
Over the past decade, due to the significant push for energy conservation and environmental protection, the development of magnesium alloys and their welding technologies has accelerated more than ever.
Advances are constantly emerging in welding methods, materials and equipment, providing unprecedented favorable conditions for progression towards higher quality, more efficient and cost-effective magnesium alloy welding production. This greatly stimulated the industrialization of magnesium alloys.

I. Laser welding of magnesium and aluminum alloys
Dissimilar metals, such as magnesium and aluminum, can be joined by methods such as vacuum diffusion welding, explosive welding, and friction stir welding.
However, the bond strength achieved is not ideal. The main reason for this result is the formation of intermetallic compounds of high hardness and high brittleness within the weld pool during the welding of the two materials.
Silicon carbide (SiC) particles are often combined with magnesium and aluminum alloys in the casting field to form composite materials. This combination refines the microstructure of materials and comprehensively improves their mechanical properties.
SiC is also often used in surface coating processes. Based on the properties of SiC and its application in magnesium and aluminum composite materials, SiC is proposed as an intermediate layer for laser welding of magnesium and aluminum.
The aim is to use SiC particles as an intermediate layer for laser welding of magnesium and aluminum, thus improving the performance of the magnesium-aluminum solder joint.
Comparing direct laser welding of magnesium alloy and aluminum alloy with laser welding incorporating SiC particles, the macroscopic cross-section of the weld seam is illustrated in Figure 3.
Under the same laser power conditions, changes occur in the macroscopic morphology of the welding weld pool. Compared to direct laser welding, the addition of a SiC interlayer reduces the internal stirring capacity of the weld pool and increases the width of the melt at the interface of the magnesium and aluminum sheets.
Shear tests on the welded samples reveal that the inclusion of SiC alters the microstructure of the weld pool, reduces the thickness of the intermetallic compound reaction layer and increases the shear and tensile strength of the weld seam, which can be more than three times greater than that of direct laser welding.
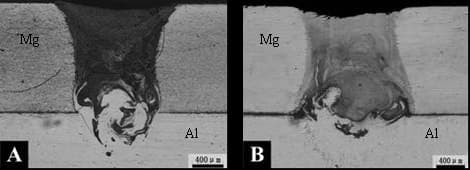
A. Direct laser welding
B. Laser welding with SiC interlayer
II. Plasma arc welding with pulsed current of magnesium alloys
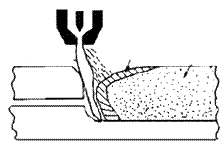
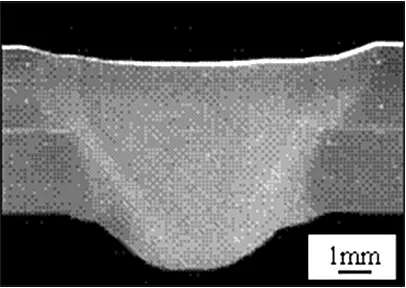
Pulsed current plasma arc welding was used to weld a 5 mm thick magnesium alloy sheet. The process scheme is shown in Figure 6.
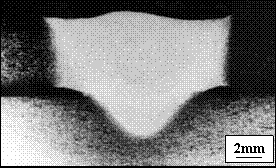
The macroscopic photo of the weld seam is shown in the figure. From the macrostructural image of the weld seam, the magnesium top sheet exhibits the characteristics of pulsed current plasma arc microhole welding – uniform reverse melting, small changes in melt width dimensions on the top and bottom surfaces of the joint, which will be advantageous in reducing stress concentration and improving joint performance.
This method not only improves the welding quality of medium thickness magnesium alloy sheets, but also simplifies the production process and increases productivity, making it suitable for mass production.
III. Activated welding technology
1. Activated Welding of Magnesium Alloys
Activated tungsten inert gas (A-TIG) welding is a method that involves coating the surface of the parent material with an activator before welding. Under the same welding specifications, compared with conventional TIG welding, it can significantly increase the depth of weld penetration.
When welding magnesium alloys, the penetration depth of the AC TIG weld increases significantly after the addition of the developed activator, as shown in the figure.
Mechanical performance tests indicate that the strength of magnesium alloy A-TIG welded joint can reach 90% of the original material, achieving deep penetration and high-quality connection of magnesium alloys.
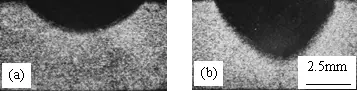
(a) No activator
(b) With activator
2. Magnesium alloy active filler wire welding
The traditional active welding technique applies the activator to the surface of the welding test piece, which has the disadvantage of not being able to weld with filler wire. Therefore, an active filler wire welding method was proposed, in which the activator is applied to the surface of the welding wire, followed by filler wire welding, as shown in Figure 5.
TIG welding with magnesium alloy active wire filler wire overcomes the difficulty of droplet transition during filler wire welding in traditional active welding techniques by allowing a smooth transition of droplets into the molten welding puddle.
At the same time, the activator increases the welding penetration depth, making it an ideal high-efficiency welding method for magnesium alloys. Compared with the standard TIG filler wire welding method, this method can significantly improve the efficiency and penetration depth of magnesium alloy welding.
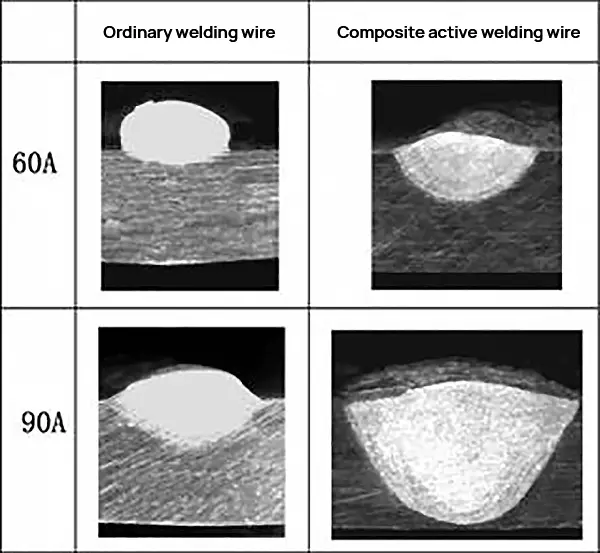
Figure 5 compares the welding penetration depths at currents of 60A and 90A. At 60A, the increase rate of penetration depth (compared with the penetration depth of live wire and normal wire welding) can reach more than 300%.
With a welding current of 90A, the penetration depth achieved with composite active wire welding is the largest, with an increase rate of 243%. For a 5mm thick AZ31 magnesium alloy plate, it can be fully welded in one pass.
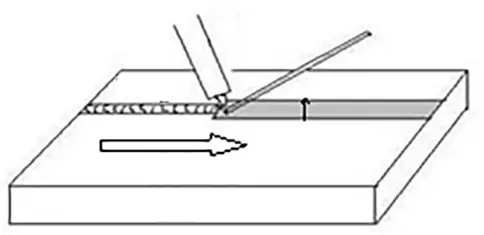
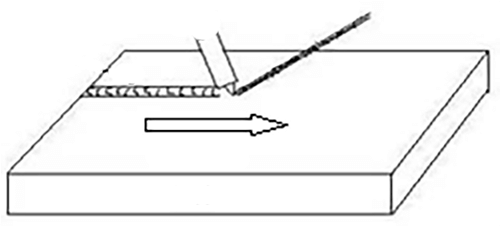
Figure 5 Welding schematic diagram
4. Fusion adhesive welding technology
In response to the urgent demand for technology for joining dissimilar metallic materials, a new “fusion adhesive” (or adhesive welding) joining technique is proposed.
This method organically combines continuous fusion welding technologies such as laser and plasma arc with adhesive technology, achieving an effective unity of mechanical, metallurgical and chemical bonding.
It not only has the advantages of traditional adhesive spot welding, but also realizes the synergistic promotion of continuous fusion welding “line joining” and “adhesive surface joining”. This significantly increases the overall performance of the joint, providing a new direction for future connections of dissimilar materials.
1. Plasma arc adhesive welding of magnesium alloy
The experiments were conducted on similar magnesium alloy plates using plasma arc adhesive welding technology. The characteristics of the plasma arc adhesive welding process were explored and the structure and performance of the weld seam were analyzed. This research provides significant guidance for further study of the characteristics of the plasma arc adhesive welding process.
Adhesive plasma arc welding is a new welding method that combines plasma arc welding and adhesive technology to join workpieces. The plasma arc has a high energy density and arc column temperature, providing concentrated heating to the part and demonstrating a strong penetration capacity.
This method can achieve unique complete penetration in medium thickness plates, and at the same penetration depth, its welding speed is higher than TIG welding, thus improving welding productivity.
Furthermore, the plasma arc transmits less thermal input to the workpiece, and the cross-section of the weld seam is comparatively narrow, with a large depth-to-width ratio, resembling the shape of a “wine bottle”. The heat-affected zone is narrow, resulting in small deformations in the welding.
Adhesive gaskets evenly distribute stress, preventing stress concentration, and maintain a good seal. Adhesive bonding can eliminate the need for mechanical fasteners (such as screws and nuts), and no connection holes are required, thus avoiding reducing the effective cross-sectional area of the material.
This method allows full use of the material's strength, significantly reducing the overall structural weight. Furthermore, the gasket has insulation and corrosion resistance properties.
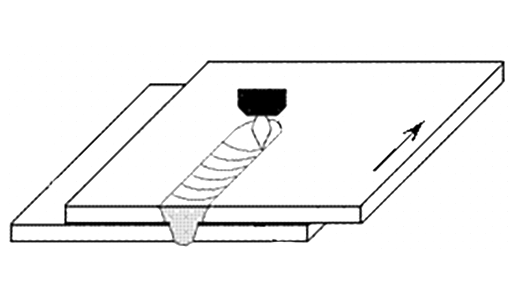
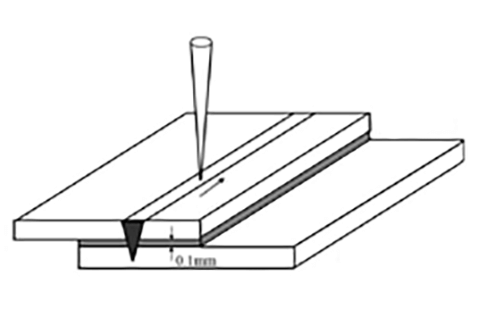
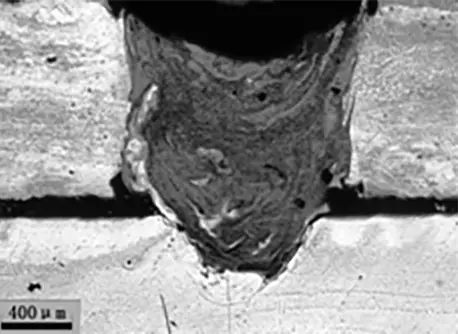
The image below shows a schematic of the plasma arc adhesive welding process. The welded joint employs a lap joint method. The sticker thickness is 0.1mm. Tests were conducted on adhesive plasma arc welding of magnesium alloy under conditions without beveling or forced molding protection on the back.
As shown in Figure 19, the cross section of the weld reveals that the weld pool is wider at the top and narrower at the bottom, resembling a “T” shape. The surface depression is small and the interior of the weld has no obvious defects, such as porosity or cracks.
Analysis of mechanical properties indicates that the failure load of plasma arc adhesive welding joint shows significant improvement compared with plasma arc welding and adhesive joints. Under the same loading conditions, the plasma arc adhesive welding joint demonstrates a reduced tendency for thermal cracking.
2. Laser adhesive welding of magnesium alloy and aluminum alloy
The innovative laser adhesive welding technique has been applied to join metals other than magnesium and aluminum, achieving effective connections between thin sheets of these two metals.
This method significantly changes the distribution and characteristics of intermetallic compounds between magnesium and aluminum, thus increasing the penetration depth of the weld and improving the strength of the welded joints.
During the laser adhesive welding process, the adhesive layer has a great impact on the entire weld pool. It not only changes the flow pattern of the entire molten pool, but also directly affects the heat transfer during the welding process, thus changing the conventional laser welding process.
The schematic diagram of the welding structure is shown in Figure 9, where an adhesive layer with a thickness of 0.1 mm is brushed on the overlapping area. The macroscopic morphology of the welded joint is shown in Figure 10.
Measuring the mechanical properties of magnesium-aluminum dissimilar metal laser adhesive welded joint reveals that its comprehensive mechanical performance reaches more than 90% of the original magnesium alloy, substantially meeting the current demand for the strength of magnesium-aluminum connections.
During the laser adhesive welding process, the addition of the adhesive layer accelerates the heat transfer between the magnesium alloy and the aluminum alloy, increasing the cooling speed of the magnesium alloy while indirectly preheating the aluminum alloy. This preheating increases the absorption rate of the aluminum alloy for the laser to a certain extent.
V. Diffusion welding technology of magnesium alloy and aluminum alloy
At present, the welding methods used for Mg/Al dissimilar metals are mainly fusion welding and solid phase welding, while diffusion welding with addition of intermediate transition metals is an effective method for dissimilar metal connections.
By adjusting the composition of the intermediate layer, control over the joint structure can be achieved, thereby improving joint performance. Currently, there are few reports in the literature on Mg/Al diffusion welding connections with the addition of intermediate transition metals.
Comparative analysis of the Mg/Al joint under inert gas protected diffusion welding conditions, with and without transition metals, reveals the reason why the addition of intermediate transition metals increases the shear strength of the Mg/Al diffusion welded joint. Al. The original materials used in the experiment are 6061 aluminum alloy and AZ31B magnesium alloy.
Mechanical performance analysis indicates that the shear strength of Mg/Al direct diffusion welded joints can reach approximately 40MPa, while with the addition of suitable alloy transition metals, the shear strength of Mg/Al diffusion welded joints Al can reach 100MPa.
The reason lies in the fact that direct diffusion welding of magnesium and aluminum inevitably results in the formation of numerous intermetallic compounds in the joint area.
However, the structure of Mg/Al diffusion welded joints with added alloy transition metals transitions from a network of eutectic forms to an intermediate phase composed of supersaturated magnesium-based solid solution and dispersed Al particles rich in the second phase.
The addition of transition metals effectively prevents direct contact of the magnesium-aluminum matrix, and the resulting dispersed particles significantly increase the strength of the joint.
SAW. Arc Spray Protection Technology for Magnesium Alloy Welded Joints
With its high-quality coating, increased production efficiency, simplicity of operation and energy-saving advantages, arc spraying technology has been a focal point of research since the invention of thermal spraying techniques.
Arc spraying involves using two wires, coated with the desired spray material, as consumable electrodes. The arc generated at the ends of the wires serves as a heat source to melt these wires.
The compressed air then passes through the arc and the molten droplets, causing them to atomize and hit the substrate at a certain speed, thus forming the coating.
By using arc spraying, welded joints can be comprehensively protected, making this method suitable for homogeneous and heterogeneous metal welded joints. This article discusses the characteristics of the magnesium alloy arc spraying process and its post-spraying treatment process, and presents a newly developed magnesium-aluminum quasi-alloy coating. A pure aluminum coating is sprayed on the surface of the magnesium alloy substrate to increase its corrosion resistance.
The coating formation process inevitably results in a certain amount of porosity both on the surface and internally, which can become the source of pitting. In order to further increase the corrosion resistance of the coating, post-treatment sealing of the coating pores is an essential procedure.
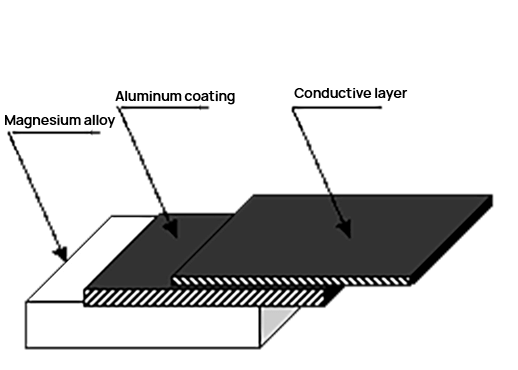
Conductive pore sealing is adopted to meet the demands of specific industries. Metal fillers are added to the organic sealing agent, epoxy resin, to form a mixed conductive coating, completing the conductive pore sealing process for pure aluminum coatings, while investigating the corrosion resistance of organic conductive pore sealing.
The schematic diagram of the conductive pore seal is shown in Figure 11. Figure 12 illustrates the microscopic morphology of the pore coating containing copper powder.
Coating strength tests indicate that adding a certain amount of copper powder to the epoxy resin can make the pore sealing coating conductive, and its conductivity is good. The corrosion resistance of the pore sealing coating is studied using a room temperature immersion test.
Compared to the unsealed coating, the pore-sealed conductive coating has good corrosion resistance.
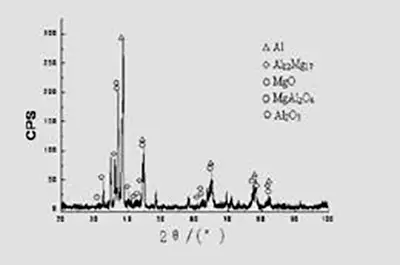
The feasibility of using heterogeneous metal wires for arc spraying is explored. Magnesium and aluminum wires are used as the two spray wires, and intermetallic compound coatings are prepared on the surface of magnesium alloys to increase their corrosion resistance, wear resistance, high temperature resistance and oxidation resistance, thus enabling their application in a wider range. of fields.
High-purity aluminum wire with aluminum content greater than 99.7% and high-purity magnesium wire with magnesium content greater than 99.7% are used as the two poles of the spray wire.
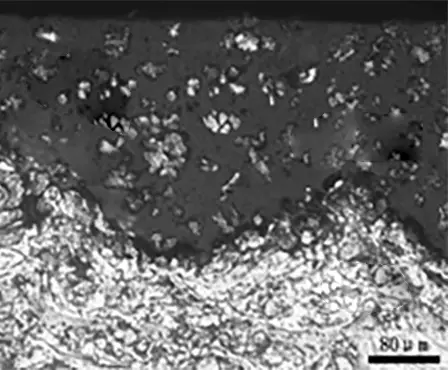
The surface morphology of the coating obtained by arc spraying is shown in Figure 13. The coating obtained is smooth and uniform, with small particles and no incompletely fused metallic particles. Surface porosity is also minimal.
Microhardness measurements of the coating reveal an average microhardness of up to 200HV, while the average hardness of the arc-sprayed pure aluminum coating is only 67 HV.
The hardness of the compound produced by the reaction of magnesium and aluminum is higher than that of pure magnesium and aluminum, and the formation of a large number of intermetallic compounds results in an increase in the hardness of the coating.
After the magnesium diffuses and reacts with the aluminum, residual oxides and MgAl2O4 phase particles dispersed in the matrix also contribute to the hardening effect.
Conclusion
The development and application of magnesium alloy, a new structural material, has presented significant challenges to welding technology, while also expanding its potential for use. There are still many technical difficulties in welding magnesium alloys that await our exploration and resolution.
Overcoming these problems will lay a solid technical foundation for the practical application of magnesium alloys and for the design and manufacture of magnesium alloy components.
The technological advances discussed above will undoubtedly boost the level of welding technology of magnesium alloy products and promote the application of complex magnesium alloy components in industrial production.







