
A special marking method is introduced in this post, which “borrows materials” for blank defects, learns from each other's strengths to compensate for their weaknesses, and redistributes the tolerance of the surface to be machined;
Avoid heavy and light, and give priority to ensuring key dimensions, which serve to remedy unqualified blanks and reduce losses.

1. Preamble
Due to mechanical operation, sometimes the contour of the blank is distorted or the hole is displaced, so that the shape and size of the blank exceeds the technical scope and becomes unqualified products.
If the displacement and inclination are not large, the tolerance of each surface to be machined can be redistributed through marking, so that the unqualified blank can be remedied.
This method of using draft to remedy white space is called “borrowing.”
Here are two factory examples to illustrate what “borrowing” and “borrowing” are.
2. Consider the outer circle and inner hole and redistribute the blank margin
Figure 1 shows a disc-shaped casting, with its inner hole concentric with the outer circle.
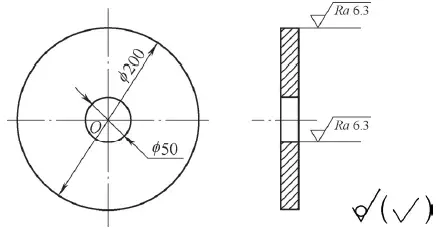
Fig. 1 disc casting parts
The normal part is shown in Fig. 2, and the inner hole and outer circle are basically not eccentric.
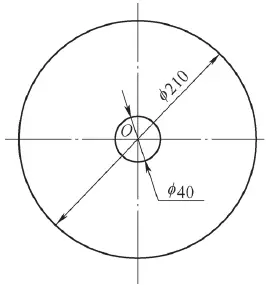
Fig. 2 normal white
However, sometimes there is eccentricity between the inner hole and the outer circle of the casting due to casting errors.
Fig. 3 shows the eccentric blank with an eccentricity of 8mm.
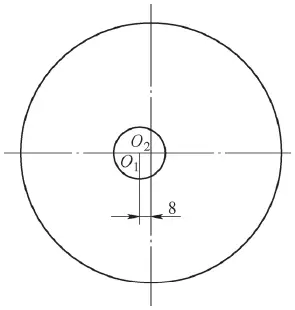
Figure 3 eccentric piece
Due to the 8 mm eccentricity between the inner hole and the outer circle of the blank, if the inner hole is centered at O 1 of the blank is selected as the marking reference (see Fig. 4).
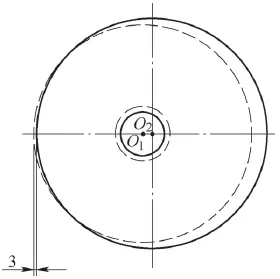
Fig. 4 takes the center of the inner hole O1 of the blank as the marking reference
Although the machining tolerance of the inner hole is not a problem, the machining tolerance of the outer circle is not enough, and the most serious part is the lack of machining tolerance of 3mm;
If the center of the outer circle O 2 of the blank is selected as the marking reference (see Fig. 5), although the machining tolerance of the outer circle is not a problem, the machining tolerance of the inner hole is not sufficient, and the part More serious is the lack of machining of 3 mm allowance.
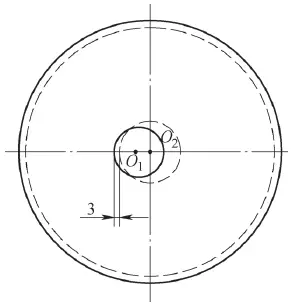
Fig. 5 takes the center of the outer circle O2 of the blank as the marking reference
Obviously, the inner hole or the outer circle cannot be used as a marking reference.
At this time, the “material borrowing” method should be used for marking.
The loan line is shown in Fig.
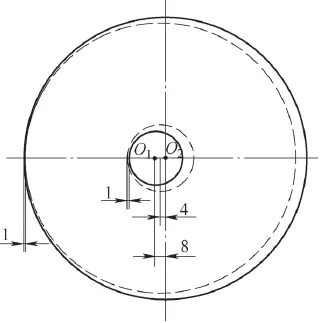
Figure 6 loan line
The specific method is to select the midpoint of the connecting line between the center of the inner hole O 1 and the center of the outer circle O 2 as the line reference.
Due to this marking, the inner hole and outer circle have sufficient machining tolerance, the inner hole has a machining tolerance of at least 1mm, and the outer circle has a machining tolerance of at least 1mm, so this marking is workable.
Prevents raw part scrap and recovers economic loss.
3. Prioritize ensuring key parts blank space
The normal blank of the part to be processed shown in Fig. 7 is shown in Fig. 8, with a tolerance of 5 mm on one side.
However, due to the casting error, a part is missing in the lower right corner of the blank, and the defective blank is shown in Fig.
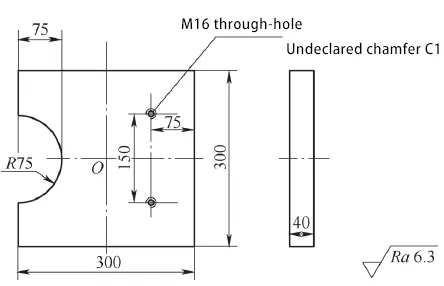
Fig. 7 parts to be processed
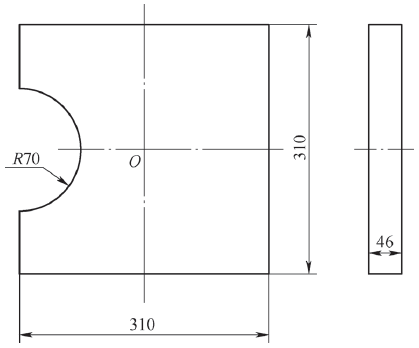
Fig. 8 normal white
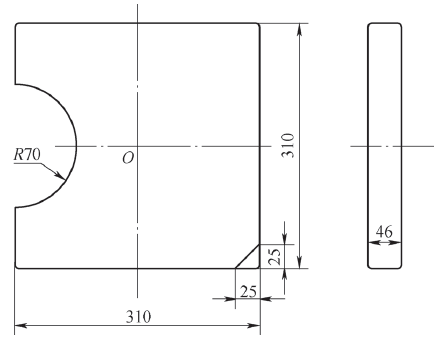
Fig. 9 defective blank
Since the length of the notch in the lower right corner in the horizontal and vertical directions is 25 mm respectively, and the total margin of the entire blank in the horizontal and vertical directions is 10 mm respectively, it is obviously impossible to process this part in strict compliance with the drawing.
After communicating with the customer, they learn that the part is used to support the bearing seat.
Even if there is a small gap in the lower right corner (as long as the side length does not exceed 12mm), it will not seriously affect its normal operation.
Therefore, with the customer's consent, the following measures are taken: The marking reference point was originally the center W of the square.
Now move it up and left 3mm respectively for O 1 to point.
That is, the Ó 1 point is used as a marking reference (see Fig. 10).
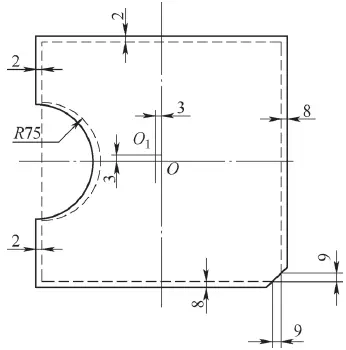
Fig. 10 take the O 1 point as marking reference
In this way, the left and upper edges of the part still have a gap of 2 mm respectively, and the lower and right edges have a gap of 8 mm respectively, and the gap of the semicircular groove is also sufficient at this time.
Although the notch in the lower right corner cannot be completely avoided, the remaining notch length in the horizontal and vertical directions after processing is only 9mm respectively, so it will not seriously affect its use function, and the loss is recovered by borrowing materials.
4. Conclusion
In a machining plant, the person who specializes in marking is called a line scriber.
It is usually maintained by old and experienced employees.
It can be seen from the above cases that the line scriber played a great role in ensuring product quality and saving costs, and should be given close attention.







