I. What is chamfering?
Chamfering refers to the process of creating an angular surface on a material.
Specifically, it involves processing sharp edges on angular planes, such as C-face (square) or R-face (round), or R-shaped protrusions.
II. Types of chamfering

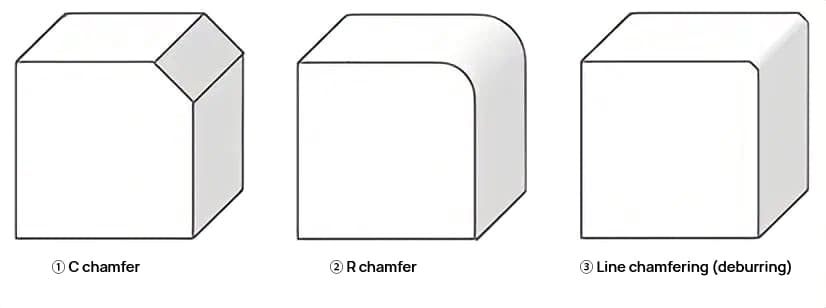
- Chamfering C
C Chamfering refers to the processing of a specified angular surface at the corner of a material. The term chamfer generally refers to the C-type chamfer.
In drawings, it is marked as ←C0.5 at the edge position, or “unspecified face C0.5”, etc.
Here, C0.5 refers to a 0.5 mm inclined surface machined at 45° to the edge. Note that it does not refer to the length of the slope.

- Chamfering R
R Chamfering refers to processing the corner of an arc-shaped material. In the drawing it is specified as “must chamfer R”, etc.
“R chamfering” is also sometimes called “R processing” or “round processing”.
- Line chamfering (deburring)
Line chamfering refers to the processing of a surface at the corner of a material that is invisible to the naked eye.
Line chamfer is generally considered to be around C0.2 ~ 0.3, but unlike C chamfer and R chamfer, there are no clear regulations on the shape and size of the chamfer.
In drawings, it is often marked as “unspecified corner making line chamfer” or “each edge must be free of burrs”.
III. Purpose of Chamfering
- Improving security
After mechanical processing, materials may form sharp corners and burrs. Touching these areas with your bare hands can cut the skin. Chamfering can remove sharp corners and burrs to increase safety.
- Quality Improvement
If sharp parts or burrs remain, they may cause scratches when the parts come into contact with each other, or the burrs may fall off and cause unexpected problems.
Furthermore, during the cutting and stamping processes, the edges of the part can warp and deform due to plastic deformation.
Therefore, there is a risk of poor fit or damage to parts due to forced assembly. Chamfering can increase the likelihood of preventing these problems.
- Improving assembly performance
Using the chamfered part as a guide, assembly can be carried out without any problems.
When a round bar passes through a hole, if the inner diameter of the hole and the outer diameter of the round bar differ slightly, the bar cannot enter the hole smoothly even with a slight deviation in position or inclination.
After chamfering, insertion can be carried out within the chamfer range.
4. Chamfering processing methods
Chamfering can be done in various ways such as milling, turning, manual work, etc. Here we introduce the chamfer processing method through milling.
Milling is a process that involves pressing a rotating cutter onto a workpiece clamped on a sliding table.
Using a chamfer cutter designed according to the shape of the workpiece, chamfering can be easily achieved.
In the case of C chamfer, chamfering can also be performed by tilting the tool or workpiece and using a general flat milling cutter.
Key points in processing include the following two points.

- Processing under conditions of maximum cutting depth must be taken into account.
- If the cutting amount is large, it is recommended to cut in stages.
For R chamfering, see the following.
Ideally, the amount of cutting in the Ad and Rd directions should be approximately the same.

Different cutting depths should be used for roughing and finishing.
- Grinding: The cutting depth for Rd and Ad should be less than 0.2D (D is the diameter of the cutting edge) at one time. The process must be completed in several steps. Leave a finishing margin of 0.05 mm.
- Finishing: The cutting depth for Rd and Ad should be 0.05mm.


V. Chamfer notes
There are several types of chamfers on the components represented in the designs, including edge chamfer, hole chamfer, shaft end chamfer, and sharp edge and burr removal.
1. Edge Chamfer:
Also known as outer edge chamfer. For example, a cube has 12 outer edges. If the model indicates a chamfer of C0.5, then all 12 edges must be processed to a chamfer of 0.5*45°.
2. Hole Chamfer:
This includes circular holes and irregular holes. If the model indicates a C0.5 hole chamfer, then all holes in the component must be processed to a 0.5*45° chamfer. If only one specific part is required, it must be clearly marked.
3. Shaft end chamfer:
This refers to the chamfer on both ends of a shaft. For stepped shafts, if it needs to be specified in the text, it should be labeled as a shaft shoulder chamfer. Suppose a stepped shaft designer requires all shaft shoulders and both shaft ends to have a chamfer of 0.5 * 45°, this can be written as shaft end and shoulder chamfer C0.5.
Note: If it only says “shaft end chamfer C0.5”, the absence of a shoulder chamfer does not constitute a recoverable defect. If it only says “C0.5 axis shoulder chamfer”, the absence of an end chamfer does not constitute a recoverable defect.
4. Chamfering of disc-shaped parts:
The chamfer of disc-shaped parts cannot be written as shaft end chamfer. It must be drawn and labeled on the diagram.
5. Chamfering threaded holes and screw ends:
It is agreed to chamfer to the depth of the thread, with no need for explanation in the drawing. If there are special circumstances, they must be specifically stated.
6. Deburring:
This is also a way to describe chamfering, used specifically in the process of sheet metal parts. For example, it is not appropriate to talk about chamfering a 1mm thin sheet. It is now stipulated that the chamfering process for sheets with a thickness of less than 3mm, which is used for soft-touch requirements, is called deburring.
7. Used for filleting corners:
The process used to fillet corners needs to be written as R<… (Note: from a process point of view, consider as large a value as possible for R) or to create a clearance hole.
Note: Chamfering a C angle is cheaper than chamfering an R angle (for outside contours).
The following statements are correct:
1. The drawings indicate an unspecified chamfer of C1, but nowhere on the drawings is a chamfer explicitly drawn or depicted, making the mention of an unspecified chamfer meaningless. (This point needs a lot of attention.)
2. Edges of holes and straight edges of square holes on parts are not considered text chamfers.
3. Depending on the actual condition of the parts, the number of chamfers mentioned above sometimes exceeds 12. For example, when a groove is cut into a plate, the two edges of the groove are additional outer chamfers, and the original chamfer is divided into several chamfers chamfers at the bottom of the groove or recess do not count as external chamfers.
4. Chamfers at the bottom of the recess are not considered external chamfers.
5. Chamfer is only used for external chamfering.
6. If the drawings indicate a certain number of chamfers, there is no need to represent the shapes of these beveled outer edges in the drawings. This also applies to chamfers on the edges of holes or shaft ends and shoulder chamfers.
7. Acute or obtuse angles should not be marked on the plan, as the edges are normally right angles (90° should not be called acute angles).
8. Chamfers also include external edges with acute angles.
9. To ensure the clarity of the project, an extra view is often drawn even if no dimensions are marked on it.







