
Abstract:
Blow molding concepts are a process used to produce hollow objects from thermoplastics. The basic blow molding process has two fundamental phases. First, a parson (or piece) of hot plastic resin is created in a somewhat tubular shape. Second, compressed air is used to expand the hot part and press it against the mold cavities. Pressure is maintained until the plastic cools. The blow molding process is used for thin wall sections. In this thesis, the blow mold design must be made for a bottle with a thickness of 0.5 mm. This thickness cannot be filled in pressure injection molding. Therefore, blow molding is considered for pet bottle design. The mold is prepared by first modeling the part, extracting the core and cavity and generating the CNC program. Blow mold tool design is done in Pro/Engineer according to HASCO standards. A prototype of the pet bottle using blow mold is also included.
Introduction
Bottle
A bottle is a rigid container with a neck narrower than the body and a “mouth”. Bottles are generally made of glass, clay, plastic, aluminum or other impermeable materials and typically used to store liquids such as water, milk, soft drinks, paints, chemicals and etc. A device applied in the bottling line to seal the mouth of a bottle is called an outer cap. The bottle developed over millennia of use, with some of the earliest examples appearing in China, Phenicia, Rome and Crete. Bottles are often recycled according to the material's SPI recycling code. Some regions have a deposit required by law that is refunded after the bottle is returned to the retailer.
Plastic bottle
Plastic bottles range from very small sample bottles to large carboys. Plastic is deformation driven in the stretch blow molding manufacturing process.
Hollow Plastic Molds and Molding Type
Injection molding
When it comes to injection molding, the molten plastic will be forced into special mold cavities. When they cool, the mold is removed. In plastic injection molding, heated plastic is fed into the mold, which forms into the part as it cools.
blow molding
This process is practically comparable to injection molding, but the only difference is that in this case, the heated liquid plastic is poured vertically from the barrel-shaped container into the molten tubes, the vacuum part is created. Most bottles, tubes or containers are formed with this type of molding. The hot plastic resin is combined with a pressurized gas to fill and press the mold cavity, forming a hollow part.
Compression Molding
This process also addresses plastic mold processes, but involves pressing pieces of solid plastic between highly hot mold halves. Therefore, the parts created later were air-cooled. This molding process can also result in “flash lines” of extra plastic, as with normal injection molding.
Film Insert Molding
This molding technique literally embeds images beneath the exterior of the molded parts. At this point, film or fabric-like materials will be inserted into the mold. Then the plastic will be injected.
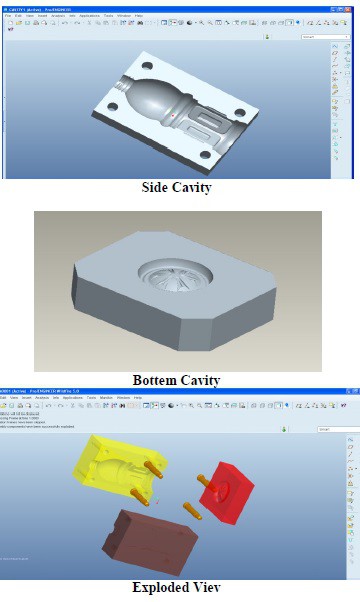
Blow Mold Extraction
This process is cheaper and faster than permanent or sand mold casting. Most automobile parts such as fuel pump, carburetor bodies, horn heater, wipers, brackets, flywheels, hubs, and crankcases are made using this process.
Essential: The core, which is the male portion of the mold, forms the internal shape of the molding.
Cavity: The cavity, which is the female portion of the mold, gives the molding its external shape. core and cavity extraction in Pro/Engineer
- File – new-fabrication-core and cavity-OK
- Import the reference model and assemble using the Standard option
Select the parting surface option and create a parting surface
Select the mold volume option in the menu manager – select completed – select the parting surface option – select the split option and then separate the volume into two halves.
 blow and punch molding dies
blow and punch molding dies Manufacturing process
By designing the air PET BOTTLE mold tool, with the parameters now we can manufacture the air PET BOTTLE according to the dimensions. The flowchart of the air PET BOTTLE manufacturing process is presented below.
Feedstock
Hot die steels are the most commonly used materials in mold tooling. They have excellent toughness, ductility and hardening ability. Used for very large dies, especially with thicknesses greater than 200 mm. Also used for hot and warm forging and in extrusion tools such as complex dies and also dummy blocks, casings, etc.
Conclusion
In my project I modeled a pet bottle in CATIAV5. The manufacturing process for pet bottles is stretch and blow molding. I designed the total matrix for the PET bottle under the guidance of an expert. I also prepared a prototype for bottle and free format. To validate the bottle's resistance, a structural analysis is carried out on two PET bottle models, applying pressure to the bottle when ingesting the soft drink. For both models the analyzed voltage values are lower than the permitted value. I conclude that this PET bottle design resists pressure when the soft drink is placed in the bottle. Pressure values are taken from Coco – Cola Company standards. I completed the blow molding die according to standards. The design is ready for production.







