
El eje de salida de la caja de cambios auxiliar es un componente crucial que soporta un par significativo durante la operación del vehículo. Por tanto, requiere una gran resistencia.
Los requisitos técnicos del diseño incluyen el uso de material 40Cr y endurecimiento por inducción de frecuencia media estriado y en ángulo R. La profundidad de la capa de endurecimiento en el ángulo R debe ser ≥ 5 mm, y la capa de endurecimiento en la ranura debe estar a 5-8 mm de la parte inferior del diente. Además, la dureza de la superficie debe ser ≥ 55HRC. La matriz debe estar templada y revenida y la dureza debe ser de 235-265 HBW.
A principios de 2019, el mercado informó que el eje de salida de la caja auxiliar se rompía con frecuencia cuando los clientes conducían entre 30.000 y 100.000 km. Mediante el análisis de las piezas rotas, se identificaron los siguientes motivos de fracturas:
- La estructura en ángulo R del eje de salida es cóncava, lo que dificulta el endurecimiento por inducción. Esto da como resultado una capa de enfriamiento poco profunda y una mayor sensibilidad al enfriamiento de grietas. Se encontraron grietas por endurecimiento por inducción en el ángulo R durante la detección real.
- El chaflán del orificio de aceite del eje de salida de la caja auxiliar es de 0,5 mm × 45°. Debido al efecto de ángulo agudo, las grietas por temple tienden a ser grandes y están presentes.
Lectura relacionada: Templado de grietas vs. Forjado de grietas versus forjado de grietas Rectificación de grietas
Este artículo realiza un análisis de las causas de las roturas del eje de salida en la caja auxiliar y propone una serie de medidas de mejora para solucionar el problema. El análisis se basa en principios y las medidas están diseñadas para resolver eficazmente el problema de las fracturas del eje de salida en la caja auxiliar.
1. Análisis de fallas
1.1 Análisis de detección de fallas
La Figura 1 ilustra los componentes defectuosos del eje de salida en la caja auxiliar.
Específicamente, la Fig. 1a muestra la apariencia y la ubicación de la fractura de las piezas defectuosas, con el círculo rojo indicando la ubicación de la fractura.
La fractura del eje de salida de la caja auxiliar ocurrió en la posición del ángulo R de la ranura de extracción de herramientas, como se muestra en la figura.
Además, la Figura 1b muestra la morfología de la fractura, que se caracteriza por una fractura recta inducida por la rotación circunferencial de la varilla.
Después de la fractura, hay marcas de desgaste mutuo en ambos extremos, lo que concuerda con las características de la fractura por torsión.
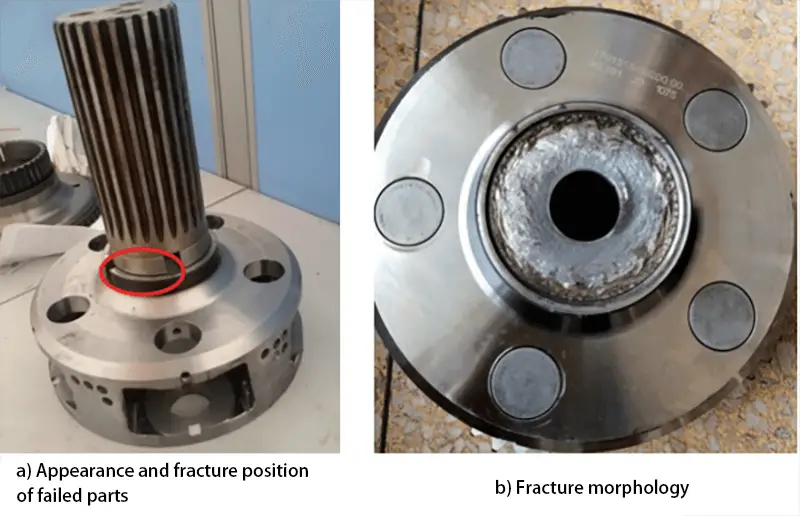
Fig. 1 Piezas de falla del eje de salida de la caja auxiliar
Se realizaron pruebas no destructivas y análisis metalográficos tanto en productos terminados como en piezas defectuosas que fueron devueltas del mercado, y los resultados de las pruebas se presentan en la Tabla 1.
Como puede verse en la tabla, los resultados del endurecimiento por inducción de piezas estriadas tanto en productos terminados como en piezas con fallas en el mercado cumplen con los requisitos técnicos. La profundidad de endurecimiento efectiva de las piezas estriadas es ≥ 5 mm y la estructura metalográfica de la capa endurecida es martensita acicular de grado 4-5.
Sin embargo, los resultados del endurecimiento por inducción en el orificio de aceite estriado y la esquina R no cumplen con los requisitos técnicos por las siguientes razones:
- El producto terminado tiene grietas de endurecimiento por inducción en la posición del ángulo R y un orificio de aceite ranurado.
- La profundidad de la capa de endurecimiento por inducción en la esquina R es poco profunda o incluso inexistente y no supera los 5 mm como se especifica en los requisitos técnicos.
Tabla 1 Resultados de pruebas de partículas magnéticas y análisis metalográficos de piezas terminadas y piezas fallidas
| Muestras | Ubicación de detección: | examen metalográfico | Pruebas no destructivas |
| Productos terminados en producción. | ranura | DS:6~8mm,4~5 gradosM | Grieta en el orificio de aceite ranurado (ver Fig. 2a) |
| Ángulo R | Ds: 3,2 mm, 5 grados M (ver Fig. 2b) | Grieta en ángulo R (ver Figura 2c) | |
| Partes de fallas del mercado | ranura | Ds: 7~9 mm, 4~5 grado M | Grieta en el orificio de aceite ranurado |
| Ángulo R | Sin capa endurecida (ver figura 2d) |
Los resultados de la inspección anteriores están en línea con las características de agrietamiento de la pieza defectuosa. Esto se debe al hecho de que la capa de endurecimiento por inducción en la esquina R del eje de salida de la caja auxiliar no es suficientemente profunda y no cumple con los requisitos técnicos necesarios. Además, se desarrolló una grieta por endurecimiento por inducción en la esquina R, lo que provocó un bajo nivel de resistencia en esa ubicación.
Durante el funcionamiento del vehículo, la esquina R no puede soportar grandes tensiones de torsión y, en última instancia, fracturas. Además, hay grietas por endurecimiento por inducción en el orificio de aceite estriado y varias piezas defectuosas en el mercado también han tenido ejes de salida de subcaja rotos en este lugar.
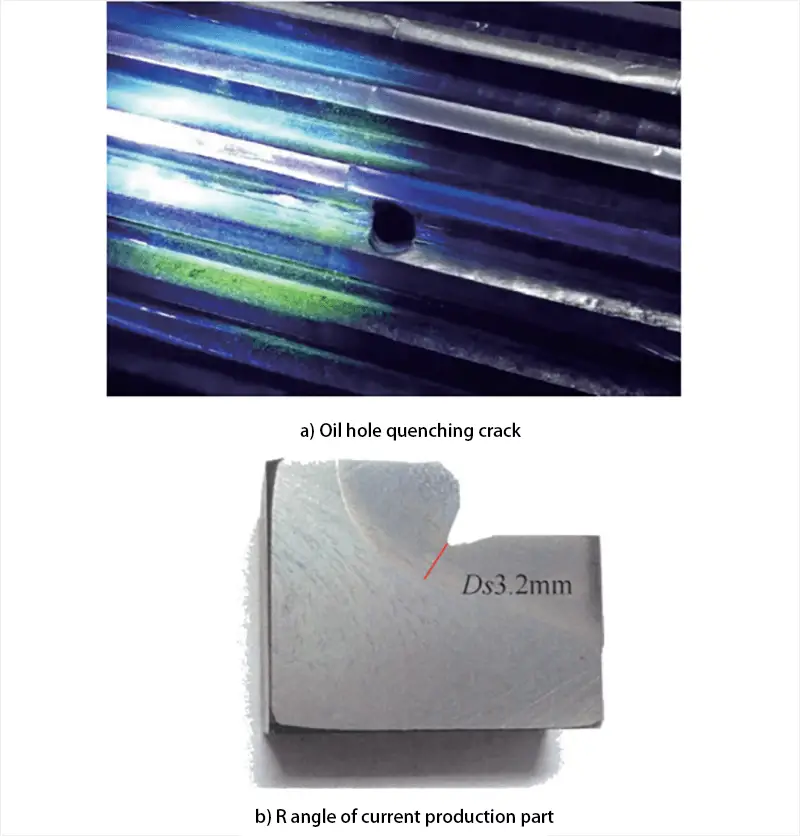
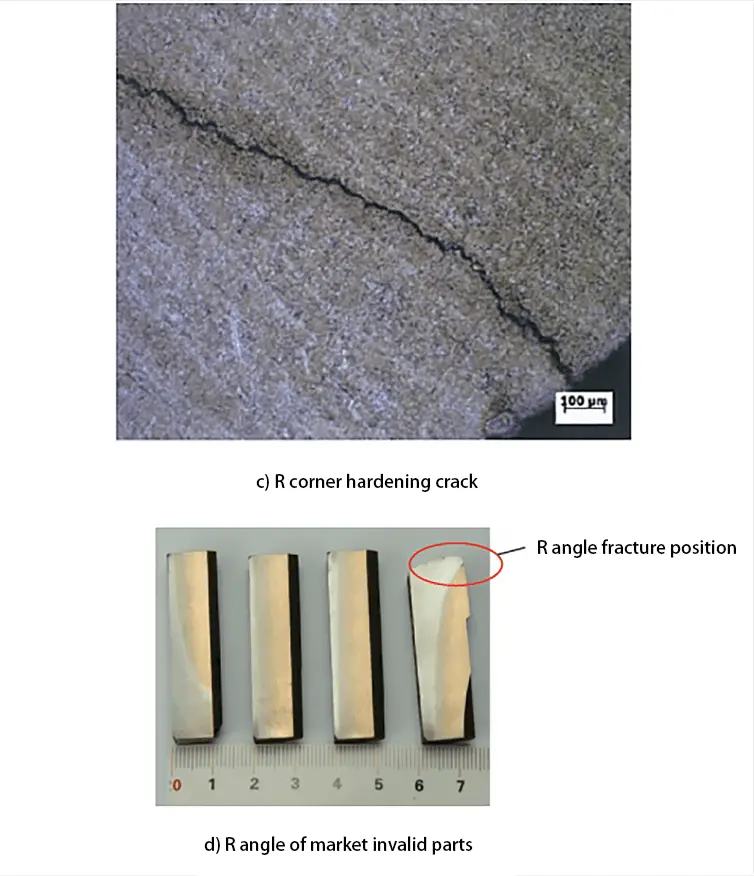
Fig. 2 Resultados de pruebas metalográficas y de END
1.2 Análisis de la causa del fallo.
Los resultados de la detección de fallas revelan dos puntos de riesgo de fractura del eje de salida de la caja auxiliar: la posición del ángulo R y el orificio de aceite estriado.
La figura 3a ilustra la estructura de la posición del ángulo R del producto terminado durante la producción. Esto muestra que el ángulo R es una estructura interna de R0,5 mm, que puede tener dos efectos en el endurecimiento por inducción.
En primer lugar, el filete de transición en la parte inferior de la esquina R de la estructura interna tipo R es muy pequeño, lo que provoca una gran tensión de mecanizado en la parte inferior de la depresión de la esquina R, lo que aumenta la sensibilidad de las grietas por endurecimiento por inducción.
En segundo lugar, la distancia entre la depresión del ángulo R de la estructura interna tipo R y el inductor es relativamente grande.
La Figura 3b ilustra la distribución de la corriente inducida durante el calentamiento por inducción en la esquina R.
Como resultado del efecto de proximidad del calentamiento por inducción, la corriente inducida disminuye a medida que aumenta la distancia al sensor. Así, la corriente inducida se reduce gradualmente de las áreas 1 a 4, encontrándose la corriente inducida más baja en el área 4, ubicada en la parte inferior del ángulo R, que es la más alejada del inductor.
En el mismo tiempo de calentamiento, mientras que las áreas 1 a 3 alcanzan la temperatura de calentamiento de enfriamiento requerida en su conjunto, es posible que el área 4 no alcance la temperatura de enfriamiento completa. En consecuencia, se produce un enfriamiento por pulverización de agua, lo que provoca una transformación de martensita en las áreas 1 a 3, pero solo una transformación de martensita parcial o ninguna transformación en el área 4.
Esta inconsistencia en la profundidad de la capa endurecida de las regiones 1 a 3 y la región 4 conduce a una deformación desigual debido a la transformación estructural dentro y fuera del ángulo R. Además, la región 4 experimenta tensiones de tracción debido a la transformación estructural, haciéndola susceptible a la concentración de tensiones de mecanizado, que en última instancia resultan en el endurecimiento de las grietas durante el enfriamiento.
Además, dado que el área 4 es la más alejada del inductor, es la parte más desafiante para el endurecimiento por inducción y la profundidad de la capa de endurecimiento en esta área es insuficiente.
La Figura 3c ilustra la estructura biselada del orificio de aceite en el eje de salida del tanque auxiliar actualmente producido. El tamaño de diseño del orificio de aceite es de 0,5 mm × 45 °, lo que no cumple con los requisitos de endurecimiento por inducción de los chaflanes de orificios.
Para garantizar la calidad del endurecimiento por inducción, se requiere un chaflán ligeramente mayor, de más de 1 mm × 45°. Esto se debe a que un pequeño chaflán produce altas temperaturas alrededor del orificio de aceite debido al efecto de ángulo agudo del calentamiento por inducción, lo que lleva a la formación de grietas de enfriamiento.
Además, la presencia del agujero de petróleo obliga a la corriente inducida a desviarse a ambos lados del agujero, lo que da como resultado una densidad desigual de corrientes parásitas alrededor del agujero. La densidad de corrientes parásitas en ambos lados del agujero a lo largo de la dirección de la corriente es alta, mientras que la densidad en ambos lados perpendiculares a la dirección de la corriente es baja. Esto crea un área de alta temperatura en un lado y un área de baja temperatura en el otro, como se muestra en la Figura 3d.
Debido a este calentamiento desigual, la profundidad de penetración de la corriente y el espesor de la capa endurecida después del enfriamiento son diferentes. La generación de tensión organizativa y térmica durante el enfriamiento por inducción es la causa fundamental de las grietas por enfriamiento en el borde del pozo de petróleo. Además, el enfriamiento del borde del agujero de petróleo es más intenso que el de otras áreas durante el enfriamiento, lo que lo hace más susceptible a la formación de grietas por enfriamiento.
Fig. 3 Ángulo R y orificio de aceite
2. Medidas de mejora
2.1 Optimización estructural del ángulo R y el chaflán del orificio de aceite
Con base en el análisis anterior, es evidente que la fractura del eje de salida de la caja auxiliar se debe al diseño defectuoso de la estructura del ángulo R y del chaflán del orificio de aceite.
En consecuencia, se desarrollaron las siguientes medidas correctivas:
- La estructura del filete de transición se modificó a R1,5 mm y la profundidad de la capa de endurecimiento por inducción en el filete optimizado debe ser ≥ 3 mm.
- La estructura del chaflán del orificio de aceite se ha mejorado a (1~1,5) mm × 45°.
La Figura 4a muestra la estructura optimizada para el ángulo R.
Durante el proceso de tratamiento térmico por inducción, si la raíz escalonada de la pieza requiere endurecimiento por inducción, se debe incorporar un filete de transición. Cuanto más grande sea el filete, mejor será el resultado.
Este diseño ofrece una buena procesabilidad:
① Reduce la concentración de tensiones en la raíz del escalón y minimiza la tendencia a agrietarse durante el uso.
② Reduce la dificultad del endurecimiento por inducción, garantiza un calentamiento uniforme de la raíz del escalón, permite una capa de endurecimiento uniforme y continua en el escalón y aumenta significativamente la resistencia.
La Figura 4b ilustra el diseño optimizado para el chaflán del orificio de aceite, con un tamaño de chaflán aumentado de (1~1,5) mm × 45°. En las mismas condiciones de calentamiento, cuanto mayor sea el chaflán del orificio de aceite, mayor será la densidad de corriente en el borde del orificio de aceite y menos probable será que el borde del orificio de aceite se agriete debido al sobrecalentamiento.
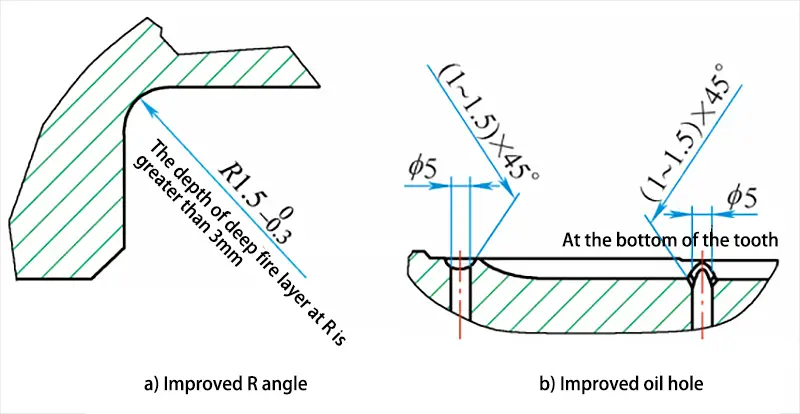
Figura 4 optimización estructural
2.2 Optimización del proceso de endurecimiento por inducción
El método de enfriamiento por barrido se utiliza para completar el enfriamiento del eje de salida de la caja auxiliar debido a la gran área de enfriamiento y al pequeño suministro de energía. La ventaja significativa del endurecimiento por barrido es que puede utilizar equipos de menor capacidad para manipular piezas grandes.
Para realizar el enfriamiento por barrido, la pieza de trabajo se coloca dentro o cerca del inductor, permitiendo que el inductor y la pieza de trabajo se muevan entre sí. El inductor conecta corriente de alta o media frecuencia para calentar inductivamente la pieza de trabajo hasta la temperatura de enfriamiento. Al mismo tiempo, el inductor o el chorro de agua rocía el medio de enfriamiento de enfriamiento sobre la parte de la pieza de trabajo que ha alcanzado la temperatura de enfriamiento.
El proceso de enfriamiento continúa hasta que se haya tratado toda el área templada de la pieza. Para detener el proceso, primero se corta la corriente del inductor, seguido de la inyección del medio de enfriamiento de enfriamiento rápido.
La Figura 5 ilustra el diseño optimizado del círculo efectivo del inductor. Esta estructura consta de un círculo completo que gira en un ángulo específico (normalmente 45°) para asegurar un calentamiento adecuado del plano y el ángulo R en la sección variable. El anillo efectivo está equipado con una “Π” y la ranura del conductor magnético está inclinada hacia el área del ángulo R.
Aprovechando el efecto de hendidura del conductor magnético, la corriente de frecuencia media de la bobina efectiva se expulsa al área del ángulo R, fortaleciendo así el calentamiento de la región del ángulo R para asegurar un calentamiento rápido del ángulo R. , hay un espacio de 3-5 mm entre el extremo frontal de la bobina efectiva y el ángulo R. Esta disposición permite alcanzar la temperatura de enfriamiento en 10 segundos, lo que lleva a una distribución ideal de la capa de endurecimiento.
Sin embargo, al calentar el ángulo R, el inductor debe permanecer en esta área durante un período de tiempo específico para obtener una profundidad suficiente de la capa de endurecimiento en el ángulo R. Durante este tiempo, las estrías adyacentes por encima del ángulo R también se calentarán. Para evitar que la profundidad de la capa de endurecimiento de estas estrías sea demasiado profunda, lo que podría dar como resultado un "abultamiento" de la capa de endurecimiento en la transición entre el ángulo R y las estrías axiales, se utiliza el efecto de proximidad del calentamiento por inducción.
Específicamente, al diseñar el inductor, la superficie de la nervadura calefactora y el eje de la nervadura forman un ángulo incluido de 7,5° para minimizar el efecto de proximidad. A medida que nos acercamos a la región del ángulo R, el espaciado disminuye, lo que genera una sombra negra en la Figura 5, que indica la distribución de la corriente inducida en el área del ángulo R y sus regiones adyacentes.
Finalmente, al calentar el área de la esquina R, el inductor se mueve hacia arriba para calentar y templar el área estriada, lo que da como resultado una capa de endurecimiento uniforme y continua que mejora la resistencia general del eje de salida.
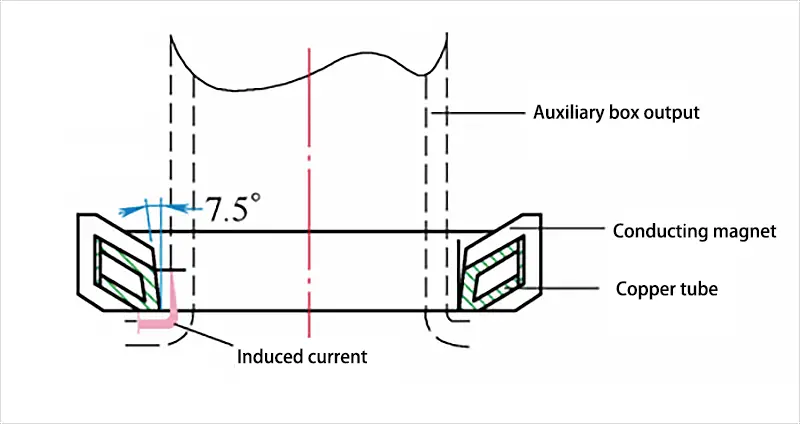
Fig. 5 Diseño de círculo efectivo
3. Conclusión
Tras analizar las causas de la rotura del eje de salida en la caja auxiliar se identificaron tres medidas de mejora:
- Optimización de la estructura del filete de transición: la estructura del filete de transición se mejorará a r1,5 mm para el filete exterior, y el requisito técnico de la profundidad de la capa de endurecimiento por inducción en el filete se establecerá en ≥ 3 mm.
- Optimización del tamaño del chaflán del orificio de aceite: la estructura del chaflán del orificio de aceite se mejorará a (1 ~ 1,5) mm × 45°.
- Optimización de la estructura efectiva del anillo inductor: se adoptará el método de endurecimiento por inducción de barrido para hacer que la capa de endurecimiento del filete y la estría sea continua y uniforme.
Luego de implementar estas medidas, se inspeccionó y monitoreó el eje de salida de la caja auxiliar, observándose mejoras significativas:
- La resistencia del ángulo R del eje de salida del subtanque se ha mejorado significativamente y ya no hay grietas por endurecimiento por inducción en el chaflán del orificio de aceite y el área del ángulo R.
- El filete del eje de salida y la capa de endurecimiento ahora son continuos y uniformes. La capa de endurecimiento en el ángulo R tiene una profundidad de 4 a 6 mm, mientras que la capa de endurecimiento en la parte ranurada tiene una profundidad de 5 a 8 mm. La estructura metalográfica de la capa de endurecimiento es martensita acicular de grado 4~6 y la dureza de la superficie es de 56~59HRC, lo que cumple con los requisitos técnicos.
- El eje de salida de la subcaja no se rompió después de la entrega y la carga, lo que redujo significativamente el riesgo de quejas del mercado y mejoró la calidad del producto y la satisfacción del cliente.







