
I. Spot welding and welding method
The working principle of spot welding is based on the thermal effect of current. In spot welding, two parts to be welded are first clamped by the upper and lower electrodes under the action of a welding tong or welding gun cylinder.
Then, a welding current (generally ranging from a few thousand to tens of thousands of amps) melts the metal at the welding point according to Joule's Law, Q=0.24I²Rt. Once the welding temperature has been reached, the current is cut off. Under the pressure of the electrode, the molten metal cools and crystallizes to form a weld nugget.
Spot welding is mainly used for thin plate welding, and the joint styles generally adopt lap joints and flanged joints.
There are many types of spot welding. We mainly use two types in our assembly workshop: double-sided single tip and single-sided double tip.
Double-sided single point
Double-sided single point is the most widely used form of spot welding. Examples include hanging spot welding machines and seat spot welders. Its characteristic is that only one point can be welded at a time.
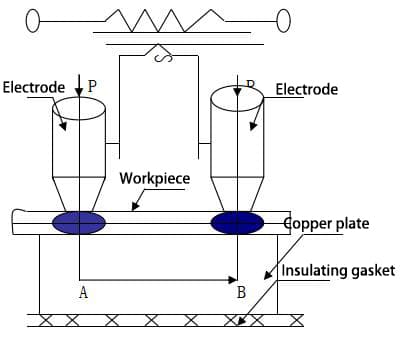
One-sided double stitch
The one-sided double tip is mainly applied to the same surface of the workpiece, with a large piece of copper conductive plate (block) with excellent conductivity on the other side.
The two ends of the secondary wire of the welding transformer are connected to the electrodes, and the workpiece is pressed between the electrode and the copper pad.
Therefore, insulating materials must be used to separate the electrode block from the electrical block holder when assembling multiple electrode blocks of spot welding machines. During maintenance, the original insulating pad must be installed to prevent deviation during welding.
The above relationship can be expressed using an equilibrium equation:
Q = Q effective +Q loss = Q1 + Q2 + Q3 + Q effective
The size of the effective heat depends on the volume, temperature and thermal physical properties of the welding area or metal. When the volume of metal material in the welding area is fixed, it has no relationship with the heating time. However, the heat loss Q loss is related to the duration of the heating time, the longer the time, the greater Q loss .
Effective P is closely related to the volume, temperature and thermal physical properties of the metal in the welding area. The thicker the part, the greater the volume of metal in the welding area and therefore the more heat is required during spot welding.
P loss is also related to the volume of the metal, the thermal physical properties of the metallic material and the temperature of the surrounding medium.
When the size of the welding part is larger, the thermal conductivity of the metal is better, the temperature of the surrounding medium is lower, and the welding time is longer, so Q loss is also more. This means that some colored metals with good thermal conductivity are more difficult to spot weld than low carbon steel.
In addition, Q loss increases with time, therefore, during welding, under the premise that the power of the welding machine is sufficient to ensure welding quality, try to use shorter welding times and higher welding currents.
The relationship between the heating temperature of the welding area and the heating time is that no matter how powerful the welding machine is, as the heating time increases, the temperature at the beginning of the welding area increases rapidly and finally tends at a constant value.
This is because as the heating time prolongs, although the heat released by the electrode is increasing, the heat conducted to the surrounding cold metal, the electrode, and the heat lost to the surrounding medium also increase.
Finally, the heat released by the resistance per unit time and the heat loss are equal, reaching a balanced state, so that the working temperature also reaches a stable value.
Therefore, to obtain high-quality welding spots, you cannot indefinitely use the method of prolonging welding time to reduce thermal efficiency to achieve welding time, the temperature of the area to be welded on the workpiece will never reach the welding temperature .
V. Specification of spot welding parameters and their impact on welding quality:
Spot welding specification involves a range of parameters closely related to welding quality to ensure good welding quality during the spot welding process. The main specifications of process parameters during spot welding include welding current, welding time, electrode pressure and electrode working face diameter.
The specification of spot welding parameters has a very important relationship with the quality of spot welding. Therefore, it is necessary to carefully analyze the relationship between the specification of spot welding parameters and the quality of spot welding.
1. Welding current and welding time:
During spot welding, the heat generated by the resistance in the welding area is:
Q=0.24I_weld²•R•t weld (cal)
Where:
- R— The sum of the part resistance R piece and contact resistance R touch in ohms.
- EU welding — Welding current, in amps.
- t weld — Welding time, in seconds.
During spot welding, if the electrode pressure P pole , the diameter of the contact surface between the electrode and the workpiece, the workpiece material, the thickness and the surface quality remain unchanged, then the resistance R remains basically unchanged. The heat generated by the resistance in the above equation is related to the current I welding and time t welding . As the welding current and welding time increase, more and more heat is generated at the welding site, especially the effect of the current is greater.
During spot welding, the size of the welding core formed is related to the heat released by the resistance, therefore welding and T welding directly affect the resistance of the spot during spot welding. The curve shown in the graph represents the thickness

When low carbon steel sheets in millimeters are spot welded, there is a relationship between the tensile strength of the weld spot (PB) and the welding time







