

Electrical discharge machining, also known as electrical discharge machining, is a very different process from most traditional machining methods such as CNC turning and milling. The latter processes require sharp cutting tools to be able to remove material from the part to be machined. Unlike turning and milling, the EDM process uses metal erosion through a series of electrical discharges.
Read below to learn more about the basics of EDM manufacturing.
How does EDM work?
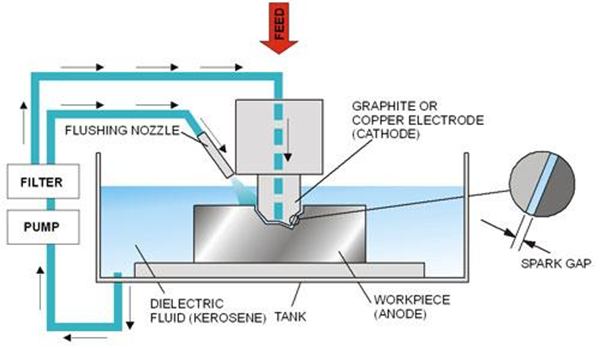
In spark erosion, electrical sparks are generated in the spark erosion machine to corrode parts of the workpiece. These “electrical sparks” are actually arcs that occur between two energized conductors close to each other. The arcs produce extreme heat, causing electrically conductive materials to melt and vaporize. In the electrical discharge machining process system, the part is connected to the positive pole or anode, while the tool responsible for material erosion is connected to the negative pole or cathode.
Basic structure of an EDM system
To better explain the operating principle, below is a detail of the basic construction of an Electrical Discharge System (EDM).
1. DC pulse generator
This component converts the AC power supply into a pulsating DC power supply that is high enough to create a spark between the EDM tool and the workpiece.
2. Electrode Tool
This part of the system is connected to the power supply cathode and mounted in a tool holder. The profile of your tool exactly matches the profile of your part. During the process, a very small gap, the arc gap (identified by manufacturing engineers), remains between the electrode tool and the workpiece. The most commonly used materials for electrodes are copper, tungsten alloys, graphite, steel and cast iron.
3. Servo motor mechanism
This mechanism controls the feed and movement of the tool in the EDM machine. The arc gap mentioned above is crucially controlled by a programmed servo motor mechanism.
4. Spark Generator
This component provides the correct amount of voltage needed to produce a spark and maintain the discharge. The generation of one hundred thousand sparks per second allows significant material removal from the part.
5. Dielectric fluid
Both the electrode tool and the workpiece are immersed in a dielectric fluid while the fluid is introduced into the space between the tool and the workpiece. Furthermore, the dielectric fluid must be adjusted to circulate under constant pressure to blow away the metal parts that have been removed from the workpiece. Too high fluid pressure can cause metal chips to be removed quickly, resulting in a slower cutting process. Too low fluid pressure can cause a short circuit in the system due to chips not being extracted during the erosion process.
The most commonly used dielectric fluids in this process are deionized water, glycol and silicone oil.
6. Workpiece
This completes the EDM machine ecosystem as the workpiece is connected to the anode. To enable the process, the workpiece must be a good electrical conductor.
Type of EDM processes
The EDM process is classified into different types depending on the form and approach of the tool used. The three types of electrical discharge commonly used in industry are downhole EDM, wire EDM, and sinker EDM.
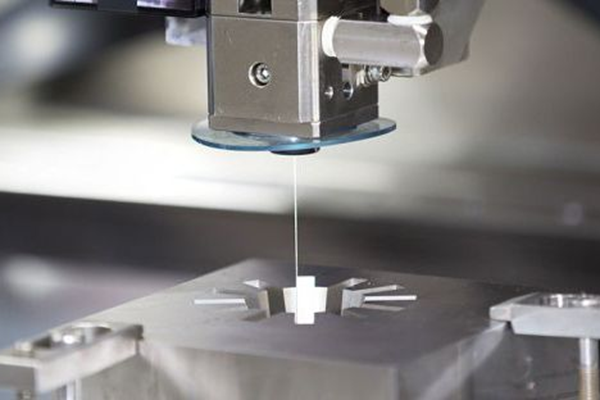
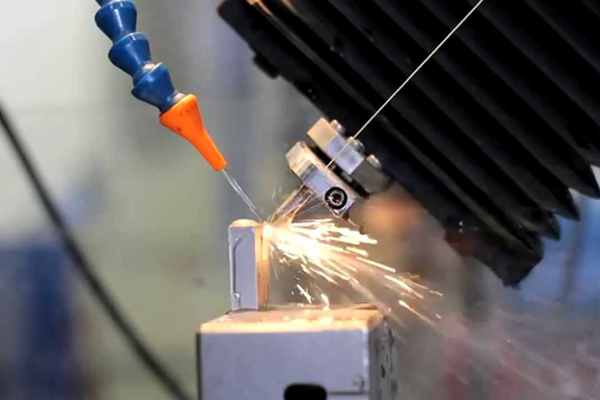
1. Wire EDM
As the name suggests, EDM wire cutting uses a very fine wire (copper or brass alloy, typically between 0.004 and 0.0006 inches thick) held by diamond guides to precisely cut a two-dimensional shape from a three-dimensional part. The path is controlled by a CNC program that can easily cut complex shapes. Cutting can be compared to the cutting feed of a band saw and a cheese slicer. This process is typically used to cut metal extrusion dies, punches and plates.
2. EDM sinking
This EDM process, also known as ram EDM, uses inverted graphite or copper electrodes to cut a depression in the workpiece. The tool to be used is machined in the opposite direction to the desired shape to remain in the part.
Die sinking EDM is ideal for machining molds for casting and injection molding that require complex cavity shapes.
3. Drilling EDM
This type of EDM process uses the electrode tool to cut extremely thin and deep holes that may not be possible with a traditional drill. The tool for this procedure is designed to pass the dielectric fluid directly through the hole, hence a hollow electrode. As EDM drilling is not carried out using the traditional machining method, burrs are not formed on the workpiece. EDM hole drilling is used to machine small relief holes in various turbine blades, dies and molds.
What are the applications of EDM machining?
Extremely complex shapes and geometries can be created through electroerosive processing of metal.
Therefore, EDM is generally used for high-precision applications where conventional machining is not possible. The following are the most common applications of EDM:
Making small holes
Many manufacturers use EDM machining to make extremely small holes because it reduces the risk of distracted and damaged tools. EDM machined holes can be very small and can be seen on the edges of turbine blades, microscopic openings for fuel system components, and more.
Construction of molds and matrices
EDM machining is often used as a complementary process to conventional machining in mold and die production. As mentioned above, the wire cutting process is typically used to form blanks for molds, the countersinking process can be used to form complex cavity shapes, and drilling can be used to create pressure relief holes.
Disintegration of components
The EDM machine is also used to remove metal parts stuck in a workpiece that cannot be removed using conventional methods. Dismantling stuck components means destroying or removing the material. Examples include screws cut into threaded holes, suction tools in a machined part, or a pin stuck in a very valuable part. Disassembling the components allows you to remove stuck metal without damaging the reused part.
Medical components
No burrs are formed during the production of EDM processed products, which makes them perfect for the production of various components for medical implants.
Aerospace Components
There are many features on an aerospace part that cannot be produced using traditional cutting tools, and this is where electrical discharge machining comes in. Electrical discharge machining can produce sophisticated features, particularly turbine rotor discs, thin channels, sharply angled holes, and very narrow, deep holes.
Why is EDM preferred?
High performance when processing complex profiles
Cutting freedom with EDM is less restricted than with conventional machining processes. This process can easily cut various features that are difficult to achieve with milling cutters and drills. These features include intricate pockets, thin and deep holes, thin walls, and other irregularly shaped geometries.
High precision
Parts machined with EDM technology can be accurate down to the smallest tolerances used in the metal processing industry. This is possible because the EDM machining ecosystem does not place a high load on the part and does not have aggressive vibrations. Additionally, the grinding process can also be carried out to increase precision and accuracy.
Burr-free surface finish
The part produced by EDM machining does not contain burrs because, due to the nature of the process, the metal eroded from the part almost breaks down into microparticles, which are then eliminated. Most importantly, EDM cutting does not use sharp cutting tools such as end mills, saws and drills, which is why this process does not create burrs on the workpiece.
Can cut hard metals
Spark erosion can be used to cut hard metals with little force and minimal effort, as long as they are conductive. The hardness of the material to be cut does not influence the overall process.
Little stress
The tools used in an EDM process do not touch the workpiece, unlike other machining processes where cutting tools come into contact with the surface to be cut. This explains the minimum load introduced on the workpiece.
Highly scalable manufacturing
EDM machining processes are very versatile in terms of production scale. They are suitable for small to large quantity production. These processes are highly repeatable, meaning multiple parts can be produced with consistent quality.
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Mas elit Tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
What are the limitations of the EDM process?

Applicable to conductive materials only
The heat responsible for material erosion in the part is due to the introduction of electrical discharges, which is why EDM machining is not compatible with non-conductive materials such as composites, plastics and other dielectric materials.
Low material removal rate
As already mentioned, material is gradually removed during electrical discharge machining. This means that the material removal rate is much lower than with conventional machining processes such as milling and turning.
High production costs
The cost of producing parts using EDM is made up of several factors such as high energy consumption, excessive tool wear and long machining times.
Summary
Electrical discharge machining is a very useful addition to many traditional CNC machining processes. Its strengths come into play when it can create special features that are difficult to achieve using milling and turning. Furthermore, the EDM process offers exceptional precision even when cutting extremely hard electrically conductive metals and generates only low voltage during processing.







