Double block and vent valve is abbreviated as DBB valve. It consists of two common ball valves connected by a common inlet end. The double block and breather ball valve is a product intended to replace multiple connections between traditional valves; As the name suggests, it is a double block and vent ball valve. The difference between this DBB valve and the traditional one is that it can effectively overcome the leaks that occur during system operation, can be closed quickly, and can be discharged easily. This DBB ball valve is a modern valve shape widely used in the market today.
What is a double block and vent valve?
Two agencies officially describe double-block and vent valves using different terms.
The double block and bleed valve (DBB) is defined by API 6D as a “single valve with two seats that, when closed, provides a seal against pressure from both ends of the valve and has a means of venting/ventilating the cavity between headquarters. When only one side is pressurized, this valve has, according to the 2008 Note, no double positive insulation.
And OSHA defines a DBB valve as “the closure of a line, duct, or tube by closing and locking or tagging two in-line valves and opening and locking or tagging a drain or vent valve in the line between the two closed valves.”
Classification with double block and ventilation valve.
DBB valves are classified into two main types according to body structure:
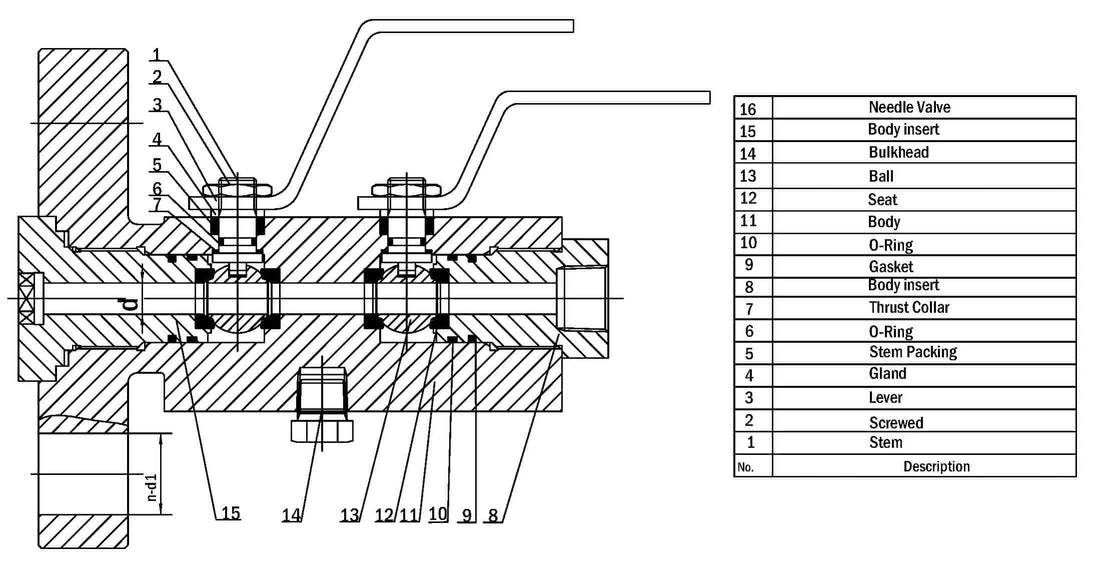
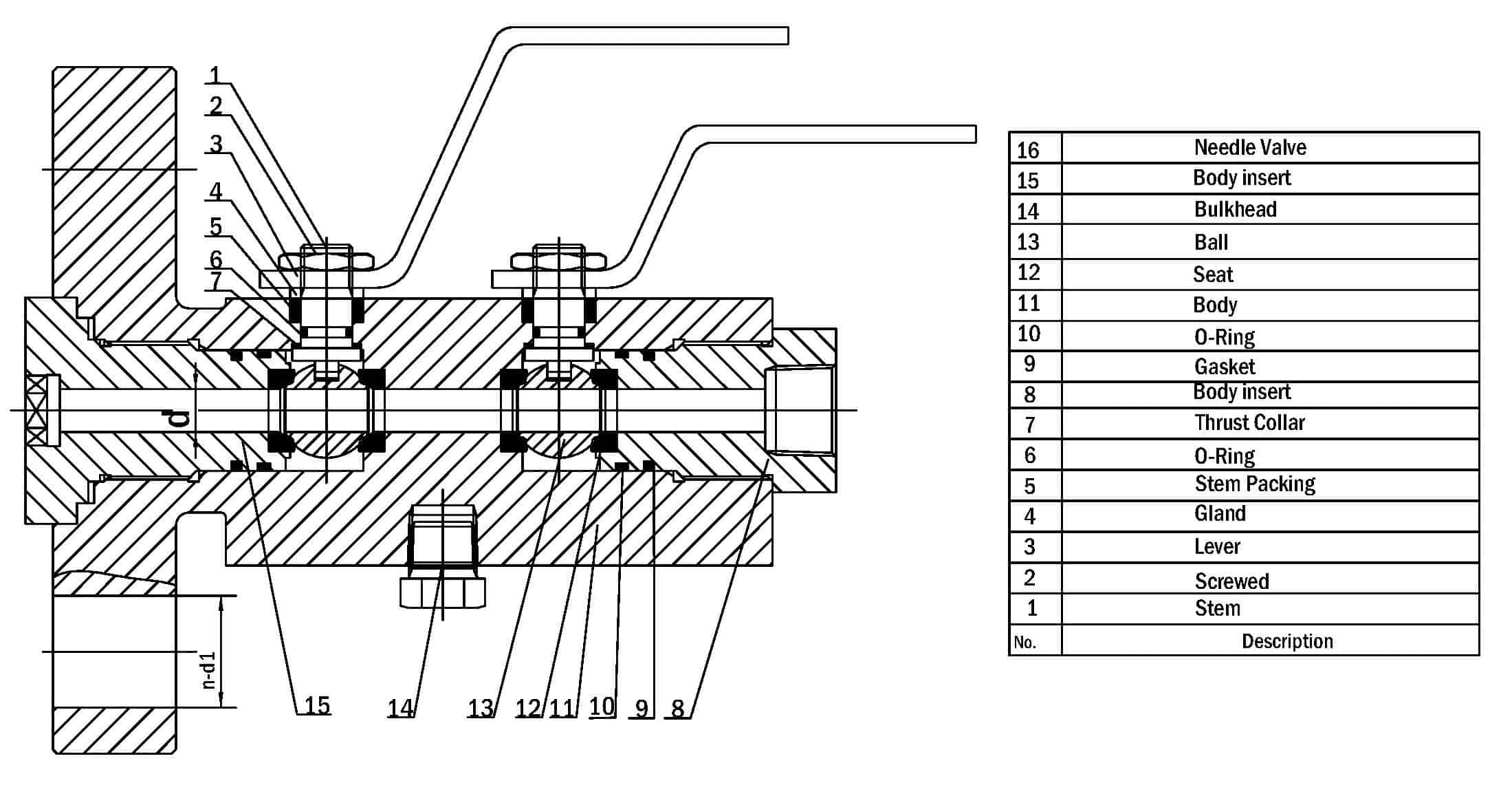
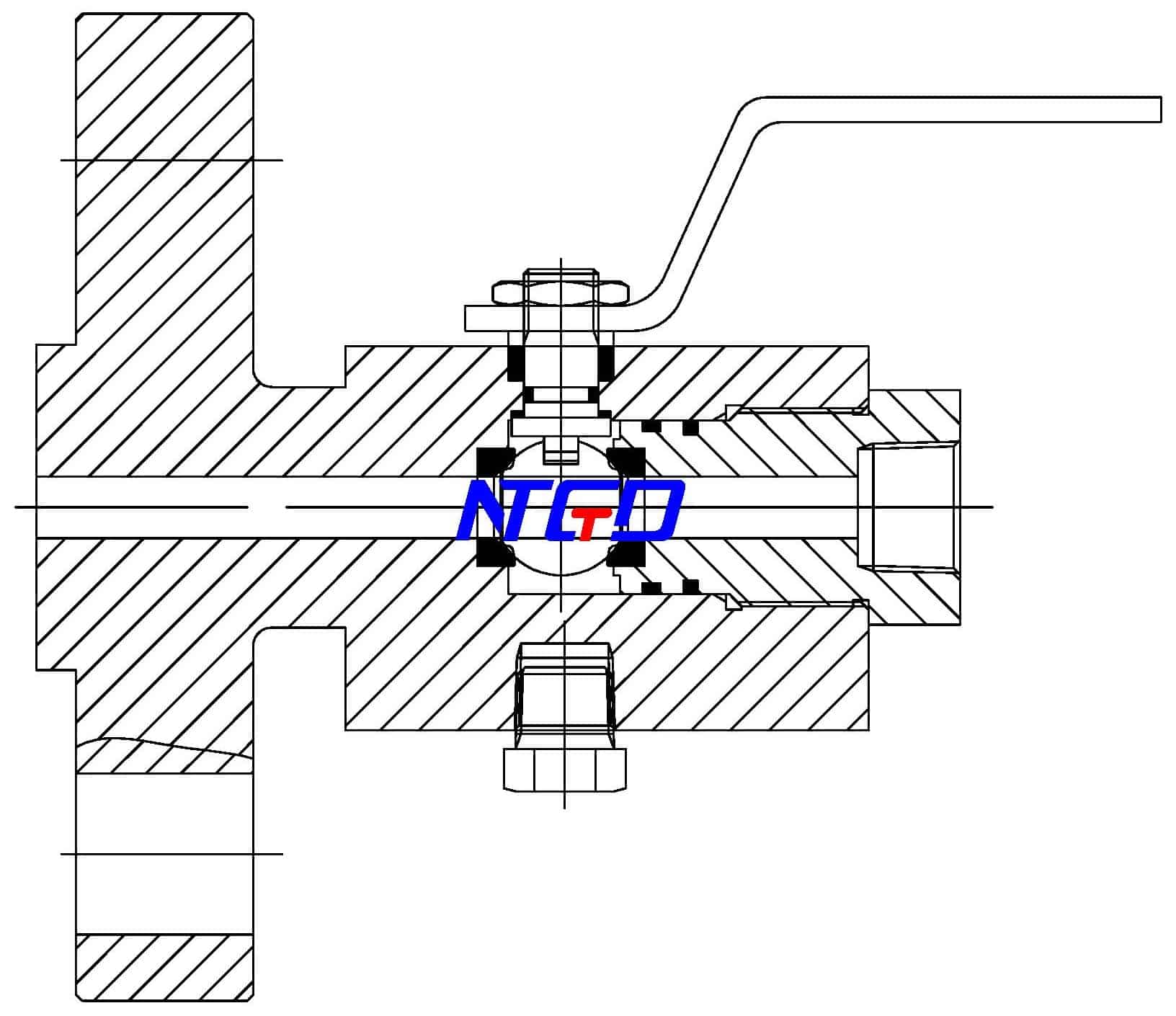
DBB valve with modular or split body – The main feature of this design is that it has two balls in one valve to ensure greater safety. There is a drain needle valve between the two balls of the Double Block & Bleed valve. This allows the valve to be drained and the pressure reset to zero. Instrumentation and piping benefit from the modular form and three-piece housing construction. Instrumentation valve sizes range from 1 inch to 3 inches; Piping valve sizes range from 1 inch to 24 inches. API 3,000 to API 10,000 in all pressure ratings from 150 to 2,500 lbs.

Integrated DBB Valves – These valves are used in the instrument industry and are available in various designs to meet a wide range of requirements. These include flange-to-flange, flange-to-thread valves, injection and sampling valves, and ball and needle valves. There is a drain needle valve between the two balls of the Integral Double Block & Bleed valve. This allows the valve to be drained and the pressure reset to zero.
DBB valve features and benefits.
Dual block and vent valves are designed to replace the bolting of individual valves to provide double isolation.
This new model offers excellent savings in weight, space and installation time, especially when it comes to isolating the instrument or instrument cage. These weight savings are up to 60% and tests have shown that installation time savings of up to 70% are also possible. However, the greatest benefit lies in reducing escape routes into the environment and thus reducing potential hazards.
Double isolation is an essential requirement when carrying out maintenance work downstream of the first isolation valve. Ventilation of the cavity occurs via a ball or globe valve, allowing pressure to be safely released between the two shut-off valves.
These valves are now also used as chemical injection and sampling points. These valves also have integrated control valves.
Application of double block and ventilation valve.
DBB valves are used where critical sealing is required to ensure leaks do not occur. Both valves can be used in various applications and industries, such as the natural gas industry, petrochemicals, transportation and storage, industrial processes for natural gas, main line and general purpose valves in liquid pipelines and refined materials transport pipelines.
The pressure gauge calibration requirement is another application where the DBB valve is used. Any valve connected to the meter must be tightly closed. Even a small leak will cause meter calibration errors and the meter inaccurate factor will persist until the next best practice and large sums of money will be required. Choosing the right API-tested DBB or DIB valve will help ensure that calibration is almost always accurate.
Difference between DBB and DIB
The API describes the Double Isolation and Blocking (DIB) Valve as a “single valve with two seating surfaces, each of which, when closed, provides a seal against pressure from a single source and has a means of venting/exhausting of the cavity between the seat surfaces.” This function can be provided in one or both directions.
The main difference is that the double block and vent valve protects against pressure from both sides of the valve, while the double block and vent valve provides additional sealing against pressure from only one side. For applications where an external pressure barrier must be sealed separately from the main pressure barrier, the DIB valve must be used instead of the DBB valve. This is crucial to comply with such operational safety standards or depends on the type of operation, e.g. B. poor leak tolerance or fluid purity.
In a DBB valve there are normally two unidirectional seats with automatic relief. These seats do not depend on an external pressure relief system. The DIB valve, on the other hand, uses one or two bidirectional seats. The valve provides double pressure isolation at both ends of the valve, but cannot relieve pressure from the body cavity behind the seats. DIB valves require an external relief mechanism to reduce pressure buildup.
Both valves can protect in upstream and downstream directions even under high pressure or high temperature conditions. Isolation is crucial in situations where a leak through the valve could have significant consequences. Once the fluid is sealed, the ventilation system can drain the area between the two valves or the two seats. This is essential for maintenance and integrity checks in cases where a leak can be detected.
How to choose the right DBB valve for your needs.
The most important factors in selecting the correct double block and vent valve for your application are:
- The Application Type determines what type of DBB valve you need. For example, if you need to protect system integrity when repairing a specific section of piping, the DBB valve can be used for this task. The inlet can be blocked by two shut-off valves. A ball valve can drain fluid from the blocked section of pipe until it is repaired.
- The type of DBB valve you choose depends on the type of media they will control. Viscous liquids and dense gases require a full-port ball, globe, or gate valve as a shut-off valve. The needle valve is often used as a ventilation valve. For corrosive media, stainless steel DBB valves can be used, which are fixed to block the media without causing damage.
- The Temperature and Pressure conditions of your operation will determine the type of DBB valve you need. In high pressure and high temperature operations, anti-static ball valves are used as shut-off valves. These ball valves are not affected by pressure fluctuations or vibrations, making them safe for use in delicate operations. For low pressure operations, a single DBB spool valve with adjustable wedges and a body breather valve can be used.







