

During manufacturing, materials must go through a series of cutting processes that alter them until the final product is created. Some parts may require holes in the material. A typical technique for making these holes in the material is drill machining.
Other processes, such as drilling, can also create holes in a part. CNC drilling is most suitable for drilling large diameter holes with high dimensional accuracy.
In this article, we discuss hole machining in detail and make comparisons with similar industrial cutting processes.
What sucks about manufacturing?
Drilling is a subtractive manufacturing technique used to enlarge a pre-drilled or cast hole while improving its dimensional accuracy. This process uses a single-edge cutting tool to remove pieces of material from the interior of a workpiece.
Depending on the size and specifications of the hole required, drilling is the ideal method for producing holes with varying degrees of accuracy, diameters and positional constraints. In fact, its greater precision makes it more suitable than drilling for making large holes.

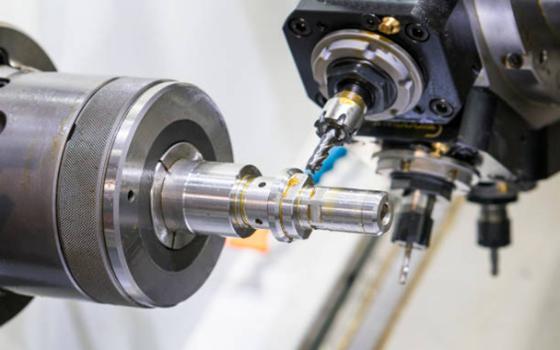
Machines such as lathes, coordinated drills, boring machines, etc. are used in CNC drilling. These devices come in different forms, for example, there are vertical and horizontal drills.
There are different drilling tools and machines suitable for different applications. However, all drilling tools perform three basic operations, namely:
- Expanding holes for precise, precise size and finish.
- Straighten pre-drilled or tapped holes and correct casting defects.
- Drill concentric holes with outer diameter.
How does drilling work?
When drilling, the machine head is carefully inserted into the already drilled or cast hole. The device then begins to expand the hole by slowly scraping parts of the inner wall. Drilling tools are similar to those used on lathes and milling machines.
Each drill contains the following parts.
● Chuck: The clamp that holds the material firmly in place while drilling.
●Workpiece: The material in which you want to drill a hole.
●Drill tool: The cutting tool that removes (scrapes) parts of the holes, creating a larger and more precise hole.
Why and when is it necessary to drill a hole?
We have already mentioned that drilling, milling and some other manufacturing processes can be suitable for drilling holes in a part. However, when high precision and tight tolerances are required to produce large holes, boring is the best machining technique.

Industrial applications of CNC drilling include drilling holes in screws, manufacturing engine cylinders, and more.
Additionally, manufacturing companies use drill machining to drill holes in bearings, bolts, and other materials that require hollow components.
Types of drills
Without further ado, let's discuss common types of exercises.
1. Horizontal drills
These machines are the most common and widely used drills. They are common in many workshops specializing in repairs and small series production.
The holes are enlarged by inserting the single flute cutters horizontally into the existing hole of the workpiece. In addition to drilling, these devices are also suitable for milling, drilling and reaming operations.
2. Bench drill
These machines are typical types of horizontal drills. As the name suggests, they are placed on the table where they are used for various drilling operations.
These machines make holes using a spindle parallel to the work table. In addition to drilling, the machines are used as general manufacturing machines, particularly in smaller companies.
3. Vertical drilling machine
This machine uses a rotating cutting piece connected to a horizontal table. However, because the drill moves up and down, it is also called a “vertical drill.”
The device is suitable for expanding existing holes in cylindrical or conical shape, depending on the part requirements. The holes are generally concentric to the axis of the rotary cutters.
4. Precision Drilling Machine
Like all drill presses, these machines use a single-edge cutting tool to make holes in a workpiece. Thus, the holes expand as the material moves parallel to the rotating cutters.
Therefore, precision drills are ideal for drilling large internal holes in a part with tight tolerances and extreme accuracy requirements. They can not only expand holes but also straighten original holes and correct any previous defects while maintaining high dimensional accuracy.
What is the challenge in the drilling process?
Drilling is indeed an ideal process for making precise holes in a material. However, as with most manufacturing techniques, machinists may encounter some challenges inherent to this process. Let's take a quick look at some of them.

1. Tool wear or damage
During the cutting process, the drill parts suffer friction, resulting in wear and damage to the tool. As a result, machine functionality can be compromised – accuracy specifications begin to deteriorate.
Additionally, products may require additional surface treatments and post-processing operations.
2. Editing errors
During drilling, machining errors are associated with dimensional changes, including the shape, location of the holes and the surface finish of the product. These errors can have the following causes:
● Inadequate drilling process parameters.
● High rigidity or plasticity of the part.
● Length/diameter ratio of the cutting bar too large.
● Inadequate allocation of allowance adjustment.
● Use blades or cutters unsuitable for the material of the piece.
3. Surface Finish
Perforated parts may have poor surface finishes, such as cut lines or flaking. Feed speed plays a crucial role in the surface quality of drilled parts. Typically, manufacturers start drilling with a feed rate of between 0.1 and 0.2 mm per revolution.

4. Measurement errors
This presents a significant challenge for most manufacturing processes. Using incorrect measuring tools or entering incorrect dimensions can damage the final product of the drilling process.
Important Tips for Drilling
Every machining process requires extreme dimensional precision, including drilling. Therefore, it is necessary to optimize all aspects of the machining process. Below are guidelines for drilling a hole in a part to get the best result with this machining technique.
1. Machine Setup Tips
● Be sure to regularly check drilling machines for tool wear and replace defective cutters to ensure process accuracy and drilling quality.
● Before machining, check that the workpiece holders and clamps that hold the workpiece material are reliable and well anchored to avoid deviations during the drilling process.

● Make sure that the machining process is carried out at the appropriate temperature and with sufficient lubrication to reduce friction and facilitate cutting operations.
● Spindle confirmation and correction through repeated positioning and dynamic balance accuracy are ideal for CNC machining specifications.
● During the drill test phase, check the dynamic gravity balance value of the drill rod and make necessary adjustments to limit vibration and centrifugal cutting.
2. Accurate measurement tolerances
● Using a caliper, measure the diameter of the drilled or cast hole and calculate the reserved machining tolerance.
● Assign drilling tolerance based on finish requirements – coarse, medium and fine finish. In most industries, the following values apply: 0.5 mm for rough finish, 0.15 mm for medium finish, etc.
● For difficult-to-machine materials and parts with high precision requirements, ensure that the drilling tolerance is not less than 0.05mm
3. Drilling Tool Tips
After setting up the boring bar, make sure the tip of the drill is in position. You must ensure that the top plane of the tool's cutting edge is in the same horizontal plane as the feed direction of the drilling tool's cutting head.
4. Drill Test Tips
When drilling a hole, leave a tolerance of between 0.3 and 0.5 mm on your drilling tool. You can also change the tolerance of a rough hole to no less than 0.5 mm so that the final product meets tolerance specifications after drilling.
Comparison of drilling with other machining methods
Several other machining processes share some similarities with drilling. Here we examine the similarities and differences between drilling and similar machining techniques.
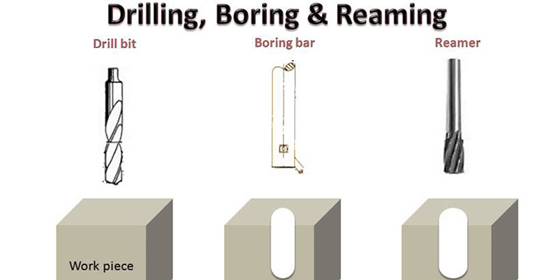
1. Drilling vs. drilling drilling
Drilling and deburring are standard subtractive manufacturing processes – they both involve removing portions of a material to create holes. However, there are clear differences between the two methods. Here are some of the differences between them.
● Drilling involves making holes in a workpiece, while drilling involves enlarging an existing hole. Therefore, drilling occurs before drilling during production.
● Unlike drilling, the final product of the fine drilling process has a fine surface finish with the highest accuracy and dimensional precision.
● Drilling mainly consists of expanding the hole. Drilling increases the length of holes in a material.
● In general, holes are often narrow and chip removal is sometimes difficult, requiring continuous drilling. When drilling, the holes are wide enough to facilitate chip removal.
2. Drilling vs. drilling turning
Like drilling and boring, turning is a subtractive process. Drilling uses a single pointed-head cutting tool to expand an existing hole in a workpiece, while turning uses a static, non-rotating cutting tool to remove pieces of material from the exterior.
The main difference between the two processes is that turning removes material from the outer surface while drilling removes the inner parts of the part. Manufacturers often perform turning operations using a machine called a lathe, which is also a standard tool in drilling. However, drilling uses other conventional equipment similar to a milling machine.
3. Drilling vs. drilling enlargement
Both are cutting processes that remove internal components from a part. However, while drilling uses a tool with a single pointed head, reaming uses rotating cutting tools to shave off pieces of material. Another similarity is that both processes work on an already drilled or cast hole.
Therefore, the main difference between them is in the application process. While drilling essentially aims to expand an existing hole, reaming aims to create a thinner, smoother inner wall for the workpiece. Therefore, friction only removes small parts of the material as it only aims to create smooth walls.
Concluding
This article provides a detailed overview of hole machining. It is a quick and reliable method for enlarging cast or pre-drilled holes in a workpiece. And as it is a CNC process – that is, controlled by a computer – you can count on high precision and accuracy.
It is important to note that, like other CNC machining processes, there are some challenges in hole machining. We therefore recommend that you consult the service and work with experts.
WayKens CNC Drilling Services
Additionally, our quality control and assurance team rigorously inspects all products to ensure they meet our high standards.
If you need a quote for your next project, simply upload your design file. You will immediately receive a price quote for your parts. We also offer free DFM analysis to ensure the manufacturability of your component.
Common questions
What is the purpose of drilling?
The main purpose of drilling is to expand the hole in a workpiece. In this process, the original hole cannot be created, but enlarged with high precision. It is the preferred manufacturing technique for drilling holes of specific diameters in a part.
Where is drilling used?
Hole machining is a widely used manufacturing technique in most manufacturing industries. It is the preferred technique for drilling holes in certain materials, such as the cylinder of an engine or the barrel of a gun.
Drilling technology is also used in construction. For example, a boring bar is a standard tool used in metalworking and woodworking.
What are examples of drilling tools?
We have already established that drilling is essentially the act of enlarging an existing hole – that is, making holes in a material. A group of tools are used in the editing process, including the following.
- Drill Rods
- drill heads
- Initial exercises







