
Titanium alloy heat treatment characteristics
(1) The transformation of the martensitic phase does not cause significant changes in the properties of titanium alloys. This characteristic is different from the transformation of the martensitic phase of steel. The strengthening of titanium alloys by heat treatment depends on the aging decomposition of the substable phase formed by quenching, including the martensitic phase. Heat treatment for pure type A titanium alloys is basically ineffective; It is mainly used for α+β type titanium alloys.
(2) Heat treatment should prevent the formation of the ω phase, as it makes titanium alloys brittle. Choosing the correct aging process may cause the ω phase to decompose, such as using a higher aging temperature.
(3) It is difficult to refine titanium alloy grains using repeated phase transformations, unlike steel materials. Repeated transformation of austenite and pearlite (or ferrite, cementite) phases can control the nucleation and growth of new phases to achieve grain refinement in most steels. This phenomenon does not exist in titanium alloys.
(4) Low thermal conductivity can lead to poor hardenability of titanium alloys, especially α+β titanium alloys. The thermal stress of quenching is large and parts are prone to warping during quenching. Due to the low thermal conductivity, the deformation of titanium alloy easily causes the local temperature to increase, which can cause the local temperature to exceed the β transformation point and form the Widmanstatten structure.
(5) Vivid chemical properties make titanium alloys react easily with oxygen and water vapor during heat treatment. It forms an oxygen-rich layer or encrustation on the surface of the part, reducing the performance of the alloy. At the same time, titanium alloys tend to absorb hydrogen during heat treatment, causing hydrogen embrittlement.
(6) The transition point β varies significantly, even with the same composition, due to different smelting furnaces.
(7) When heating in the β phase region, β grains tend to grow. The coarsening of β grains can cause the plasticity of the alloy to drop drastically, so the heating temperature and time must be strictly controlled. Heat treatment for heating in the β phase region must be used with caution.
Titanium Alloy Heat Treatment Type
The phase transformation of titanium alloy is the basis of the heat treatment of titanium alloy. To improve the performance of titanium alloys, it is necessary to use appropriate heat treatment in addition to reasonable alloys.
There are many types of heat treatments for titanium alloys, including annealing treatment, aging treatment, deformation heat treatment and chemical heat treatment, among others.
Annealing treatment
Annealing is suitable for various titanium alloys and its main purpose is to eliminate stress, improve the plasticity of the alloy and stabilize the structure.
Forms of annealing include stress relief annealing, recrystallization annealing, double annealing, isothermal annealing, vacuum annealing, among others.
Figure 1 shows the annealing temperature range of titanium alloy using various methods.
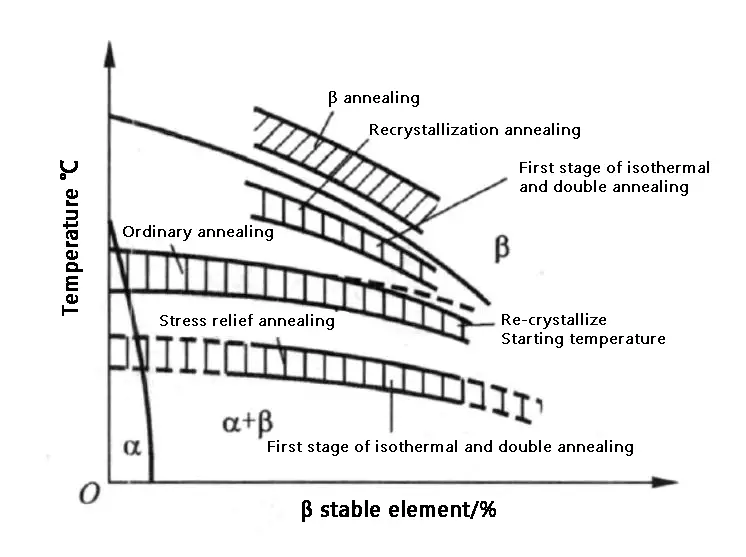
Figure 7 The effect of the cooling method on the microstructure of the TC21 alloy
(a)910°C/1h, WQ; (b)910°C/1h, OQ; (c)910℃/1h, CA
Effect of aging temperature on the structure of TC21 alloy
Figure 8 shows a photograph of the microstructure of the TC21 alloy aged at 500°C and 600°C.
It is evident from Figure 8 that the alloy structure after aging is composed of the αp phase and the βT phase.
As aging progresses, the secondary α phase grows and fuses.
The secondary α phase gradually increases with increasing aging temperature.
As depicted in Figure 8 (a), (b) and (c), when aging at 500 °C, due to the low aging temperature, the substable β obtained from solid solution treatment lacks the driving force for decomposition during the aging process and therefore fewer secondary phases are formed.

Figure 8 Effect of aging temperature on the structure of TC21 alloy
- (a) 910℃/1h,WQ+500℃/6h,AC;
- (b) 910℃/1h,OQ+500℃/6h,AC
- (c) 910℃/1h, AC + 500℃/6h, AC;
- (d) 910℃/1h,WQ+600℃/6h,CA
- (e) 910℃/1h,OQ+600℃/6h,AC;
- (f) 910°C/1h,CA+600°C/6h,CA
Effect of aging time on the structure of TC21 alloy
Figure 9 shows photos of the microstructure of the TC12 alloy aged at 550°C for different times.
It can be seen from Figure 9 that with increasing aging duration, the volume fraction of the βT phase increases, while the size of the αp phase does not change significantly, but agglomeration and growth phenomena occur.
The larger, band-like secondary α phases also appear to merge and grow.

Figure 9 The effect of aging time on the structure of the TC21 alloy
- (a) 910℃/1h,WQ+500℃/2h,AC;
- (b) 910℃/1h,WQ+550℃/12h,CA
- (c) 910℃/1h, AC + 500℃/2h, AC;
- (d) 910℃/1h,OQ+550℃/12h,AC
- (e) 910℃/1h,OQ+600℃/2h,AC;
- (f) 910℃/1h,AC+550℃/12h,AC
Effect of heat treatment on the microstructure of a typical titanium alloy
By controlling the heat treatment process conditions of TC12 alloy and Ti60 alloy, two main types of lamellar microstructure and bimodal microstructure are obtained, as shown in Figure 10.

Figure 10 The effect of heat treatment on the microstructure of a typical titanium alloy
- (a) TC21 970℃/1h,FC;
- (b)TC21 910°C/1h,CA+550°C/6h,CA
- (c) TC21 910℃/1h,FC+550℃/6h,AC;
- (d)Ti600 1020℃/2h,AC+650℃/8h,AC
- (e)Ti600 1005℃/2h,AC+650℃/8h,AC;
- (f)Ti600 AC+600℃/100h,AC
Figure 10 shows that Ti600 alloy can obtain LM and BM structures by selecting the solid solution temperature above and below Tb (1010°C), respectively.
The thickness of the lamella in LM tissue is 2-3 μm, and the volume fraction of the αp phase in BM tissue is about 20%, with an average diameter of about 15 μm.
Figure 10 (f) shows the microstructure of the Ti600 alloy with BM structure after 100h of thermal exposure (TE) at 600°C.
The differences between BM and BM+TE tissues cannot be distinguished from the microscopic tissues shown only in Figure 10 (e) and (f).
The Al-rich αp phase in high-temperature titanium alloys is prone to precipitate the α2 phase (Ti3Al) during prolonged aging or thermal exposure.
By transmission electron microscopy, the α2 phase was found in the αp phase of Ti600 alloy of BM fabric after thermal exposure, as shown in Figure 11.
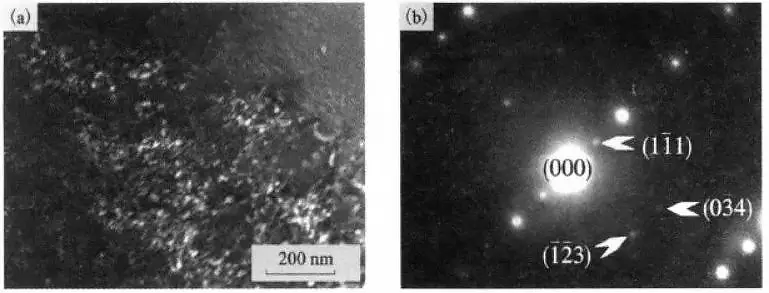
Figure 11 TEM morphology and selected area electron diffraction pattern of α2 phase in Ti600 alloy after thermal exposure
(a) TEM topography; (b) electron diffraction pattern of the selected area







