CNC turret punch has gained wide use in the sheet metal processing industry due to its high speed, precision and mold versatility. It is ideal for small batch production and processing of multiple varieties. However, high precision and quality demands are imposed on molds.
During NC turret punch processing, the material dragging phenomenon of turret punch mold may occur due to mold maintenance or other reasons. This is usually caused by the upper die punch failing to separate from the plate in a timely or complete manner.
The consequences of dragging material from the turret punch in processing are damaging or breaking the upper punch, damaging the turret punch clamp and the plate being produced, and damaging the protective cover of the turret punch due to deformation and curling of the plate .
When the NC punch die continues to cut close to the pad slag, the discharge guide sleeve may hit the pad slag on the surface of the sheet metal, resulting in the rejection of parts due to unqualified size and surface quality. Damping slag falls onto the lower rotary table, posing a hidden danger to the feed and potentially scratching or damaging the plate.
In some cases, the continuous generation of damping slag may cause the overlap of damping slag to exceed the mold strength limit, causing damage to the mold. When there are many single parts or small production quantities, the scrap rate due to damping slag increases significantly. If half of the damping slag impacts the lower die opening, it may cause material belting.
Causes of material entrainment in the turret punch die
- Prolonged use of the mold may result in damage, wear, or fracture of the mold spring.
- The discharge force of the stamping plate is greater than the spring force.
- During stamping, the cutting edge of the upper die is too deep.
- There is excessive resistance and lack of lubrication when the sleeve and die core are moved up and down.
- The clearance of the stamping die is incorrect, causing the waste after stamping to bounce back.
- The feed speed is too fast, making the spring less responsive.
- The top and bottom edges of the die are passivated, which causes the thrust force to be greater than the return force.
- After grinding, the upper die may have magnetism or some plates may have weak magnetism, which causes the upper die to attract debris during operation.
The method to solve the problem of turret punch die dragging material
- Conduct regular spring inspections. If damage or breakage is detected, replace the spring.
- Adjust the die stamping height so that when the punch is closed, it pierces the plate to a depth of 1 to 2 mm.
- Regularly lubricate the mold sleeve and core.
- Check the clearance between the upper and lower molds, sharpen the cutting edge of the upper and lower molds as necessary, and perform regular cleaning of the molds.
- Keep the die sharp by sharpening it in a timely manner, avoid making the die opening too blunt, and demagnetize the die after sharpening it.
Causes of steel plate being torn off in the stamping process
When the steel plate is removed, it indicates that the clamping force of the clamp is insufficient, causing the steel plate to move in the clamp. There are several reasons for this problem, including:
(1) The upper matrix does not separate from the sheet material in time, resulting in material accumulation.
(2) Insufficient power module, causing the steel plate not to be washed and causing pulling.
(3) Incomplete reset of the drawing die return when in use, causing the steel plate to remain in the die.
(4) Irregular or bumpy steel plate.
(5) Scrap ricocheting and clogging the steel plate.
(6) Blunt upper die or lower die mouth.
(7) Problems with the clamp lower gear plate.
Waste recovery and material hauling
Waste recovery is a phenomenon that occurs in the stamping process when the upper die carries the molding material out of the mouth of the lower die after punching.
Material build-up refers to the upper core of the mold not being able to disengage in a timely manner.
Treatment methods include:
(1) Increase the strength of the upper die return spring or replace it if necessary.
(2) Adjust the die gap to match the stamped steel plate.
(3) Increase the power module, with a normal power module of about 1mm.
(4) Ensure that the drawing die is in good working condition when using it.
(5) Level the steel plate to avoid collision.
(6) Add a polyurethane return spring to the upper die to reduce the risk of debris rebound.
(7) Sharpen the upper and lower dies by grinding.
(8) Replacing the lower clamp gear plate and tightening the screws. If the clamp is ineffective or loose, it must be repaired immediately to avoid affecting the machining accuracy.
Fixing the steel plate with the clamp is crucial to obtain the machining accuracy of the X axis and Y axis. If the clamp is loose, it will inevitably affect the machining accuracy.
Reasons for material status
(1) The surface condition of the material.
(2) The direction of the impact-friendly material adhesion layer.
Reasons for programming
(1) Mold selection.
(2) Punching sequence and direction.
(3) Determination of impact size.
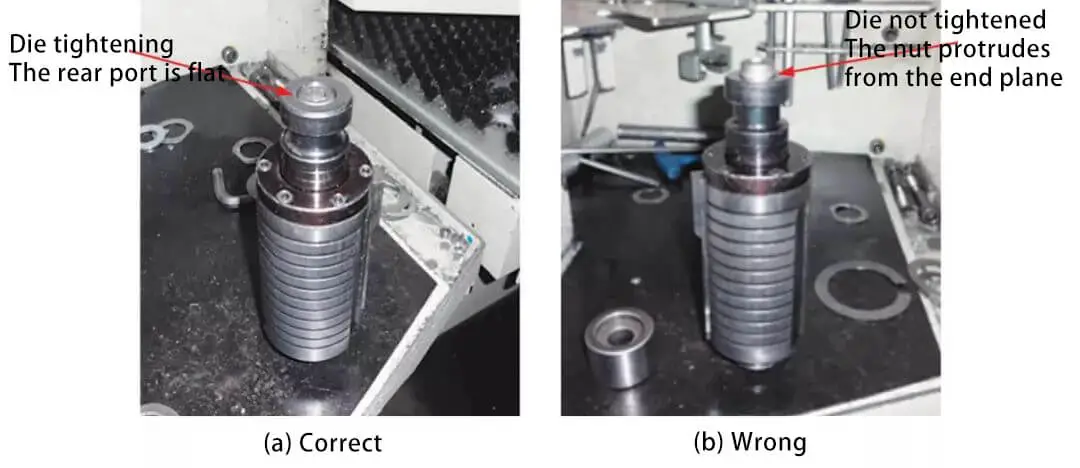
Fig. 1 mold installation
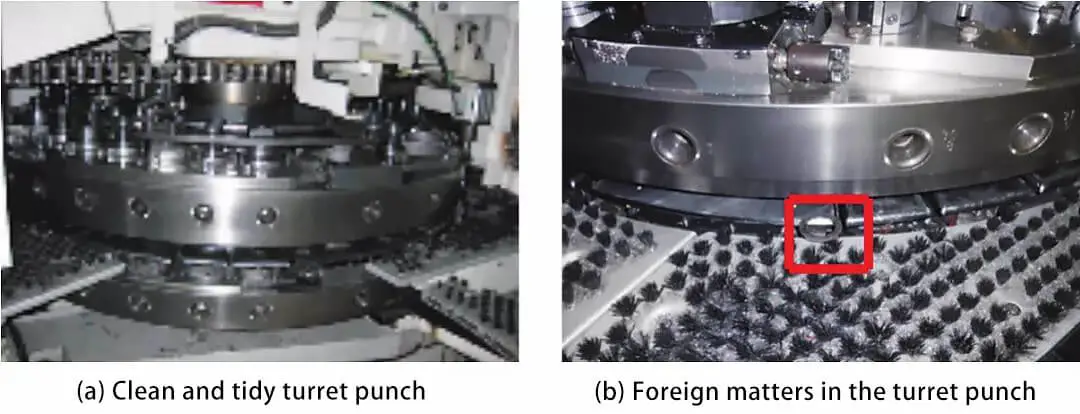
Fig 2 rotary table punch inspection

Fig.3 mold installation
Analysis of common mold problems
The mold must be installed securely and the angle between the upper and lower molds must be correct to ensure proper function (see Figure 1).
Regularly inspect the tower for iron filings or debris.
If iron filings or debris are found in the turret, they can easily fall into the turret and cause blockages, potentially damaging the machine tool (see Figure 2).
When installing the die (see Figure 3), the operator must ensure that the keyway is vertical and must not use a blunt tool to force it into place as this may cause the die to jam and damage the machine. -tool.
The mold must be tightened securely and the upper and lower molds must be properly aligned to maintain proper positioning and ensure the mold functions effectively.
Waste in the station, especially in the indexing station, must be cleaned.
Mold damage
Mold damage can take the form of lower mold damage or paired upper mold damage (as shown in Figures 4 and 5).
The source of the damage may be improper placement of the mold during insertion.
Furthermore, the rotation of the turret may cause interference and collision with the punch, resulting in damage to the die.
Excessive adjustment of the punch height, due to excessive grinding of the upper and lower dies, can also contribute to mold damage. To avoid losing the upper and lower molds, it is important to ensure the correct positioning of the corresponding primary key.
Fig 4 damage to the lower formwork
Fig 5 damaged upper mold
Causes and countermeasures of matrix fracture
The causes and countermeasures of matrix fracture are shown in Table 1.
Table 1 Causes and Countermeasures for Matrix Fracture
|
Fracture condition |
|
|
|
|
Observation position |
Upper end of the punch core |
Punch appearance |
Upper part of the lower matrix |
|
Analyze the reason |
The core of the punch is hit directly |
Move away from the center of the punch |
Fracture after crossing. Clear cross marks remain on the die. Note: at the time of cross punching, the cutting edge does not necessarily break immediately. Due to the fracture inside the metal, it breaks during the subsequent puncture. |
|
Counter-measure |
Drill the core to avoid being hit directly |
Avoid striking away from the center of the punch core |
Alignment of the upper and lower dies |
Standard height of punch and bottom die
When the lower die of the punch core has been excessively ground, insufficient cutting of the upper die into the lower die (as shown in Fig. 6) may result in residual material floating. This fluctuation is due, in part, to magnetism.
Floating residues can cause matrix fractures and abnormal wear, in which case it is necessary to use gaskets to compensate.
If processing continues away from the center of the die, it may cause stress to build up on one side of the die, contributing to die fractures.
Fig. 6 Insufficient cut in quantity from upper die to lower die
Abnormal wear and one-sided die wear
When examining the top of the lower die, it is common to see step marks in both the horizontal and vertical directions.
In this case, the die only shows abnormal wear on its long side, and the wear on the upper and lower dies is uniform.
The side floor is the source of interference between the upper and lower dies, and the floor trace is illustrated in Fig.
As a general rule, traces of steps can be observed in both the horizontal and vertical directions.
Fig. 7 drill marks
Transverse Step Punching Test: Observe the Residual Material (as shown in Figure 8).
The residual material is narrower than the width of the die, and the direction of the burr is not exactly the same on each side, indicating that it was caused by transverse step punching.
Fig. 8 waste
Fig. 9 material adhesion
Fig. 10 Plate drag caused by adhesion
Examine the cross-section condition of the waste material before, after, left and right.
If the shear surface is not consistent, this will be the cause of uneven wear.
Material adhesion, plate dragging
See Figures 9 and 10 for material and strip board adhesion information.
Examine the waste and finished product cutting sections.
Adhesion is likely to occur when the cutting section (the shiny belt) is too large.
Adhesion is a common problem when using molds.
The root cause of abnormal adhesion can be attributed to factors such as material, gap, processing procedure and frequency of use, among others.
These factors have a significant impact and must be considered in the analysis.
In the case of the strip plate, the reason may be lower spring tension, insufficient spring force, or inadequate lubrication.
Therefore, it is important to consider the same materials, products, processing procedures and whether the gap could be causing the problem before it arises.







