eixos”, “Usinagem → Usinagem de Cinco Eixos → Linha Paralela de Cinco Eixos” e “Usinagem → Edição de Caminho → Trajetória de Cinco Eixos para Quatro Eixos.
- Defina as ferramentas de usinagem de desbaste e acabamento e escolha o cortador geral de fundo plano e o cortador esférico cônico para gerar os caminhos da ferramenta de desbaste e acabamento.
- Simule a verificação do corte, conforme Figura 2.

a) Caminho de usinagem aproximado
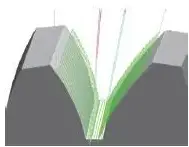
b) Trajeto da ferramenta de acabamento
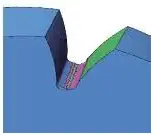
c) Simular efeito de corte
Fig. 2 Trajeto da ferramenta de usinagem de engrenagem helicoidal convencional e simulação de corte
Este processo utiliza a função de processamento do caminho da ferramenta de cinco eixos, que é então transformado em um caminho da ferramenta de quatro eixos para ser executado em uma máquina-ferramenta de quatro eixos mais comum. Este processo é usado para um dente e pode ser facilmente aplicado a outros dentes simplesmente girando o caminho da ferramenta. Este método é altamente adaptável, utilizando ferramentas de corte convencionais para copiar e cortar ao longo da superfície curva, podendo ser aplicado ao processamento de engrenagens helicoidais de outros tamanhos.
No entanto, este método apresenta baixa eficiência e precisão de processamento. A superfície curva é produzida através da divisão da ferramenta, tornando-a adequada para processamento experimental de peça única ou produção em pequena escala. Ao processar em lotes, sua fraqueza em termos de baixa eficiência e baixa precisão torna-se aparente. Portanto, é imperativo encontrar um método de processamento mais adequado para o processamento em lote de produtos.
4. Método 2: ferramentas de corte personalizadas e processamento de perfil
4.1 Personalização da ferramenta
Usando software de projeto, como a prancheta eletrônica CAXA, os parâmetros relevantes da engrenagem helicoidal podem ser inseridos na Tabela 1 para obter rapidamente o perfil do dente e, em seguida, os dados podem ser extraídos. Os dados do desenho CAD do perfil do dente podem ser obtidos com base no perfil do dente e fornecidos ao fabricante da ferramenta para fazer facas de engrenagem personalizadas.
Conforme representado na Fig. 3, o diâmetro do cabo da ferramenta é de 12 mm, o comprimento é de 70 mm e a parte da aresta de corte é customizada de acordo com os dados do perfil do dente. Embora as ferramentas personalizadas tenham um custo mais elevado em comparação com as ferramentas gerais, elas oferecem alta eficiência de processamento, boa qualidade e benefícios gerais no processamento em lote.
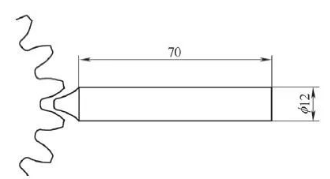
um padrão
b) Objeto físico
Fig. 3 cortador de engrenagem personalizado
4.2 Fabricação de luminárias
A análise desta peça mostra que ela possui tamanho de fixação curto, dificultando o alinhamento e aumentando o tempo de processamento. Além disso, ao usinar o perfil do dente, a ferramenta e o fuso ficam próximos ao mandril de quatro eixos, aumentando o risco de interferência e tornando a fixação e o alinhamento desafiadores, tornando o processamento em lote menos conveniente.
Para melhorar a eficiência do processamento, é necessário um acessório personalizado, conforme mostrado na Fig. 4. A Fig. 4a é uma peça móvel que fixa a peça bruta da engrenagem através de roscas, garantindo que a posição de fixação seja sempre fixa, reduzindo assim o tempo de ajuste da ferramenta. A Figura 4b mostra a parte fixa, que é fixada no mandril. O acessório real é mostrado na Fig.
a) Partes móveis
b) Fixações

c) Objeto físico
Fig. 4 acessório personalizado
4.3 Elemento gráfico de usinagem e geração de caminho de ferramenta
(1) Para gerar o caminho da ferramenta, desenhe uma linha com inclinação de 20° entre o círculo inferior do dente e a engrenagem helicoidal. Em seguida, selecione “Usinagem → Usinagem de Quatro Eixos → Usinagem de Curva Cilíndrica de Quatro Eixos. Defina os parâmetros de ferramenta e corte e gere o caminho da ferramenta. Outros caminhos de ferramenta podem ser obtidos através da matriz de rotação de caminho. As etapas para gerar o caminho são mostradas na Figura 5.
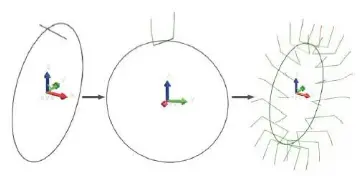
Fig. 5 geração do caminho da ferramenta
(2) Para completar o processo de usinagem, gere o código G e verifique-o usando VERICUT. Selecione o caminho da ferramenta, gere o código G e importe-o para o software VERICUT para simular o processo de corte experimental (consulte a Fig. 6a). Após a verificação, importe o código para a máquina-ferramenta. O objeto real obtido através do corte é mostrado na Fig.
a) Corte simulado

b) Objeto físico
Fig. 6 corte e usinagem simulados
5. Conclusão
Normalmente, as engrenagens helicoidais são usinadas em fresadoras especializadas e não com tanta frequência em centros de usinagem CNC amplamente utilizados. Esta postagem explora o método de usinagem de engrenagens helicoidais em um centro de usinagem de quatro eixos e fornece uma exploração preliminar do método de usinagem NC de quatro eixos para engrenagens helicoidais.
Para produção de peça única ou em pequena escala, o processamento de perfil pode ser usado. Para processamento em lote, é recomendado o uso de ferramentas personalizadas. Este método supera a limitação do processamento de engrenagens helicoidais em equipamentos especializados e pode ser aplicado a equipamentos NC mais amplamente utilizados atualmente disponíveis.







