
El moldeo por soplado es un proceso de fabricación mediante el cual se forman piezas huecas de plástico: también se utiliza para formar botellas de vidrio. Este es el método más común para fabricar artículos huecos a partir de termoplásticos. Los productos y artículos más sencillos fabricados mediante moldeo por soplado son botellas, conductos de ventilación, maletas y depósitos de combustible para automóviles.
En general, existen tres tipos principales de moldeo por soplado:
- moldeo por soplado por extrusión,
- Moldeo por inyección y soplado, y
- Moldeo por inyección soplado y estirado.
El proceso de moldeo por soplado comienza fundiendo el plástico y dándole una forma preliminar o, en el caso del moldeo por inyección y el soplado por inyección y estirado (ISB), una preforma. El parisón es una pieza de plástico en forma de tubo con un orificio en un extremo por donde puede pasar el aire comprimido.
a.Extrusión y soplado:
Un tubo extruido o parisón se estira para lograr la longitud requerida. A continuación, el molde cierra el parisón y luego lo corta con una cuchilla. Luego se transporta a la estación de soplado. En la estación de soplado se introduce un mandril de soplado en el molde y a continuación se lleva a cabo el proceso propiamente dicho. Luego se enfría y se retira el producto terminado abriendo el molde. Luego, el molde abierto se transfiere a una posición debajo de la matriz de extrusión para recibir un nuevo parisón. Luego el proceso continúa.
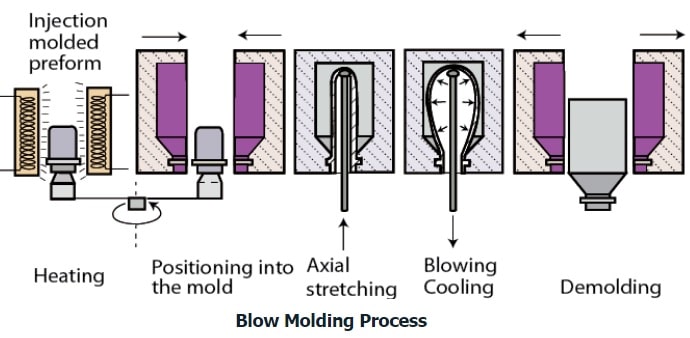 Proceso de moldeo por soplado explicado paso a paso.
Proceso de moldeo por soplado explicado paso a paso.B. Moldeo por estiramiento y soplado:
Se trata de una forma especial de moldeo por soplado en la que las propiedades mecánicas mejoran considerablemente. En los plásticos se introduce un alto grado de orientación cuando se acercan a la temperatura de transición vítrea o al punto de fusión cristalino. El material de moldeo se estira no sólo en la dirección circunferencial sino también en la dirección de la máquina. Para estirar en dirección longitudinal se utiliza un ariete mecánico. El proceso se lleva a cabo a baja temperatura con la aplicación de altas fuerzas de deformación.
w. Moldeo por inyección y soplado:
En el moldeo por inyección y soplado, se moldea por inyección una pieza tubular corta (parisón) en matrices en frío. (Las formas preliminares se pueden hacer y almacenar para su uso posterior). Luego, los troqueles se abren y la forma preliminar se transfiere a un troquel de moldeo por soplado mediante un mecanismo de indexación (Fig.). Se inyecta aire caliente en el parisón, expandiéndolo hacia las paredes de la cavidad del molde. Los productos típicos que se fabrican son botellas de plástico para bebidas (normalmente hechas de polietileno o polieteretercetona, PEEK) y recipientes pequeños y huecos.
Diagrama de moldeo por inyección y soplado:
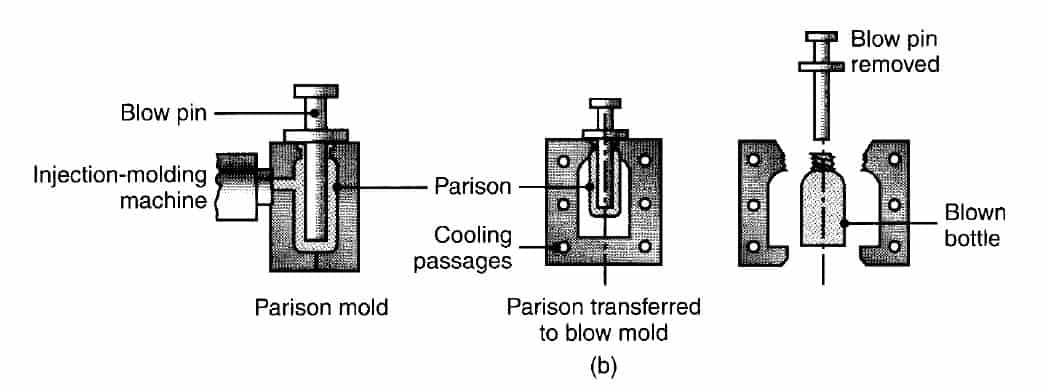 Proceso de moldeo por inyección y soplado.
Proceso de moldeo por inyección y soplado.PVC, polipropileno y politereftalato de etilo son algunos de los materiales utilizados en este proceso.
Ventajas y desventajas del moldeo por soplado:
Ventajas del moldeo por soplado:
Las ventajas del moldeo por soplado incluyen:
- Bajo costo de herramientas y matrices;
- Tasas de producción rápidas;
- Capacidad para moldear piezas complejas;
- Se pueden incorporar tiradores al diseño.
Desventajas del moldeo por soplado:
Las desventajas del moldeo por soplado incluyen:
- Limitado a piezas huecas,
- Baja resistencia,
- Para aumentar las propiedades de barrera se utilizan formas preliminares multicapa de diferentes materiales, que por tanto no son reciclables.
- Para hacer frascos de cuello ancho, es necesario recortarlos con rotación.







