
Surface hardening or case hardening:
The process by which the surface of an object or part can be hardened and leave the interior as is is called the surface hardening process or case hardening. In many engineering applications, the steel used is required to have a hard surface so that it can resist wear. At the same time, it must have a soft and resistant interior so that the steel is able to absorb any shocks, impacts, etc. This is only possible when the surface is hard while the rest or interior of the metal remains soft and ductile. This type of treatment is called surface hardening or surface hardening and is applied to gears, ball bearings, railway wheels, etc.
See also: Introduction to heat treatment and objectives of heat treatments
Carburizing process:
The process of inducing additional carbon into low carbon steels in order to give them a hard surface is known as carburizing. The surface is only hardened to a certain depth using any of the items below:
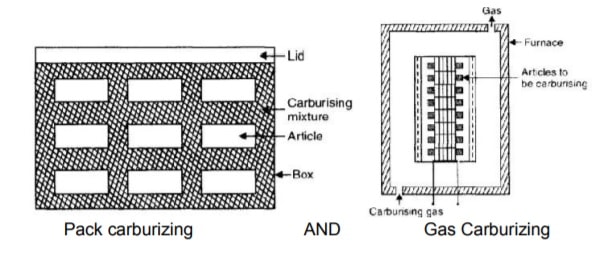 pack carburizing and gas carburizing
pack carburizing and gas carburizingi) Block or solid cementation:
The article to be carburized is placed in a carburizing box and surrounded by solid carbonaceous materials – usually a mixture of charcoal, leather, horn and barium carbonate as a catalyst. The boxes are sealed with clay to exclude air and are placed in an oven or furnace where they are heated to a temperature between 900-950°C for several days, depending on the extent of the carburizing action desired. In this way, the carbon from the carburizing compound penetrates or diffuses into the surface of the hot steel. After carburizing, the steel is reheated to a temperature just above its critical point, followed by quenching in water, brine or oil. This tightens the skin and at the same time refines the core. This steel also receives a second heat treatment at a lower temperature range, i.e. 750-770°C, in order to improve the ductility and impact resistance of the core and casing.
ii) Liquid Carburizing:
The articles to be carburized are heated in a vessel filled with a molten salt, such as sodium carbonate. If only selected parts of the components are
carbureted, then the remaining portions are covered by copper plating.
Benefits:
(a) Little deformation of the article.
(b) Time saving process.
(c) Greatest possible depth of penetration.
(d) Selective carburizing is possible if necessary.
(e) Ease of carburizing a wider range of products
(f) Uniform heating
(g) The parts leave the bath with a clean and shiny finish. There is no scaling like in package hardening.
iii) Gas Carburetion:
In gas carburizing, the article is heated and surrounded by a hydrocarbon gas (such as methane, ethane, carbon monoxide, etc.) in the furnace.







