
Polishing process
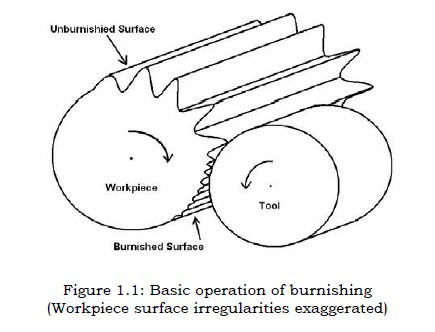
Polishing is a surface modification process that produces a very smooth surface finish by planetary rotation of a tool over a drilled or turned surface. The tool may consist of one or more balls or rollers. This process does not involve removing material from the parts. All machined or processed metal surfaces consist of a series of peaks and valleys that constitute surface irregularities. The force applied by the polishing tool forces material from the peaks to flow into the valleys. This reduces the height of peaks and the depth of valleys, thus reducing surface roughness. This is shown in the figure
Also read: What is the honing process used for supersurface finishing
Polishing is a superfinishing process that aims to obtain a very fine surface finish with a grain-free appearance on metal objects. This process is used on various flat, cylindrical or conical surfaces. Removes scratches and tool marks on the surface.
Definition of polishing: – Polishing operation is the process of obtaining a smooth and shiny surface by contact and friction of the surface against the walls of hard tools. It is a completion and strengthening of the process. Polishing is basically a cold surface plastic deformation process.
 basics of polishing operation
basics of polishing operationPrinciple of polishing operation
Honing is a versatile process that improves the surface finish and dimensions of turned parts without the use of extensive tooling. A conventional lathe, on which the parts were turned, can be used for polishing, thus eliminating the time and effort of reassembling the part. The tool used for polishing consists of one or more spheres or rollers, enclosed in a casing. This tool can be mounted on the lathe tool holder. When the tool comes into contact with the rotating part, the friction force rotates the tool's balls or rollers, in a planetary movement.
The polishing process is considered a cold working process because the surface of the part is subject to severe stresses due to the planetary movement between the tool and the part and the pressure applied by the tool. When this stress exceeds the yield strength of the material, it results in plastic flow of the material from the peaks of surface irregularities to the valleys, thus reducing surface roughness. This also induces thermally stable and long-lasting compressive residual stresses.
Types of polishing process
The polishing process can typically be classified into two categories as follows:
1) Based on the deformation element
a) Ball polishing
I. Flexible
ii. Hard
b) Roll polishing
2) Based on tool movement, surface
a) Normal or common
b) Impact
c) Vibratory
3. Tool-based classification:
The honing process can be broadly classified into two types based on the tool geometry. They are
1. Ball Polishing
2. Roller polishing
Ball Polishing:
In this type of polishing, the tool consists of one or more spherical balls, supported on the rod by the hydraulic pressure of the fluid or spring and the reactive force of the part. The ball polishing scheme is shown in the figure. Fluid is constantly circulated, via a hydraulic pump, through the recesses around the ball to keep it in contact with the workpiece. When the tool is fed along with the workpiece, the ball is pressed against the workpiece, resulting in the polishing operation. The polishing force can be controlled by varying the hydraulic pressure of the fluid. In some ball polishing tools, the hydraulic fluid will be replaced by a spring to control the positioning of the ball and the force applied to the workpiece.
 ball polishing process
ball polishing processRoller polishing:
Roller polishing, as the name suggests, uses a tool with single or multiple rollers. For multi-roller tools, the rollers are present around the circumference of a support rod. The figure shows the schematic of a polishing operation with a single-roll polishing tool. The rod will be connected to the machine, which can be a drill or milling machine or even a lathe. When the tool comes into contact with the workpiece, the rollers around the shank also rotate, resulting in polishing of the workpiece.
 roller polishing process
roller polishing processAdvantages and disadvantages of polishing:
Each manufacturing process has its own merits and demerits, which control its applicability in industries. Honing also has merits and demerits, which are discussed in this section.
Advantages of the polishing process:
1. Exact Size:
Parts can be produced by polishing with high dimensional control. Therefore, very close tolerances can be achieved
2. Superfine surface finish:
Finishing very smooth surfaces, up to 0.05 μm Ra is possible with polishing. The surface finish obtained is comparable to any other conventional surface finishing operation, such as grinding, hammering, etc.
3. Improves physical properties:
Honing produces a hard surface that is resistant to wear and corrosion because of cold rolling. It also induces compressive stresses that increase the fatigue life of components that are subjected to cyclic loads.
4. More economical:
Polishing eliminates grinding and honing, which are expensive and time-consuming processes. Polishing can be done on any standard lathe or drill press, which eliminates the initial investment. Skilled labor is not required for this process. Any worker with experience operating a lathe or drill press can work on the polishing process.
5. Saves time:
The part loaded into a lathe, milling machine or drill press does not need to be reassembled for polishing. The previous tool can be replaced with a polishing tool and the process can be done in the same assembly. This reduces cycle time, which increases yield.
6. Adjustable Settings:
Most commercially available honing tools have adjustable settings, which increases their scope of work. This reduces the cost when any change occurs in the component design.
7. Replaceable Wear Parts:
Wearing parts such as rollers, balls, guide rollers, etc. They can be easily replaced, which helps extend tool life with lower maintenance costs.
8. A wide variety of workpiece geometries such as flat, conical, cylindrical and free-form surfaces can be processed by polishing.
Disadvantages of the polishing process:
1. The initial cost of the polishing tool is high.
2. Polishing cannot be applied to miniature parts.
3. Components with thinner walls, which do not have sufficient strength, cannot be honed, as the forces applied during honing are generally high.
4. Polishing complex shapes and contours requires dedicated tools and highly skilled workers. If the design or contour shapes change, a new set of tools must be designed and manufactured. This increases cost and time.
Polishing Application:
- Hydraulic system components,
- stamps,
- valves,
- Spindles,
- Fillets on the shaft.
- Home appliances
- Motor and pump industry
 Types of polishing
Types of polishingFlat, cylindrical or conical surfaces (internal and external) are honed with hardened steel or cemented carbide rollers or with steel balls mounted on a support, fig. Fillets and grooves are honed by rounded rollers on a radius, Fig. Hole honing is carried out with multi-roll tools on column drills, turret lathes, horizontal drills, unitized machines and automatic lathes.
Difference between polishing and broaching.
Mr. No. Broaching Polishing 1.Broaching is a finishing process of removing material using a multipoint broaching tool. It is a superfinishing process, in which a smooth mirror/enamel surface is produced, using a ball or roller type tool.2.It is a machining process is a friction process without metal removal3. Tools have small, multiple teeth. Smooth rollers/balls act as tool4. Pulling or pushing force is required to remove material. covers, cylinder blocks, connecting rods, etc. The polishing components are: cams and followers, matte engine parts, aesthetic components, etc.







