
The main features of anti-theft door embossed forming are: large forming pressure and small table top.
Currently, the main equipment for forming this part is the four-column hydraulic press or split-frame hydraulic press with conventional structure.
These devices mainly have the following problems in the enrollment process:
(1) The accuracy of the four-column hydraulic press is low.
After prolonged use, the accuracy of the equipment will deteriorate and cannot be adjusted and restored. For complex patterns with high precision requirements, they cannot meet the forming requirements;
(2) The split structure hydraulic press has high precision and precision retention, but for the working conditions with large rated pressure and small table top, the oil cylinder with conventional structure cannot be arranged on the effective table top, Therefore, the table top of the hydraulic press needs to be added, resulting in little stress on the sliding block and complex structure and high cost of the equipment system.
The anti-theft door stamping forming hydraulic press introduced in this post is a new hydraulic press structure specially designed for the working conditions of large tonnage and small table.
It can effectively solve the shortcomings of conventional four-post structure and split structure in the application of anti-theft door relief formation.
At the same time, it has the advantages of high precision and good precision retention.
Brief introduction to anti-theft door engraving training process
Anti-theft door relief formation is used on the front and back plates of the anti-theft door, which is mainly used to increase the anti-theft resistance and aesthetics of the door (Fig. 1).
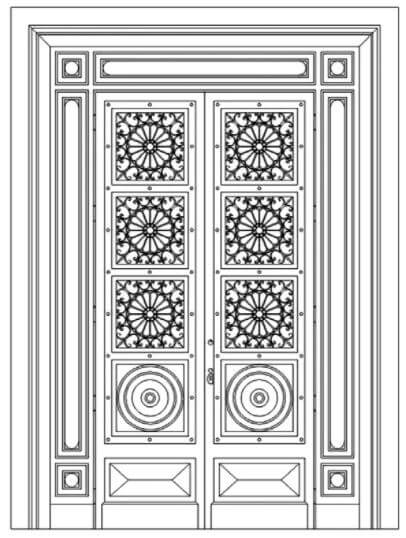
Fig. 1 Schematic diagram of the flower shape of the anti-theft door
The overall dimension of the part (length × width) is 2200mm × 520mm, the material is ordinary carbon steel, and the plate thickness is 0.4 ~ 0.8mm.
The total dimension (length) of the forming die × width) is about 2400mm × 1450mm, the thickness of the part is 5~25mm.
The forming force varies depending on the complexity of the pattern, generally 20,000 ~ 30,000kN.
The matrix structure is shown in Fig.
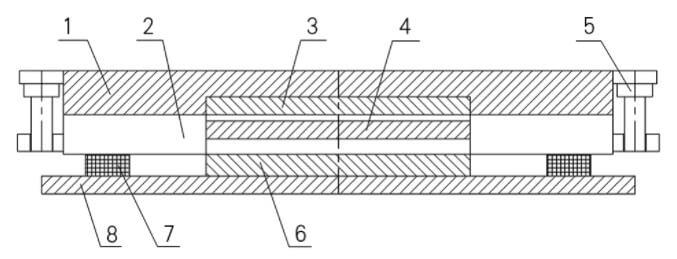
- 1 – upper base of the matrix
- Support for 2 blanks
- 3 – upper mold core
- Bottom 4 mold core
- 5 – guide mechanism
- 6 Lower Die Backplate
- 7 – rubber pad
- 8 – lower formwork
Fig. 2 Schematic diagram of the relief forming matrix
During production, the blank holder first presses the periphery of the part and forms the required pattern through the upper and lower die cores.
The forming process has high requirements for equipment precision. When the accuracy is low, parts are prone to cracks, eccentric flowers, wave breaking lines, uneven plate surface and other defects.
Structural Features of Hydraulic Embossing Press for Anti-theft Door
The body structure adopts the general laminated board structure.
The laminated plate structure is the overlapping of independent steel plates, which can effectively release the internal stresses generated during the operation of the hydraulic press (Fig. 3);
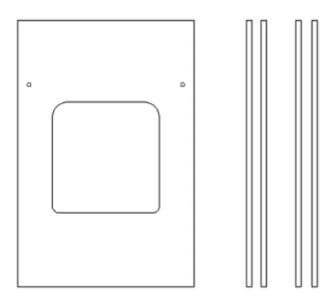
Figure 3 Structural diagram
At the same time, to strengthen the overall strength and rigidity of the fuselage, the laminated plates are connected into a box structure by welding (Fig. 4).
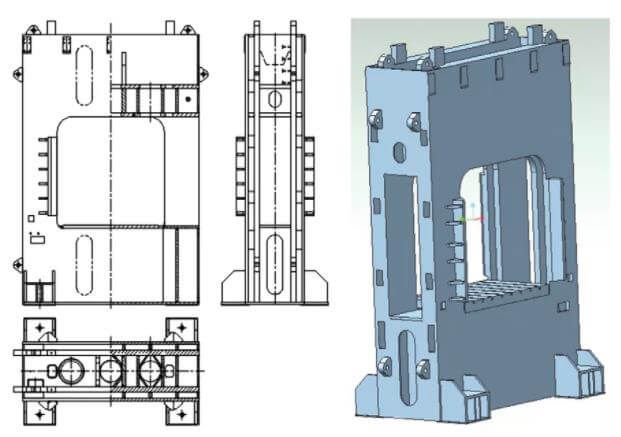
Fig.4 Schematic diagram of the body structure
This structure has the dual advantages of laminated plate structure and box structure.
According to the structural characteristics of the large-tonnage small-table hydraulic press, the cylinder structure is adopted.
The conventional hydraulic press is that the cylinder block is fixed on the upper beam, and the sliding block is driven by the movement of the piston or plunger to reach the rated pressure.
The dynamic structure of the cylinder consists of fixing the piston on the lower plane of the upper beam of the hydraulic press, combining the cylinder block and slider into one, and driving the slider through the cylinder block to realize the rated pressure of the hydraulic press, as shown in Figure 5.
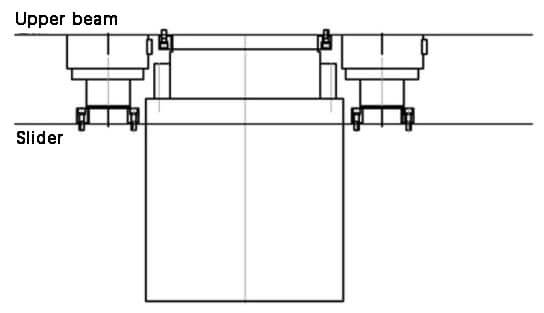
Fig. 5 Schematic diagram of the dynamic structure of the cylinder
The advantage of the improved scheme is that the structure is compact, so that large tonnage pressing can be carried out on a small table.
Due to the small table surface of the hydraulic press, piston cylinders are used on both sides of the design, and the main tonnage is carried out together with the intermediate cylinder during pressing.
At the same time, it is used as a return cylinder during slider return.
The main tonnage of the hydraulic press is carried by three oil cylinders.
The large-tonnage plunger cylinder in the middle adopts the dynamic cylinder structure.
The cylinder block and sliding block form a box structure closed by welding (Fig. 6).
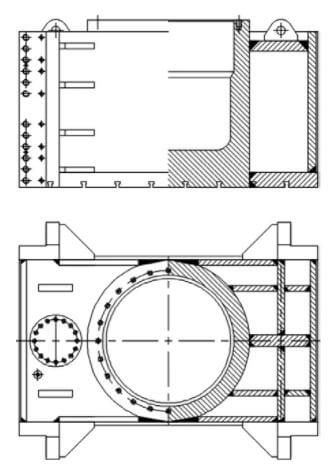
Fig. 6 Cylinder sliding block structure
The plunger rod is fixed on the lower plane of the upper beam, and an oil hole is placed in the middle of the plunger to realize oil entry into the cylinder.
There are two small piston cylinders of equal tonnage on both sides, which can perform the pressure and return functions of the slider.
The installation mode of the two small piston cylinders is the conventional installation mode, that is, the cylinder block is fixed on the beam part of the fuselage, and the piston rod drives the sliding block to press and return.
The arrangement structure of this type of oil cylinder is compact, and the minimum table size of the hydraulic press with a rated pressure of 30,000kN can be 2600mm × 1500mm.
In recent years, with the improvement of the diversity of anti-theft door shapes, their patterns are becoming more and more complex, and the precision requirements of equipment and molds are increasingly higher.
The anti-theft door engraving hydraulic press slide guide adopts X-shaped inclined wedge adjustable guide rail (Fig. 7), which has high guidance accuracy, strong adjustment and precision retention.
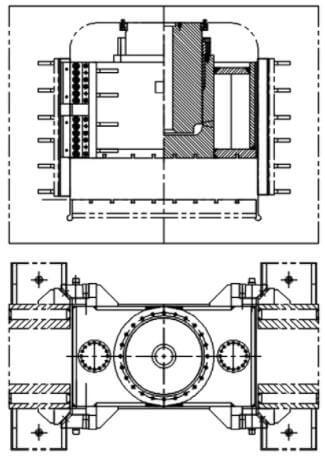
Fig. 7 Slide guide structure
The guide plate on the sliding block is made of copper-based alloy, which has good precision retention.
The guide rail plate on the body adopts 42CrMo, which has good wear resistance after special heat treatment.
At the same time, in order to increase the operation accuracy of the slider, the length of the main plunger cylinder guide is lengthened, so that the operation accuracy of the main cylinder itself can be improved.
In order to improve the design quality, the structural hydraulic press adopts three-dimensional modeling finite element analysis in the design stage to carry out detailed analysis and demonstration on the strength, stiffness and tension of the fuselage and main parts of the slider (Fig. 8 and Figure 9).
The design scheme is optimized according to the analysis results.
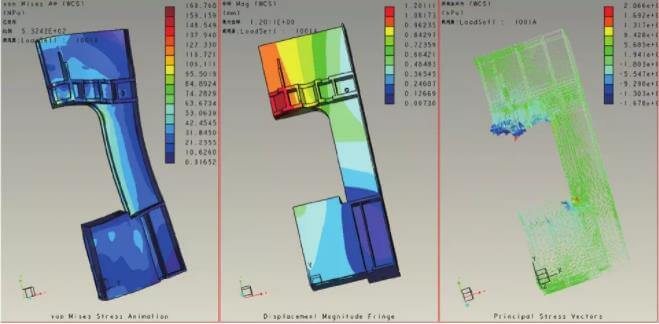
Fig. 8 Finite element analysis of the body
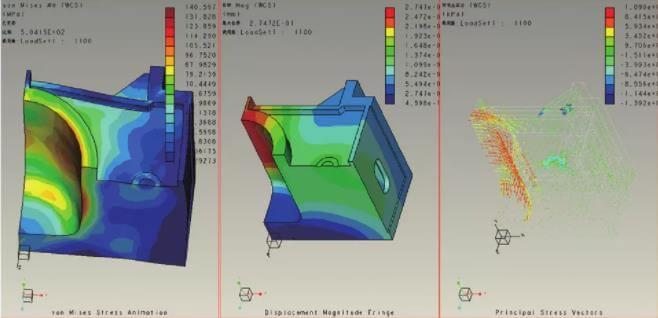
Fig. 9 Finite element analysis of slider
Practical results
This type of equipment has worked stably for the user (Fig. 10 and Fig. 11), with reliable performance and high precision, and can meet the relief formation of anti-theft doors with various complex patterns.
The cost of this structural equipment is 30% lower than that of the conventional frame hydraulic press, and the precision can reach the precision of the conventional frame hydraulic press.
Precision adjustment is convenient, stable and reliable.

Fig. 10 Practical application of the equipment
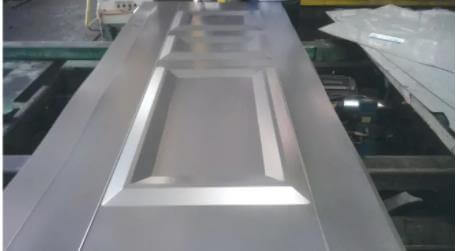
Fig. 11 Molded parts
The research and development of structural equipment provides convenience for the popularization and application of the anti-theft door relief forming process, and provides a reliable solution for the design of large-tonnage equipment and small tables.







